

















Những khiếm khuyết phát hiện được khi kiểm tra NDT tang trống bánh xe là nứt, ăn mòn, biến dạng hình học và quá nhiệt.
Bánh xe máy bay thương mại và các phụ kiện liên quan được kiểm tra NDT thường xuyên hơn bất kỳ bộ phận máy bay nào khác. Bánh xe chịu tải trọng động, lực tác động và ứng suất liên tục trong quá trình cất cánh và hạ cánh. Chúng cũng phải chịu các điều kiện môi trường khắc nghiệt cả trên mặt đất và ở trên cao. Các nhà sản xuất bánh xe liên tục tối ưu hóa thiết kế của bánh xe, nhưng hỏng hóc vẫn xảy ra và tính chất lặp đi lặp lại của việc bánh xe liên tục chịu tải có thể dẫn đến các khuyết tật mỏi do chu kỳ, ăn mòn, các vấn đề về đặc tính vật liệu và các hư hỏng cấu trúc khác nhau.
Các yếu tố kể trên làm cho việc kiểm tra bánh xe máy bay được đưa vào quy trình kiểm tra NDT tích cực và theo chu kỳ, đồng thời khả năng hư hỏng của bánh xe đã khiến các nhà sản xuất phải yêu cầu nhiều đợt kiểm tra lặp đi lặp lại. Khoảng thời gian này giữa các loại bánh xe là khác nhau, nhưng nhìn chung, lốp phải được tháo ra ở số lần hạ cánh “X” và ở những lần thay lốp này, các trang trống bánh xe sẽ cần được kiểm tra. Đối với bánh máy bay thương mại lớn hơn, khoảng thời gian này ở 200 lần hạ cánh. Dựa trên yêu cầu kiểm tra định kỳ, bánh xe còn có hai loại chế độ kiểm tra khác nhau là sửa chữa nhỏ và đại tu lớn. Nói chung, sẽ có 4 đến 5 lần sửa chữa nhỏ được thực hiện trước khi tiến hành đại tu lớn. Sửa chữa nhỏ là tháo lốp và tang trống nhưng các phụ kiện liên quan vẫn được giữ nguyên. Đại tu là một đợt sửa chữa lớn và ở giai đoạn này tất cả phần cứng và thậm chí cả lớp sơn đều cần được loại bỏ. Mỗi khoảng thời gian này đi kèm với nhiều yêu cầu kiểm tra NDT khác nhau.
Cần lưu ý là ngoài việc kiểm tra định kỳ sau khi tiếp đất, bánh xe cũng có thể phải chịu kiểm tra NDT dựa trên các vấn đề vận hành ngoài kế hoạch như phanh gấp hoặc hạ cánh cứng. Trong những trường hợp này, lốp và bánh xe ban đầu được kiểm tra tại chỗ xem có dấu hiệu quá nóng hay không. Sự đổi màu sơn cục bộ hoặc sự nóng chảy của bộ phận giảm nhiệt sẽ yêu cầu bánh xe phải tháo ra ngay lập tức và tiến hành kiểm tra NDT thêm.
Tang trống bánh xe máy bay thương mại lớn hơn bao gồm hai nửa bánh, một nửa inboard và nửa còn lại là outboard. Mỗi bánh xe cũng có một bộ phần cứng liên quan bao gồm bu lông, bộ phận truyền động và tấm chắn nhiệt. Những khiếm khuyết chính được NDT phát hiện trên bánh xe là nứt, ăn mòn, biến dạng hình học và quá nhiệt.
