


















Một số khía cạnh liên quan cần được xem xét khi kiểm tra TOFD mối hàn đối đầu ống HDPE. Ảnh hưởng của một số tham số liên quan như PCS, nhiễu, tần số, mối quan hệ biên độ của xung và việc cần thiết sử dụng nêm nước.
General introduction
HDPE hay nhựa dẻo mật độ cao là một polyme dẻo khi chịu nhiệt, có khả năng phục hồi các đặc tính của nó sau khi nguội và có thể chịu các chu kỳ làm nóng và làm nguội liên tiếp mà không ảnh hưởng đến khả năng sử dụng. HDPE là một trong ba nhánh chính của Polyethylene (hai nhánh còn lại là PE tỷ trọng thấp và trung bình).
Giá thành thấp, khả năng chống ăn mòn cao, dễ thao tác, vận chuyển và xử lý (HDPE có trọng lượng rất nhẹ), quy trình hàn nhanh và dễ dàng, tính linh hoạt và các đặc tính khác đã khiến ống nhựa HDPE trở nên phổ biến trong các cơ sở công nghiệp và sinh hoạt.
Khuyết tật mối hàn HDPE
Ống nhựa HDPE được hàn bằng cách sử dụng nhiệt ở hai đầu và yêu cầu chuẩn bị bề mặt kỹ lưỡng để đảm bảo mối hàn chất lượng. Hai đầu nối của ống được làm nóng bằng tấm gia nhiệt ở nhiệt độ thích hợp. Nhiệt độ thường ở mức 200-250°C. Các đầu nóng chảy sau đó được nối với nhau và giữ dưới áp lực để nung chảy và chờ cho chúng nguội đi. Trong quá trình này, có một vài khuyết tật hàn thể xảy ra cần được xem xét.
- Việc thiếu chuẩn bị bề mặt của các đầu ống cũng như tấm gia nhiệt có thể dẫn đến các tạp chất và lỗ rỗng trong mối hàn.
- Áp suất hoặc nhiệt không đủ hoặc sai lệch khi giữ các đầu ống có thể gây ra sự thiếu ngấu trong mối hàn.
- Những lỗi này cũng như việc xử lý ống HDPE không đúng cách khiến mối hàn dễ bị nứt, gây ra các sự cố rò rỉ có thể gây nguy hiểm.
Kỹ thuật kiểm tra không phá hủy mối hàn HDPE
Các ứng dụng như dẫn xả nước thải không yêu cầu kiểm tra NDT hay thử áp. Tuy nhiên, các mục đích sử dụng công nghiệp khác như vận chuyển nước cho các quy trình khai thác mỏ, đường dẫn khí áp suất thấp và trung bình, hệ thống chữa cháy khẩn cấp và hệ thống đường ống trong các nhà máy điện, có thể yêu cầu kiểm tra không phá hủy. Các phương pháp kiểm tra không phá hủy cổ điển như chụp ảnh phóng xạ và siêu âm chùm tia xiên không cho kết quả tốt. Các đặc tính của sản phẩm HDPE gây khó khăn khi sử dụng sóng ngang do sóng này suy giảm rất nhanh với loại vật liệu này. Ngoài ra, có thể khó xác định các khuyết tật do hướng của chúng kém vuông góc với với xung siêu âm.
ASME BPVC 2015 Section V Article 4, Kiểm tra siêu âm các mối hàn nóng chảy của ống HDPE đã được đưa vào Phụ lục bắt buộc X.
Việc đánh giá mối hàn đối đầu ống HDPE có thể được thực hiện với kết tốt khi sử dụng kỹ thuật TOFD. Nêm với đường truyền âm nước đã được Olympus giới thiệu với những cải tiến rõ rệt so với các nêm cứng, giúp tăng SNR, giảm suy hao và hiệu ứng phân tán của Rexolite® đối với xung siêu âm. Các cải tiến này kết hợp cho phép tạo ra các hình ảnh D-Scan chất lượng cao.
Tham khảo thêm: Thiết bị sử dụng trong kiểm tra mối hàn ống HDPE.
Sử dụng TOFD trong việc kiểm tra mối hàn nóng chảy HDPE là một phương pháp NDT lý tưởng để đảm bảo chất lượng của hệ thống đường ống. Không giống như phương pháp kiểm tra siêu âm mảng pha (PAUT), TOFD sử dụng sóng nhiễu xạ để tạo ra hình ảnh siêu âm có độ phân giải cao. Cặp đầu dò được đặt ở hai bên của mối hàn HDPE. Xung siêu âm được truyền từ một phía và được nhận ở đầu dò đối diện. Các sóng siêu âm đi trong vật liệu HDPE có thể bị nhiễu xạ ở các mức độ khác nhau do sự bất thường có trong vật liệu. Bằng cách đo thời gian truyền hoặc thời gian phản hồi của chùm tia phản xạ, có thể phát hiện mức độ và vị trí của các vết nứt và khuyết tật trong mối hàn HDPE. TOFD cung cấp các ưu điểm sau:
- Nó có thể dễ dàng xác định các bất liên tục thẳng đứng.
- Với hình ảnh có độ phân giải cao, có thể phát hiện kích thước của khuyết tật và ảnh hưởng của nó đối với hoạt động của đường ống.
- Độ lặp lại cao cho phép kiểm tra các thay đổi theo thời gian.
- Vị trí và kích thước chính xác của khuyết tật có thể dễ dàng được phát hiện.
Dù có các lợi ích như trên khi sử dụng TOFD kiểm tra đường ống HDPE, vẫn có thể gặp các hạn chế liên quan đến sự thay đổi vận tốc, lệch trục hoặc độ phân giải của phương pháp kiểm tra. Vì vậy, hầu hết các ngành công nghiệp đều dựa vào lợi ích chung của PAUT và TOFD trong kiểm tra mối hàn vật liệu HDPE.
