


















Ứng dụng: Đo chính xác độ dày thành còn lại của ống kim loại, bể chứa, dầm, vỏ tàu và các cấu trúc khác bỏ qua sơn và các lớp phủ tương tự.
Cơ sở của đo chiều dày siêu âm bỏ qua lớp sơn
Trong nhiều tình huống bảo dưỡng công nghiệp và hóa dầu, cần phải đo chiều dày còn lại của kim loại bị ăn mòn qua một hoặc nhiều lớp sơn hoặc các lớp phủ phi kim loại tương tự. Với máy đo độ dày siêu âm thông thường, sự có mặt của sơn hoặc các chất phủ tương tự sẽ gây ra sai số đo, thường làm tăng độ dày biểu kiến của kim loại lên gấp đôi độ dày của sơn (do tốc độ sóng âm trong sơn chậm hơn thép). Có hai giải pháp cho vấn đề này: chế độ đo Echo-to-Echo và đo THRU-COAT.
Thiết bị sử dụng
Chế độ đo Echo-to-Echo and THRU-COAT có sẵn trên các thiết bị đo ăn mòn của Olympus như 38DL PLUS and 45MG. Phép đo Echo-to-Echo thường được thực hiện với một trong các đầu dò kép sau: D790, D791, D797 or D798. Phép đo THRU-COAT yêu cầu một trong hai đầu dò phần tử kép chuyên dụng, D7906-SM or D7908.






Dual element transducer từ lâu đã trở thành tiêu chuẩn công nghiệp cho các ứng dụng khảo sát ăn mòn, do khả năng đáp ứng vượt trội của chúng đối với các bề mặt gồ ghề và điều kiện ăn mòn khác nhau. Do đó, chúng thường được khuyến nghị cho tất cả các ứng dụng ăn mòn thông thường. Đầu dò nêm trễ một phần tử có thể được khuyến nghị trong một số ứng dụng liên quan đến kim loại với mặt sơn nhẵn và yêu cầu độ chính xác đo cao hơn.
Cơ sở lý thuyết đo chiều dày siêu âm bỏ qua lớp sơn
Vận tốc âm thanh sóng dọc trong thép thường vào khoảng 5.900 m / s (0,2320 in / us), trong khi vận tốc âm thanh trong sơn và các lớp phủ tương tự thường nhỏ hơn 2.500 m / s (0,1000 in / us). Một thiết bị đo siêu âm thông thường đo tổng độ dày của kim loại được sơn sẽ đo lớp sơn ở vận tốc sóng của thép, có nghĩa là lớp sơn sẽ dày hơn ít nhất 2,35 lần (tỷ số của hai vận tốc âm thanh) so với thực tế. Trong các tình huống lớp phủ dày, sai số do lớp sơn có thể là một phần đáng kể trong tổng độ dày. Giải pháp cho vấn đề này là đo hoặc tính toán độ dày theo cách loại bỏ chiều dày lớp sơn khỏi phép đo.
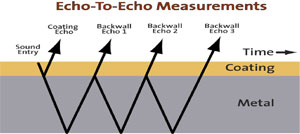
Đo độ dày Echo-to-Echo là kỹ thuật được thiết lập để xác định thời gian giữa hai lần phản xạ mặt đáy liên tiếp của sóng âm qua vật liệu thử nghiệm. Trong các tình huống liên quan đến kim loại được sơn, nhiều xung phản xạ mặt đáy chỉ xảy ra trong kim loại, không phải trong lớp phủ, vì vậy khoảng thời gian giữa bất kỳ cặp tín hiệu nào (xung phản xạ mặt đáy 1 đến 2 hay từ 2 đến 3) thể hiện độ dày kim loại với độ dày lớp phủ bị loại trừ.
Phép đo THRU-COAT sử dụng phương pháp tiếp cận bằng phần mềm đã được cấp bằng sáng chế của Olympus để xác định khoảng thời gian được thể hiện bằng một chu kỳ phản xạ cúa sóng âm trong lớp phủ. Khoảng thời gian đó được sử dụng để tính toán và hiển thị độ dày lớp phủ, và bằng cách trừ khoảng thời gian đó khỏi tổng số đo, thiết bị cũng có thể tính toán và hiển thị độ dày lớp kim loại còn lại mà không có lớp sơn phủ.