Mỗi thành phần có thể có các phương pháp NDT được phê duyệt khác nhau cho các cuộc kiểm tra cần thiết. Các phương pháp này được phê duyệt và lựa chọn dựa trên vật liệu, hình học, (các) khu vực quan tâm và khả năng xảy ra các khiếm khuyết của bộ phận. Các phương pháp kiểm tra thường được sử dụng có thể được nhóm thành kiểm tra bề mặt/gần bề mặt và dưới bề mặt. Các phương pháp bề mặt/gần bề mặt là Kiểm tra điện từ trường hoặc Kiểm tra dòng điện xoáy (ET), Kiểm tra hạt từ tính (MT) and Kiểm tra thẩm thấu chất lỏng (PT) . Phương pháp dưới bề mặt được sử dụng là Kiểm tra siêu âm (UT). Ngoài ra, Kiểm tra trực quan (VT) cũng được sử dụng để đánh giá bề mặt trong hầu hết các cuộc kiểm tra.
Giải thích ngắn gọn về từng phương pháp NDT
ET, hoạt động bằng cách đặt một cuộn dây kích thích tiếp xúc với một bề mặt kiểm tra. Cuộn dây tạo ra từ trường thay biến thiên cách sử dụng dòng điện xoay chiều, dòng điện này tương tác với bề mặt và tạo ra dòng điện xoáy. Những biến động trong phản hồi dòng điện được theo dõi và giải đoán để đưa ra kết luận về tính liên tục của bề mặt.
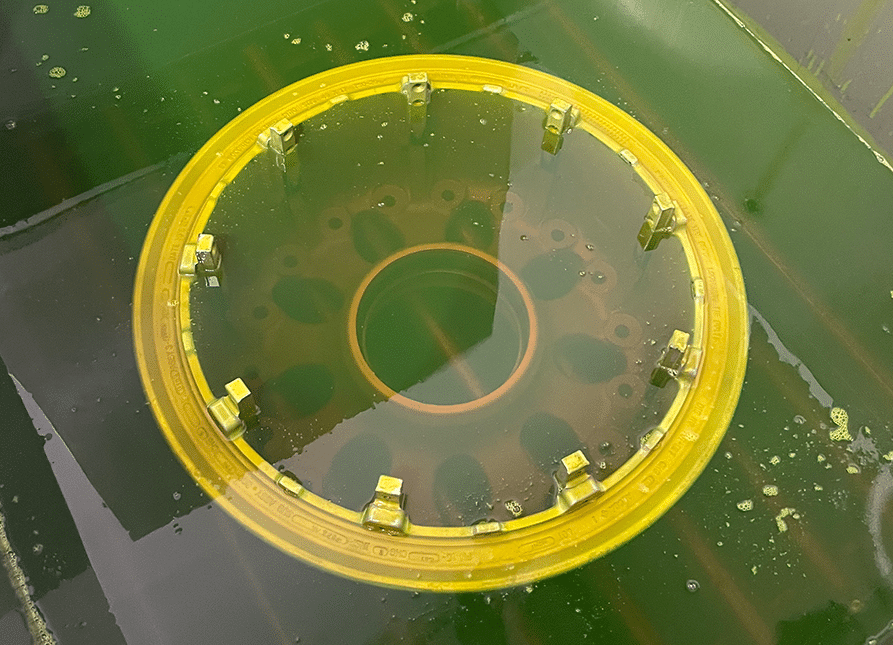
MT hoạt động bằng cách đưa từ trường vào các bộ phận. Khi có từ trường, chất lỏng từ tính huỳnh quang được phun lên toàn bộ bộ phận. Nếu có khuyết tật, sẽ gây ra sự gián đoạn trong từ trường và các hạt từ sẽ tụ lại tại điểm đứt gãy do từ trường dò của khuyết tật tạo ra. Các khuyết tật có thể nhìn thấy được khi nhìn dưới ánh sáng cực tím.