Khoảng cách đầu dò (PCS) trong kiểm tra TOFD
Hầu hết các tiêu chuẩn yêu cầu các biến tối thiểu được xem xét trong quá trình phát triển quy trình kiểm tra TOFD. ASME BPVC 2015 Mục V Điều 4, yêu cầu các thông số của bảng T-421 và các thông số khác được trình bày trong Bảng III-422 và Bảng X-421 liên quan đến khía cạnh kiểm tra cụ thể như nhà sản xuất thiết bị và model máy, phần mềm được sử dụng, phương pháp định cỡ, phạm vị quét, v.v.
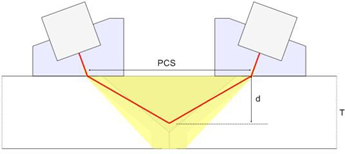
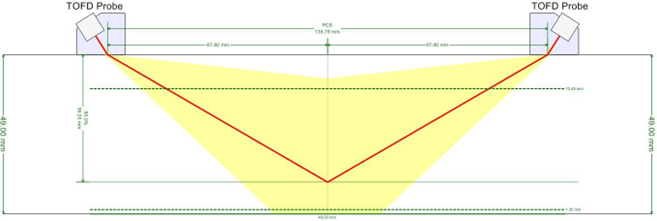
Một trong những điểm quan trọng liên quan đến quy trình kiểm tra TOFD là việc lựa chọn khoảng cách đầu dò (PCS). Trong kiểm tra TOFD, PCS được tính toán tương quan với giao điểm tia khúc xạ chùm âm (như trong Hình 1):
PCS = 2dTan(∅)
Với d độ sâu của giao điểm, và ∅ là góc khúc xạ.
Khi độ dày của vật liệu cần kiểm tra tăng lên, các thiết lập bổ sung phải được cân nhắc. ASME BPVC 2015 Section V Article 4 Appendix O trình bày các thiết lập được khuyến nghị cũng như các giá trị “d” dưới dạng hàm của độ dày vật liệu.
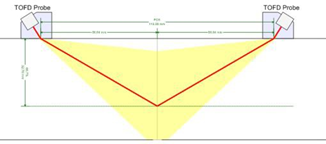
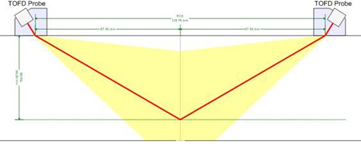
Cần hiểu rằng khuyến nghị của tiêu chuẩn về vị trí hội tụ đã được đưa ra dựa trên các thông số trên vật liệu thép. Một cách tiếp cận phổ biến đối với thép, đối với độ dày ( T ) nhỏ hơn 50 mm, khuyến nghị d = 2/3 T (T là độ dày vật liệu). Đối với HDPE và độ dày dưới 50 mm, bằng các thực nghiệm có thể thấy thấy d = 4/5 T có thể cho kết quả tốt hơn, cả với các bất liên tục gần mặt trên ống. Tình huống được thể hiện trong Hình 2. Trong quá trình kiểm tra mối hàn HDPE, có thể cần thực hiện một số thử nghiệm để lựa chọn giá trị d tốt nhất để có PCS tối ưu.
Nêm nước được chế tạo giống nêm thông thường nhưng có lỗ hình trụ chứa đầy nước (hoặc chất lỏng khác) cùng các lỗ dẫn tiện lợi trong quá trình quét. Nêm nước là một lựa chọn cần thiết vì sự suy giảm của sóng âm trong nước thấp hơn đáng kể so với sự suy giảm trong các vật liệu nhựa thông thường khác được sử dụng cho nêm (bao gồm cả Rexolite®). Việc sử dụng nêm nước làm tăng SNR, giảm suy hao và phân tán tần số liên quan đến vật liệu nêm thông thường như có thể thấy trong Bảng 1.
| Material | Mức suy giảm [dB/mm] | Tần số |
| Nước | 0.00087 | 2 MHz |
| Rexolite | 0.32 | 2.25 MHz |
| HDPE | 0.3 | 2.25 MHz |
Nêm nước với bề mặt Teflon cho thấy hiệu suất tuyệt vời trên các vật liệu HDPE. Hình 3 giới thiệu một số nêm đường dẫn nước của Olympus®.

Nêm đường dẫn nước cũng làm giảm vấn đề thất thoát năng lượng do diện tích tiếp xúc và bề mặt tiếp xúc kém. Vòng đệm với mặt Teflon tránh rò rỉ nước nhanh, giảm lượng nước cần thiết trong quá trình thử nghiệm. Sóng ngang không thể lan truyền trong môi trường nước giúp giảm nhiễu có thể xảy ra và các sóng không mong muốn bên trong vật liệu nêm.
Việc sử dụng nước được cung cấp liên tục để kiểm tra mang lại những tác động tích cực liên quan đến việc ổn định nhiệt độ vật liệu để kiểm tra. Thay đổi nhiệt độ tạo ra các thay đổi vận tốc. Thay đổi vị trí sóng do thay đổi vận tốc là hiện tượng phổ biến trong quá trình kiểm tra ống HDPE ngoài hiện trường khi quét qua các khu vực có nhiệt độ khác nhau do tiếp xúc với ánh nắng mặt trời.