Mỗi kỹ thuật này đều có những ưu điểm và nhược điểm cần được cân nhắc để lựa chọn kỹ thuật nào tốt nhất cho một ứng dụng nhất định:
Ưu điểm của Echo-to-Echo:
- Hoạt động với nhiều loại đầu dò thông dụng.
- Thường hoạt động thông qua các lớp phủ có bề mặt nhám.
- Có thể thực hiện ở nhiệt độ cao lên đến khoảng 500 C hoặc 930 F với đầu dò thích hợp.
Ưu điểm của THRU-COAT:
- Làm việc trên nhiều độ dày kim loại, thường từ 1 mm (0,040 in.) đến lớn hơn 50 mm (2 in.) trong vật liệu thép.
- Chỉ yêu cầu một xung phản xạ sau xung đáy.
- Có thể đo độ dày kim loại còn lại tối thiểu chính xác hơn trong các tình huống ăn mòn nhiều.
Nhược điểm của Echo-to Echo:
- Yêu cầu nhiều tín hiệu phản xạ mặt đáy có thể không tồn tại trong kim loại bị ăn mòn nghiêm trọng.
- Phạm vi độ dày maybe hạn chế hơn so với Thru-Coat.
Nhược điểm của THRU-COAT:
- Lớp phủ phải là phi kim loại và dày ít nhất 0,125 mm (0,005 in.).
- Bề mặt sơn phủ phải tương đối nhẵn.
- Yêu cầu sử dụng một trong hai đầu dò chuyên dụng.
- Nhiệt độ bề mặt tối đa xấp xỉ 50 C hoặc 125 F.
Quy trình thực hiện
Các quy trình để kích hoạt và thực hiện phép đo Echo-to-Echo và THRU-COAT với thiết bị đo 38DL và 45MG và các đầu dò thích hợp được mô tả chi tiết trong sách hướng dẫn vận hành thiết bị đo tương ứng. Vui lòng tham khảo hướng dẫn sử dụng thiết bị đo để biết thông tin, cũng như chi tiết về quy trình được khuyến nghị để hiệu chuẩn vận tốc và để tối ưu hóa độ khuếch đại and giá trị Blank cần thiết.
Đo chiều dày lớp phủ: Tính năng THRU-COAT sử dụng đầu dò D7906-SM hoặc D7908 chỉ có thể đo các lớp phủ phi kim loại như sơn hoặc epoxy có độ dày 0,005 “(0,12mm) trở lên. Nếu bạn đang đo lớp phủ mạ và giá trị cho lớp phủ không được hiển thị, độ dày lớp phủ thấp hơn khả năng đọc độ dày tối thiểu của THRU-COAT. Tuy nhiên trong nhiều trường hợp, độ dày của lớp phủ vẫn sẽ bị trừ đi khi đo và độ dày của thép còn lại sẽ được hiển thị. Bạn cũng có thể thử đo bằng tính năng Echo-to-Echo, hoặc có thể cần loại bỏ lớp phủ để có kết quả chính xác hơn.
Độ dày kim loại có thể đo được ở chế độ THRU-COAT thường dao động từ khoảng 1 mm (0,040 in.) đến lớn hơn 50 mm (2 in.), tùy thuộc vào tính chất âm học của kim loại và tình trạng bề mặt bên trong.
Dải đo ở chế độ Echo-to-Echo phụ thuộc vào việc lựa chọn đầu dò và loại thiết bị đo đang được sử dụng, cũng như các đặc tính âm thanh của kim loại được đo và tình trạng bề mặt. Bởi vì theo định nghĩa, phép đo Echo-to-Echo yêu cầu sự hiện diện của ít nhất hai xung phản xạ mặt đáy, nó sẽ không hoạt động trong một số tình huống vật liệu bị ăn mòn nghiêm trọng, bề mặt rất thô, tán xạ cao hoặc suy giảm cao và không hiển thị đủ xung phản xạ mặt đáy. Trong những trường hợp như vậy, nên sử dụng phép đo THRU-COAT nếu có thể.
Với thiết bị đo Model 38DL và 45MG, phạm vi độ dày echo-to-echo điển hình như sau:
| Loại đầu dò | Dải độ dày * |
|---|---|
| D798 | 0,060 inch đến 0,300 inch (1,5 mm đến 7,50 mm) |
| D790 / D791 | 0,100 inch đến 2,00 inch (2,0 mm đến 50 mm) |
| D797 | 0,500 inch đến 5,00 inch (12,5 mm đến 125 mm) |
| M201 | 0,050 inch đến 0,500 inch (1,25 mm đến 12,5 mm) |