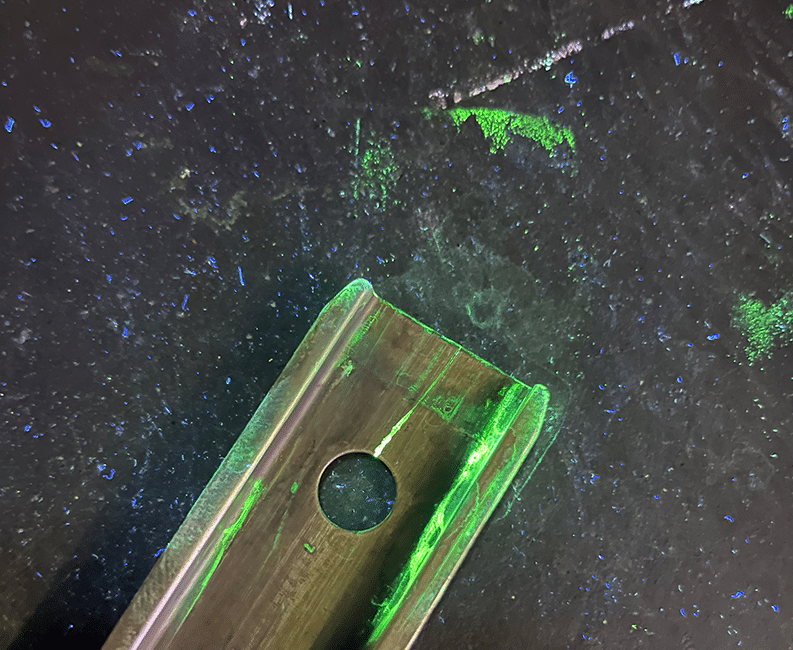
PT hoạt động bằng cách sử dụng hiện tượng mao dẫn, trong đó chất lỏng huỳnh quang có sức căng bề mặt thấp được áp dụng cho toàn bộ hoặc một phần của bộ phận. Chất thẩm thấu tồn tại trong một khoảng thời gian nhất định và thấm qua các khiếm khuyết bề mặt. Sau thời gian dừng bắt buộc, chất thẩm thấu dư thừa sẽ được loại bỏ và chất phát triển sẽ được áp dụng. Chất phát triển giúp kéo chất thẩm thấu ra khỏi các khiếm khuyết để có thể nhìn thấy chỉ thị khuyết tật khi quan sát dưới ánh sáng cực tím.
UT sử dụng năng lượng siêu âm để phát hiện sự không nhất quán và sai sót trong vật liệu. Năng lượng được đưa vào bằng đầu dò chuyển đổi xung điện thành sóng âm. Sóng âm được truyền qua vật liệu và nếu có sự gián đoạn trong đường truyền sóng, một phần năng lượng sẽ được phản xạ trở lại đầu dò từ bề mặt khuyết tật. Sóng nhận được trở lại đầu dò sau đó được chuyển đổi thành tín hiệu điện được hiển thị trên màn hình để giải thích và đánh giá.
Kiểm tra trực quan (VT) có hoặc không có thiết bị hỗ trợ quang học là quá trình sử dụng quan sát trực quan bề mặt của vật thể thử nghiệm để đánh giá sự hiện diện của các điểm không liên tục trên bề mặt.
Trong quá trình sửa chữa nhỏ, ET, MT, PT và VT được sử dụng. VT được sử dụng để kiểm tra tổng thể tình trạng chung và ET được sử dụng để phát hiện các vết nứt và vết giống như vết nứt ở bề mặt. Toàn bộ tang trống, cả nửa bên trong và bên ngoài đều được kiểm tra kỹ lưỡng. Khu vực quan tâm thực tế là toàn bộ bán kính nơi lốp tiếp xúc với tang trống. Áp lực cao khi tiếp đất và đặc biệt là trường hợp tiếp đất mạnh sẽ được lốp truyền tới bánh xe ở vùng tiếp xúc này. Khu vực này đặc biệt dễ bị nứt rất nhỏ ngắn và nếu phát hiện ra bất kỳ vết nứt nào thì bánh xe được coi là không thể sử dụng được. Ở giai đoạn này, bu lông cũng được kiểm tra vết nứt bằng MT và UT.