Pha tín hiệu và nhiễu
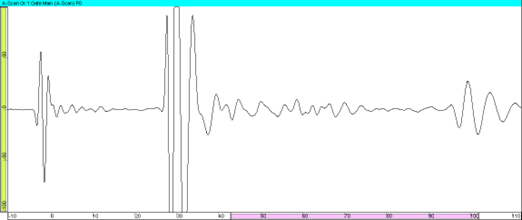
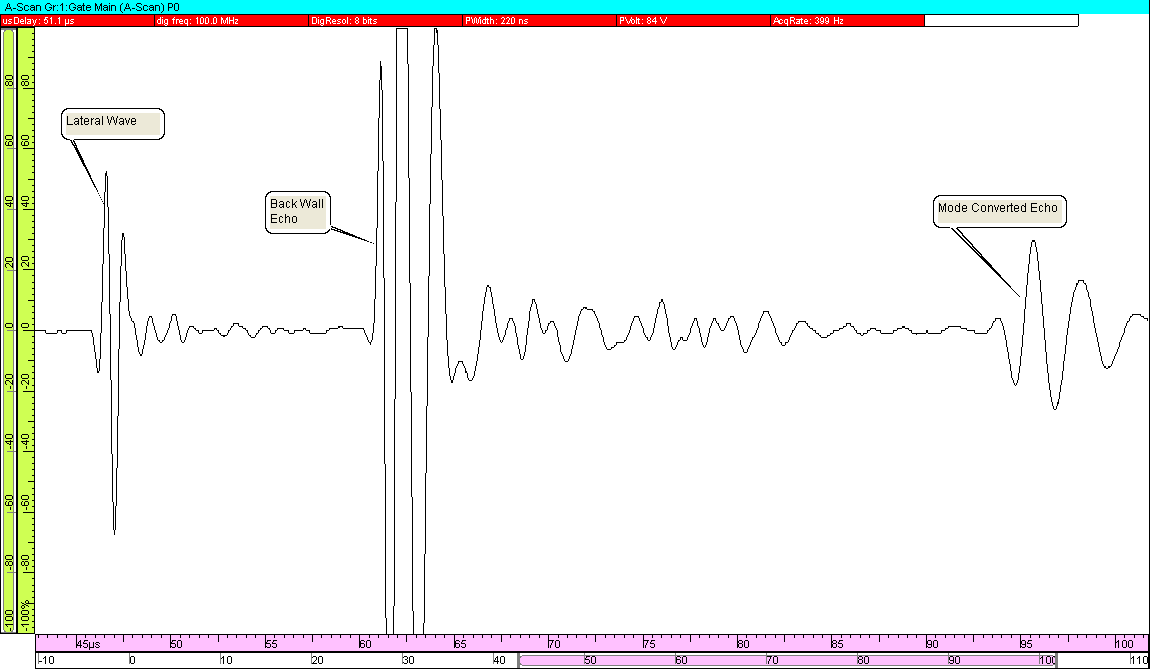
Hình ảnh A-Scan kiểm tra TOFD ống HDPE được trình bày trong Hình 4, A-Scan được thu được bằng cách sử dụng đầu dò PCS=113 mm, đường kính 6 mm 2,25 MHz và sóng dọc khúc xạ 60 độ trong HDPE dày 49 mm với nêm nước. Bạn có thể xem Sơ đồ quét trong Hình 5. Thiết bị có thể được sử dụng là OmniScan MX2 or OmniScan X3.
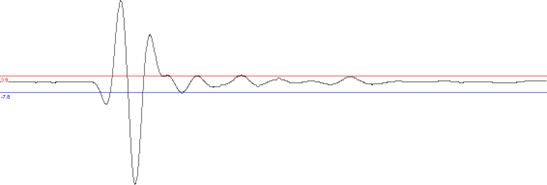
Một trong những yêu cầu của ASME BPVC Sec. V, Mục. 4, Ứng dụng III (2015) là biên độ nhiễu không được vượt quá 10% FSH, phạm vi nhiễu được chấp nhận là khoảng 5-10 FSH. Hình 6 cho thấy rằng biên độ nhiễu dưới 8% FSH, trong trường hợp xấu nhất là SNR>9:1 (hoặc 19 dB).
SNR thấp giúp hình ảnh TOFD D-Scan rõ ràng, như có thể thấy trong Hình 7.
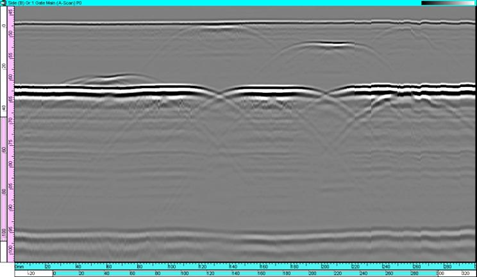
SNR cao, giúp phân tích các mối quan hệ pha trong tín hiệu hình ảnh và giúp phân biệt các đỉnh tip của bất liên tục (đầu trên hoặc đầu dưới) cho mục đích định cỡ.
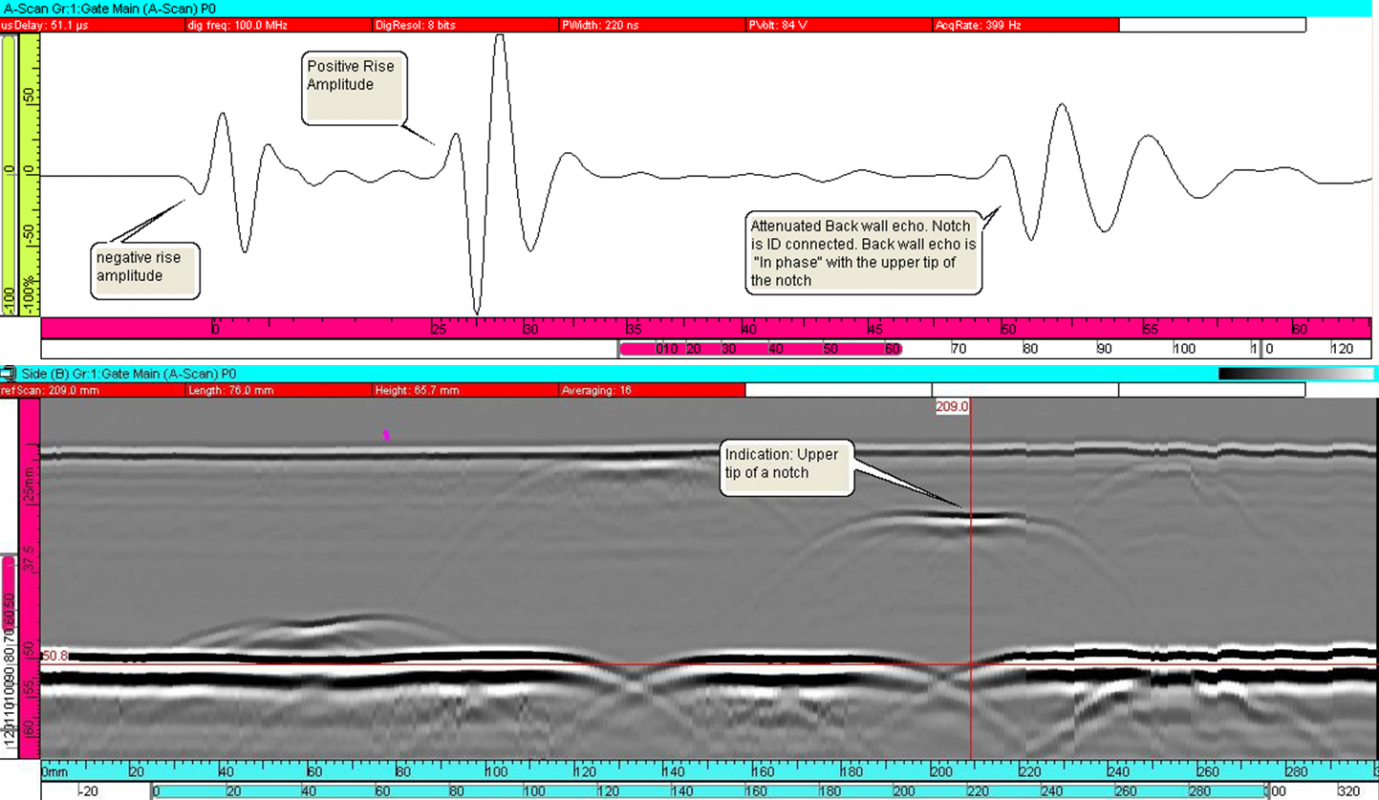
Hình 8 trình bày hình ảnh B-Scan trong đó có thể nhìn thấy rõ rãnh khía ở giữa. A-Scan bao gồm sóng bên và tín hiệu nhiễu xạ từ đỉnh khuyết tật. Có thể quan sát thấy quy luật của mối quan hệ nghịch pha được thỏa mãn bởi hai xung. Sóng mặt bắt đầu với “xung âm đầu tiên” trong khi xung chỉ thị bắt đầu với một xung dương. Xung phản xạ mặt đáy (bị suy giảm mạnh ở các vị trí có bất liên tục ăn với ID) đang ngược pha với mặt như lý thuyết đã dự đoán.
Tần số và đặc tính biên độ
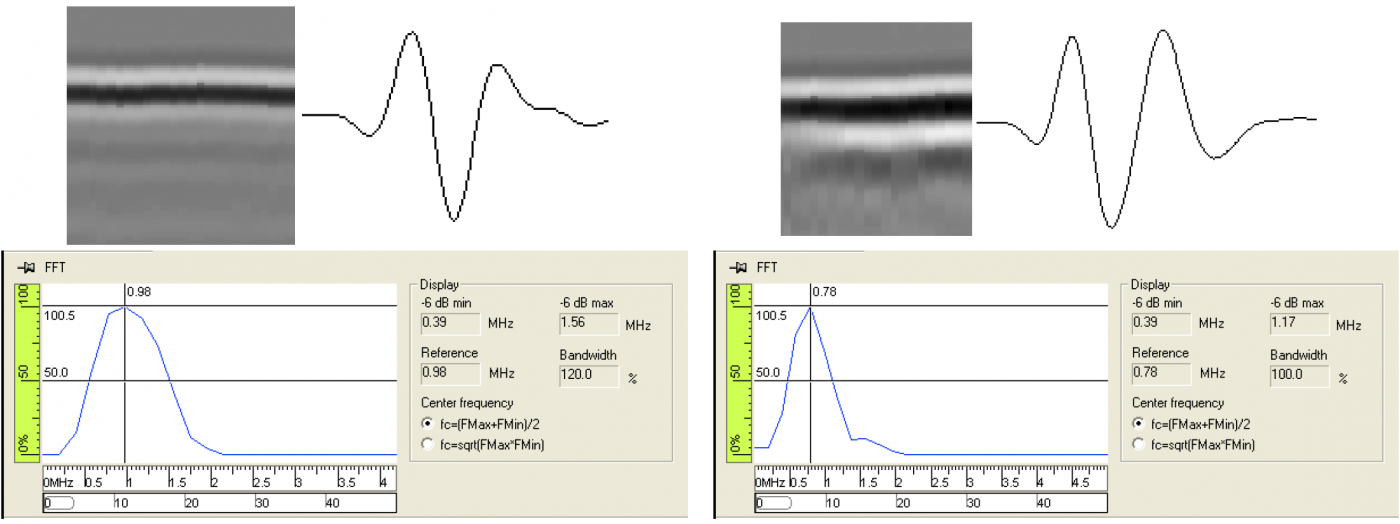
Bản chất phân tán của HDPE làm cho tần số cực đại của sóng mặt LW kém hơn đáng kể so với tần số cực đại của đầu dò nhưng cao hơn tần số cực đại của xung phản xạ mặt đáy BW. Thực tế này hoàn toàn khác với việc kiểm tra thép bằng nêm Rexolite™. Sóng LW trên thép thường có thành phần tần số kém hơn rõ rệt so với xung phản xạ của BW. Tần số của LW và BW lần lượt được trình bày trong Hình 9 và Hình 10.