Trong quá trình đại tu lớn, cả hai nửa bánh xe, từng chốt giằng, bộ phận truyền động và tấm chắn nhiệt đều được kiểm tra. Tấm chắn nhiệt được kiểm tra bằng VT. Mỗi tấm chắn nhiệt được kiểm tra trực quan toàn diện để ghi nhận bất kỳ sự bất thường nào. Bề mặt của nửa tang trống bánh xe được kiểm tra giống như trong quá trình sửa chữa nhỏ, nhưng cũng có các yếu cầu kiểm tra ET bổ sung đối với trục bánh xe và lỗ bu lông trên một số số bộ phận. Đối với các trục, bề mặt tiếp xúc của trục bánh xe được kiểm tra xem có dấu hiệu nứt hoặc bắt đầu ăn mòn hay không. Đối với các lỗ bu lông, các vùng lân cận xung quanh mỗi lỗ được kiểm tra xem có dấu hiệu nứt nào không. Đối với cả hai yêu cầu kiểm tra, kỹ thuật viên sử dụng đầu dò dạng bút chì cầm tay. Một số bộ phận cụ thể cũng yêu cầu kiểm tra UT. Trong những trường hợp này, khu vực ổ trục được kiểm tra bằng quy trình UT đầu dò góc chuyên dụng để đảm bảo không có vết nứt bên trong.
Các bu lông và bộ phận truyền động đều được kiểm tra riêng lẻ. Các phương pháp NDT ở đây có thể khác nhau tùy theo tính sẵn có của vật liệu và phương pháp. Các bu lông có thể được kiểm tra bằng PT, MT, ET hoặc UT. Bất kể phương pháp nào được sử dụng, việc kiểm tra đều được thực hiện trên toàn bộ bu lông, nhưng khu vực quan tâm cụ thể là các ren và đầu bu lông. Vết nứt ở những khu vực này được coi là không thể sử dụng được.
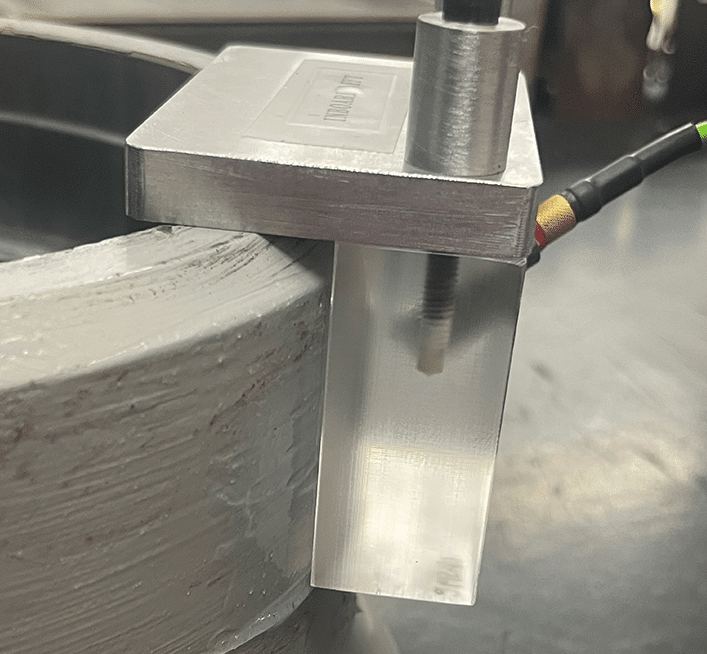
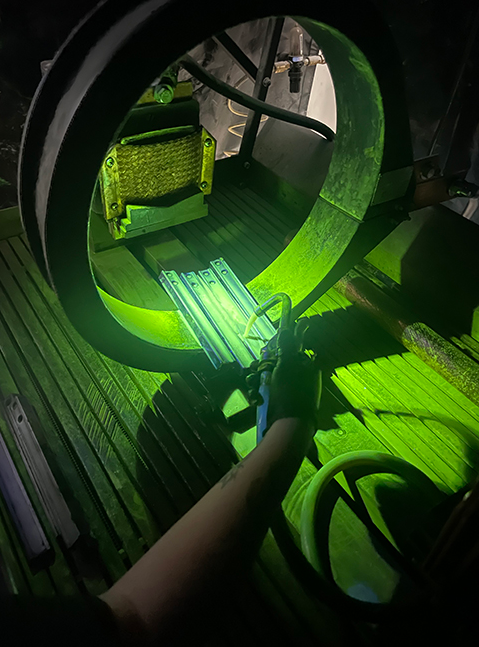
Kiểm tra tang trống bánh xe với đầu dò ET đặt theo yêu cầu
Bản chất quan trọng của việc kiểm tra bánh xe máy bay đã thúc đẩy các nhà sản xuất phát triển các công nghệ sản xuất mới để cải tiến quy trình. Một công nghệ quan trọng là in 3D, cho phép tạo ra các đầu dò theo yêu cầu để kiểm tra tang trống bánh xe. Và bởi vì các đầu dò được tạo ra với độ chính xác cao nên nó giúp đảm bảo rằng các đầu dò cung cấp dữ liệu có thể lặp lại.