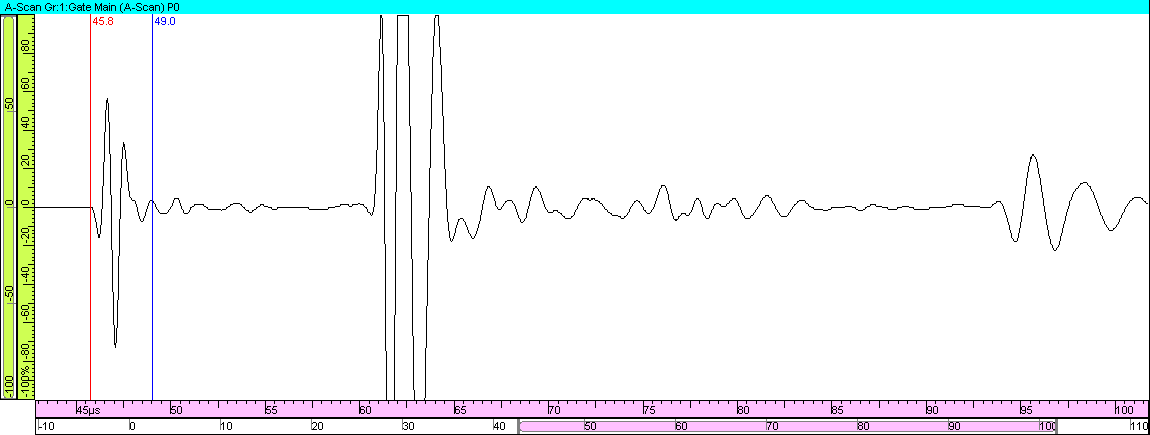
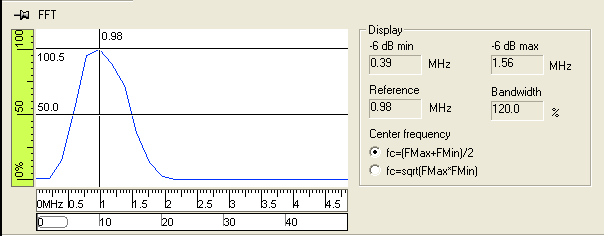
Tần số đỉnh = 0.98 MHz Băng thông = 120%
Độ rộng xung ở -20dB = 3.2 µs
Tần số trung tâm đầu dò = 2.25 MHz.
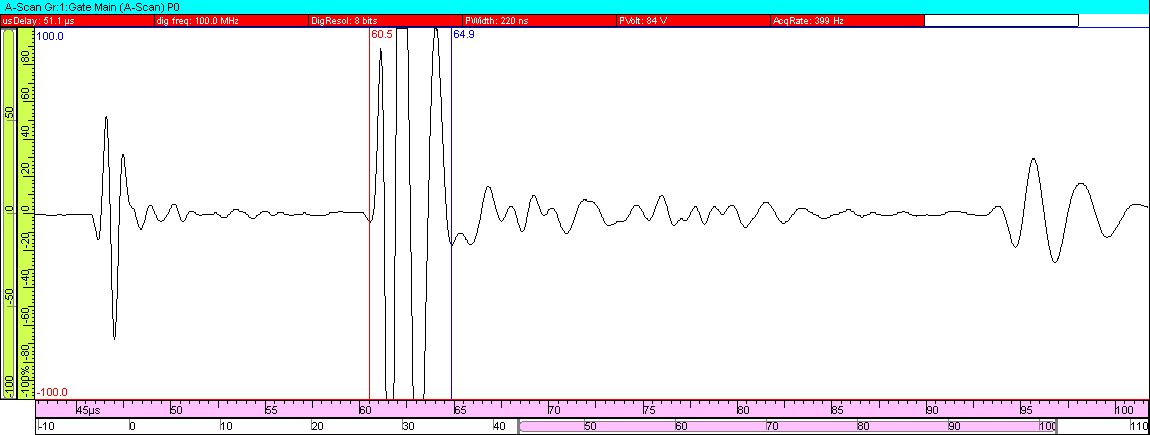
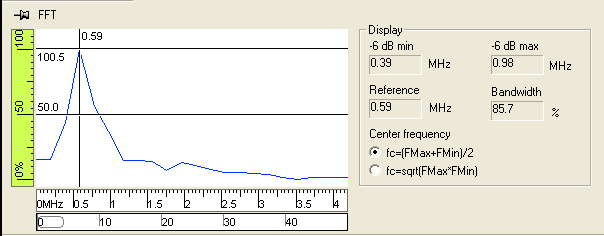
Tần số đỉnh = 0.59 MHz
Băng thông = 85.7%
Độ rộng xung ở -20dB không đo được do bão hòa tín hiệu.
Tần số trung tâm đầu dò = 2.25 MHz.
Sóng chuyển đổi nằm sau BW trong HDPE thể hiện biên độ rất thấp, thậm chí thấp hơn sóng mặt LW. Sóng mặt bị suy giảm mạnh trong HDPE, cũng góp phần làm sóng chuyển đổi có biên độ thấp trong HDPE. Trong các ống có độ dày lớn, xung phản xạ sóng chuyển đổi có thể không quan sát được. Hình 11 cho thấy biên độ sóng chuyển đổi sau BW so với sóng LW.
Do vùng chuyển đổi dạng sóng không có thông tin hữu ích (khác với vật liệu thép), phạm vi có thể được chọn chỉ hiển thị sóng LW và BW với khoảng cách từ 1 đến 3 µs trước sóng LW và toàn bộ sóng của BW. Trong hầu hết các trường hợp, bất liên tục của mối hàn HDPE nằm trong mặt phẳng thẳng đứng giữa hai đầu dò và không có khuyết tật nào nằm ngoài vùng hàn, do đó, trong mọi trường hợp, thông tin sóng chuyển đổi dạng sóng không cần thiết như trong trong vật liệu thép.
Vùng chết
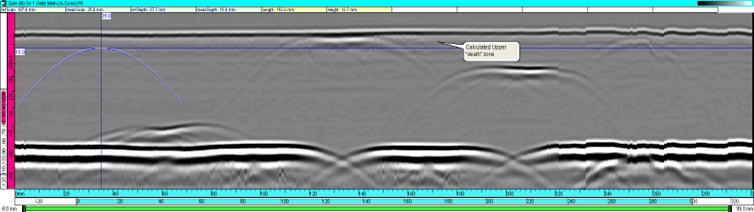
Như trong tất cả các ứng dụng TOFD, một vùng dead zone gần bề mặt có thể là vấn đề cần lưu tâm. HDPE cũng có nhược điểm tương tự. Một cách tiếp cận để ước tính vùng chết bề mặt trên (EASYs) có thể được tính bằng phương trình sau:
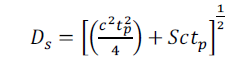
- c : Vận tốc sóng dọc trong vật liệu HDPE
- tp: Độ rộng xung kích thích ở -20 dB
- S: Một nửa khoảng cách PCS
Với C khoảng 2400m/s, S=56.5mm, tp = 1.7µs, vùng chết ở mặt trên EASYs ≅ 15 mm.
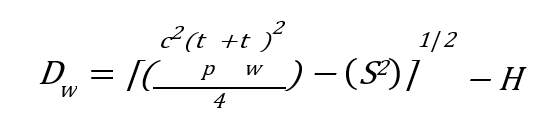
- tw: thời gian truyền của tín hiệu BW.
- H: chiều dày vật liệu
Với tw = 62 µs (đo được trên A-Scan), vùng chết gần mặt đáy dự kiến:
EASYw = 2.5 mm
Hình 12 cho thấy rằng có thể nhìn thấy đầu trên của chiều cao rãnh khía 75% ở gần với vùng chết trên thực tế (mặc dù đầu rãnh khía nằm trong vùng chết lý thuyết là 3 mm), các cung nhiễu xạ có thể hỗ trợ giải đoán và xác nhận khuyết tật.
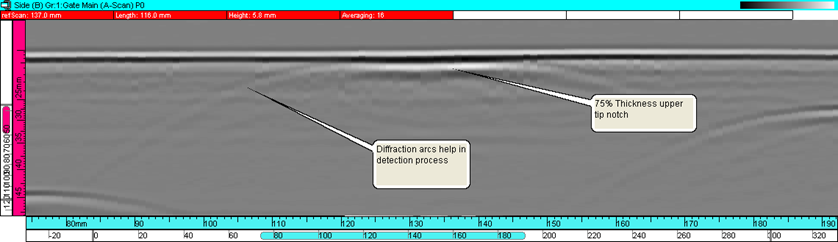
Hình 13 cho thấy con trỏ ở 15 mm, vùng chết tính toán theo lý thuyết ở 12 mm ( vị trí 3 mm trong vùng chết).
Các tính toán vùng chết lý thuyết có vẻ không áp dụng được trong trường hợp này. Cách tiếp cận tốt hơn là sử dụng các thực nghiệm với vết khứa và lỗ khoan để xác nhận vùng chết trên mẫu chuẩn và mẫu tham chiếu.
Các thông tin tính toán có thể được lấy từ phần mềm ESBEAMTOOL như trên Hình 5.
Phân tích hình ảnh
Hình ảnh TOFD của mối hàn giáp mí HDPE có nêm nước thường chấp nhận được với độ nhiễu thấp và không gặp nhiều khó khăn khi phân tích. Chiến lược để phân tích có thể liên quan đến việc phân tích biên độ và tần số tín hiệu.
Tín hiệu xung bề mặt LW
Khi có sự thay đổi trong việc truyền âm, sự thay đổi của biên độ sóng mặt phải tương đồng với sự thay đổi của xung mặt đáy và các tín hiệu chuyển đổi dạng sóng (nếu chế độ chuyển đổi được quan sát thấy). Các biến đổi đột ngột với trường hợp giảm hoặc tăng rõ rệt biên độ sóng mặt mà không có sự biến đổi của các tín hiệu khác thường là dấu hiệu cho thấy có khả năng tồn tại bất liên tục liên quan đến vùng trên. Tình huống này được trình bày trong Hình 14.
Tín hiệu xung phản xạ BW
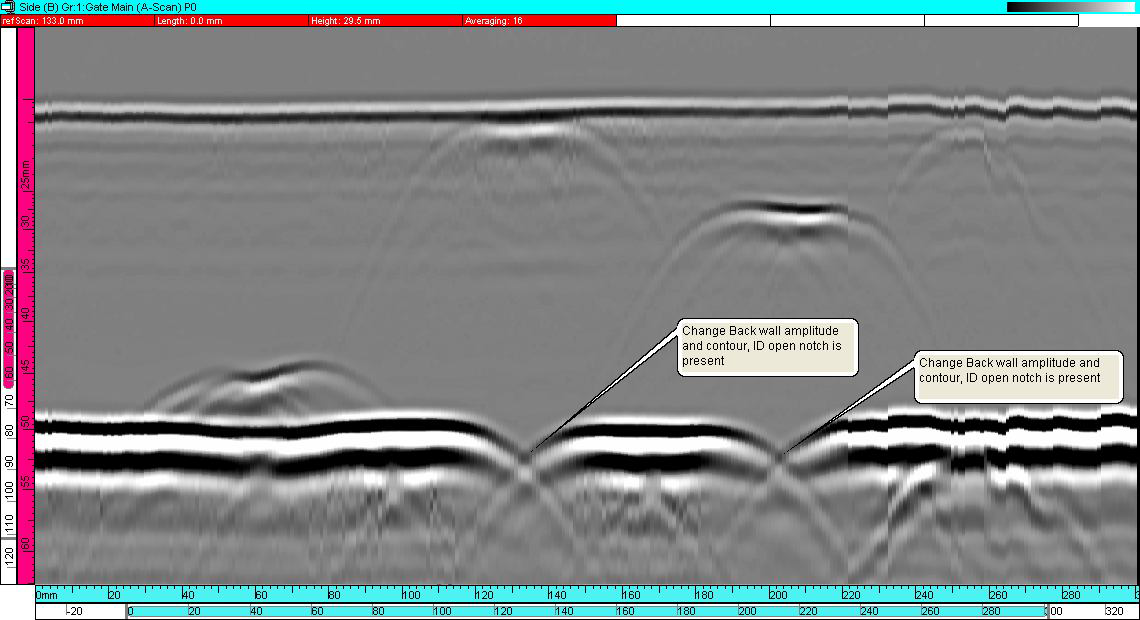
Việc giảm biên độ của xung phản xạ BW sau thường có nghĩa là có điều gì đó xảy ra ở khu vực này, thậm chí chỉ suy giảm ở mức độ thấp. Việc giảm biên độ đi kèm với sự thay đổi đường viền cũng có thể gây ra bởi các bất liên tục, như có thể thấy Hình 15.