Quá trình bắt đầu khi khách hàng cung cấp bản vẽ CAD của bánh xe hoặc gửi mẫu bánh xe thực tế. Nếu gửi một bánh xe, nhà sản xuất sử dụng máy đo tọa độ (CMM) để có được số đo chính xác, số đo này được chuyển thành bản vẽ CAD. Khi bản vẽ chính xác được tạo, dữ liệu sẽ được gửi đến máy in 3D.
Máy in 3D có thể in cuộn dây của đầu dò thay vì phải cuốn cuộn dây bằng tay, cải thiện đáng kể khả năng lặp lại của đầu dò. Để cải thiện chất lượng dữ liệu, các đầu dò và tiêu chuẩn dòng điện xoáy được sản xuất để khớp chính xác với bán kính mặt tựa của một bánh xe cụ thể. Kết quả của quá trình sản xuất này là các đầu dò đáng tin cậy, có tính lặp lại cao và có thể được chế tạo nhanh chóng.
Bằng cách sử dụng đầu dò tùy chỉnh, hầu hết các bánh xe có thể được kiểm tra chỉ trong một lần di chuyển đầu dò, giúp tiết kiệm đáng kể thời gian. Hình dạng của đầu dò bao phủ toàn bộ khu vực mặt tựa gần như hoàn hảo, làm tăng khả năng phát hiện.
Công nghệ sản xuất tiên tiến mang đến sự linh hoạt trong việc thiết kế đầu dò dòng điện xoáy tùy chỉnh cho nhiều ứng dụng cho bất kỳ loại bánh xe nào. Các lợi ích khác bao gồm: khả năng lặp lại kiểm tra tốt hơn; kết quả nhất quán hơn và kiểm tra nhanh hơn vì chúng bao phủ một khu vực rộng chỉ trong một lần quét – nhiều hơn so với đầu dò thông thường.
Conclusion
Vì bánh xe máy bay và phần cứng liên quan của chúng được kiểm tra NDT thường xuyên hơn bất kỳ bộ phận nào khác của máy bay nên việc thực hiện quy trình kiểm tra này thường yêu cầu rất nghiêm ngặt. Mỗi cuộc kiểm tra NDT đều đóng một vai trò quan trọng trong khả năng sử dụng và đảm bảo chất lượng của bánh xe máy bay. Việc cất cánh và hạ cánh giữa mỗi chu kỳ sửa chữa có thể gây ra những vấn đề mới vì các bộ phận chịu áp lực cao và cường độ cao. NDT là chìa khóa để duy trì an toàn hàng không và việc kiểm tra tang trống bánh xe này nằm gần đầu danh sách.