Sự tương quan giữa chỉ thị khuyết tật và xung đáy
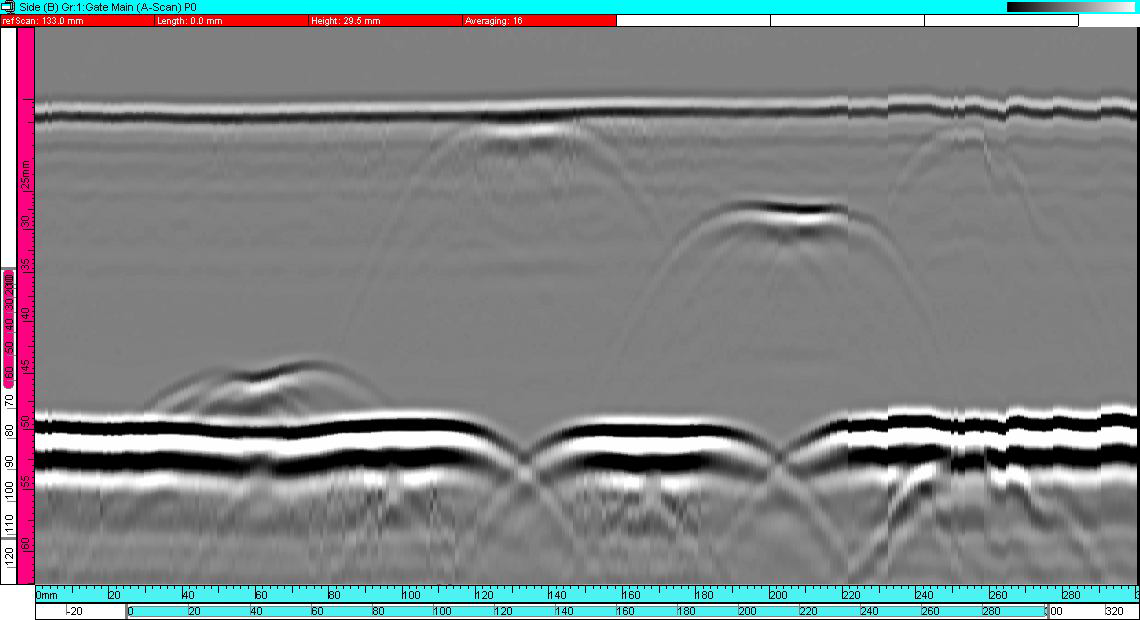
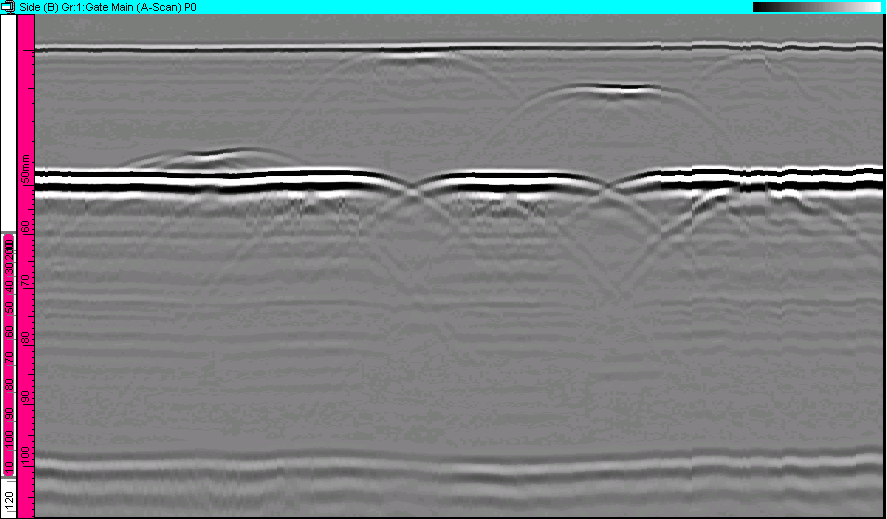
Cũng cần quan sát xem liệu các thay đổi từ tín hiệu phản xạ xung mặt đáy có đồng nhất với các thay đổi ở vùng trên của hình ảnh hay không, đây có thể là đỉnh trên của bất liên tục nối với ID. Nếu hình ảnh không được phân tích cẩn thận, các đỉnh của bất liên tục có thể được hiểu là các chỉ thị riêng lẻ như trên Hình 16. Kỹ thuật UT bổ sung là PAUT hay TFM có thể giúp đưa ra nhiều thông tin hơn trong trường hợp này. Để tăng POD, Phased Array có thể được áp dụng với các nêm nước và sóng dọc.
Xử lý hình ảnh
Xử lý hình ảnh thường được áp dụng trên hình ảnh TOFD. Hình 17 cho thấy các kỹ thuật phổ biến nhất được áp dụng để nâng cao khả năng quan sát các chỉ thị.
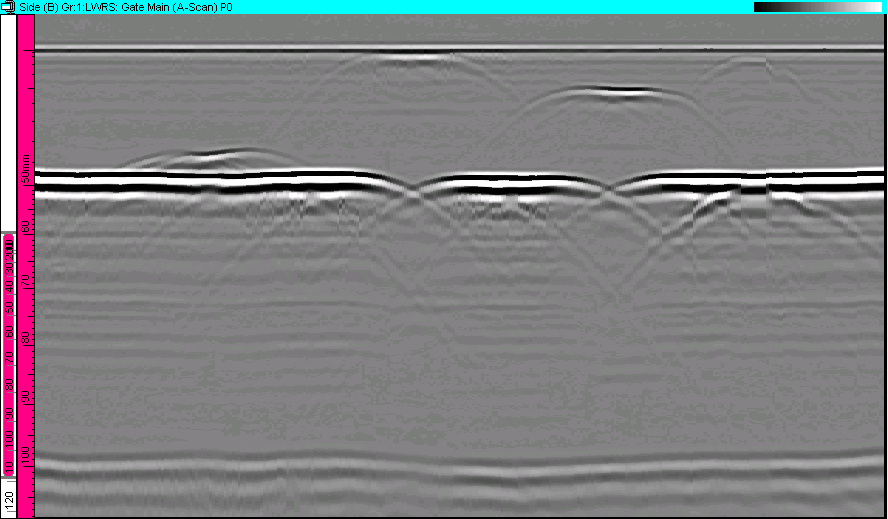
Xử lý hình ảnh cần được áp dụng cẩn thận. Có thể xóa một phần thông tin thực tế đến từ các bất liên tục thực khi sử dụng các thuật toán như Loại bỏ sóng bề mặt. Các chỉ thị ở vùng gần bề mặt có thể vô tình bị xóa hoặc bị suy giảm mạnh trong quá trình này.
Conclusion
- Nêm nước cải thiện SNR, giúp giảm suy hao và phân tán tín hiệu.
- TOFD là một trong những kỹ thuật tốt để kiểm tra các mối nối đầu HDPE
- Hiệu quả các khoảng cách PCS cần được kiểm tra bằng thực nghiệm. Các đề xuất dựa trên thép không áp dụng được với vật liệu HDPE.
- Vùng chết nên được đánh giá bằng thực nghiệm, các phương trình tính toán có kết quả hơi lớn hơn so với thực tế.
- Với HDPE khó thấy được chế độ chuyển đổi dạng sóng do sóng suy yếu mạnh.
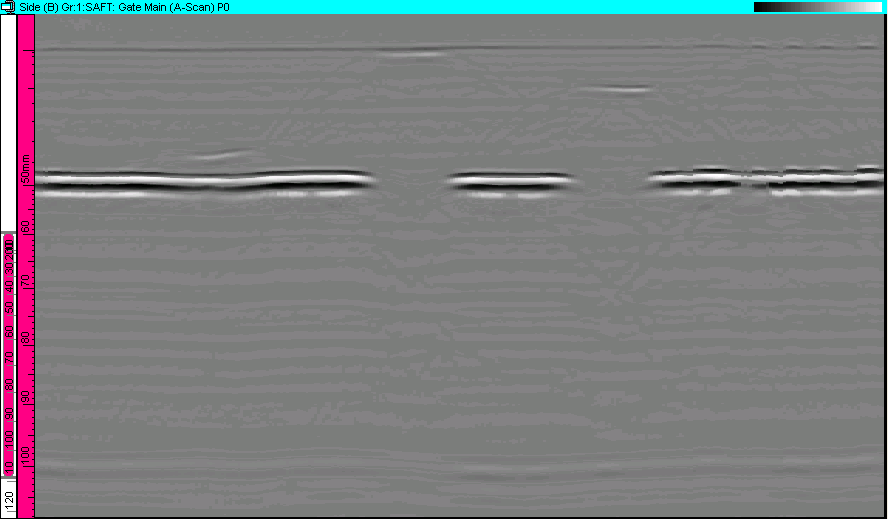
- Khuyết tật ID có độ cao lớn với các xung đầu trên và đầu dưới được phân tách rõ ràng có thể được hiểu là hai chỉ báo riêng biệt không liên quan, điều này có thể dẫn đến cách diễn giải sai. Kỹ thuật SAFT xử lý tín hiệu bổ sung hoặc xác nhận lại bằng Phased Array hay TFM có thể cần được thực hiện.
- SAFT giúp xác định các khuyết tật liên quan đến ID.
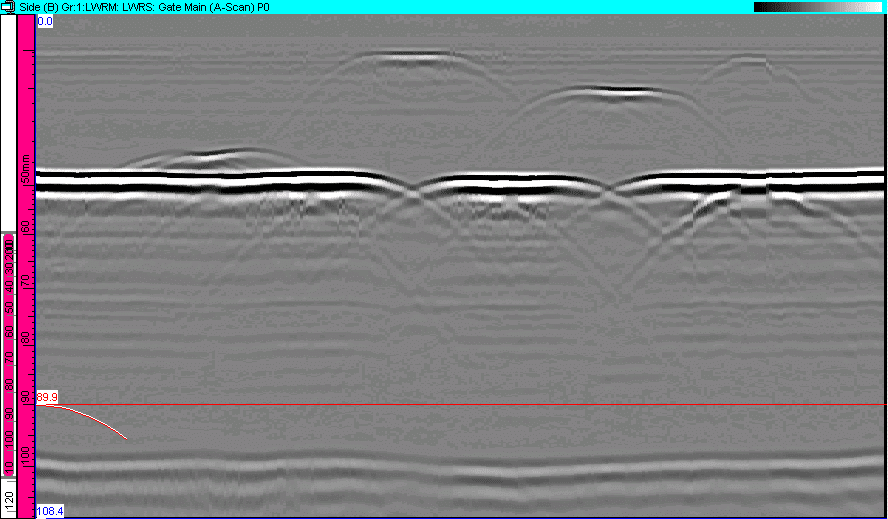
- Loại bỏ sóng mặt có thể xác nhận sự hiện diện của các chỉ thị ở gần hoặc bên trong vùng chết phía trên.
Một số tiêu chuẩn liên quan đến kiểm tra ống HDPE
ASTM D2657-07 – Standard Practice for Heat Fusion Joining of Polyolefin Pipe and Fittings
Tham khảo: Carlos Correia carloscorreya@gmail.com, Grupo Endalloy, www.endalloy.net