


















Tham khảo thêm các bài liên quan:
Kỹ thuật kiểm tra siêu âm và các công thức thường gặp.
Một số tiêu chuẩn và kỹ thuật định cỡ khi kiểm tra siêu âm.
Giải đoán tín hiệu siêu âm mối hàn cơ bản.
Lịch sử của phương pháp kiểm tra siêu âm
Vào ngày 27 tháng 5 năm 1940, nhà nghiên cứu Mỹ Dr Floyd Firestone của Đại học Michigan yêu cầu được cấp bằng sáng chế cho phương pháp thử nghiệm siêu âm thực tế đầu tiên. Bằng sáng chế được cấp vào ngày 21 tháng 4 năm 1942 số 2280226 có tiêu đề “Thiết bị dò và kiểm tra khuyết tật”.
Tóm tắt từ hai đoạn đầu của bằng sáng chế cho phương pháp thử nghiệm không phá hủy hoàn toàn mới này mô tả ngắn gọn những điều cơ bản của thử nghiệm siêu âm. “Phát minh của tôi liên quan đến một thiết bị để phát hiện sự có mặt của sự không đồng nhất của mật độ vật liệu. Ví dụ nếu một lỗ rỗng hoặc một vết nứt bên trong, thiết bị của tôi cho phép phát hiện lỗ hổng và xác định vị trí của của nó, mặc dù các bất liên tục nằm hoàn toàn trong vật đúc và không hở ra bề mặt… Nguyên tắc chung của thiết bị siêu âm là gửi các rung động tần số cao vào vật cần được kiểm tra, và xác định khoảng thời gian truyền đến và phản xạ tại một hoặc nhiều bề mặt của vật liệu”
James F. McNulty (kỹ sư phát thanh của Hoa Kỳ) làm việc tại Automation Industries, Inc., đã đưa ra các cải tiến nhiều khuyết điểm và giới hạn của phương pháp này và các phương pháp kiểm tra không phá hủy khác, đưa ra hướng dẫn cụ thể hơn về kiểm tra siêu âm trong bằng sáng chế số 3.260.105 (đơn nộp ngày 21 tháng 12 năm 1962, được cấp ngày 12 tháng 7 năm 1966, có tiêu đề “Thiết bị và phương pháp kiểm tra siêu âm” với nội dung “Thử nghiệm cơ bản về siêu âm được thực hiện bằng cách cho xung điện áp giao động tuần hoàn áp lên tinh thể áp điện (piezoelectric) tạo ra tần số siêu âm. Tinh thể rung động ở tần số siêu âm và áp vào bề mặt của mẫu thử nghiệm. Tiếp âm có thể được thực hiện bằng cách ngâm cả đầu dò và mẫu vật trong một dung dịch lỏng hoặc bằng cách tiếp xúc thực tế qua một màng mỏng lớp dầu, mỡ. Các rung động siêu âm đi qua mẫu vật và được phản xạ khi gặp bất kỳ sự bất liên tục nào. Các xung phản xạ nhận được bởi cùng hoặc đầu dò khác sau đó được chuyển đổi thành các tín hiệu điện cho thấy sự hiện diện của khiếm khuyết.”
Tổng quan phương pháp kiểm tra siêu âm
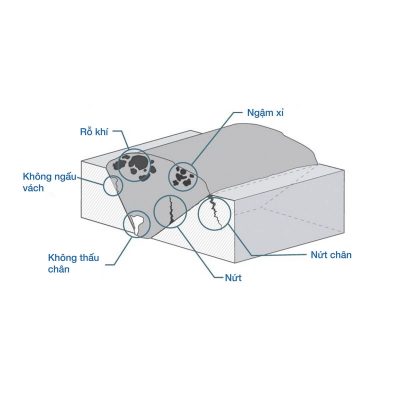
Trong tất cả các ứng dụng của kiểm tra siêu âm trong công nghiệp thì kỹ thuật kiểm tra khuyết tật là lâu đời và thông dụng nhất. Từ những năm 1940 các định luật vật lý về sự truyền sóng âm thanh trong vật liệu rắn đã được sử dụng để phát hiện các khuyết tật nằm ẩn bên trong như bài viết của Tom Nelligan Trong tất cả các ứng dụng của kiểm tra siêu âm trong công nghiệp thì kỹ thuật kiểm tra khuyết tật là lâu đời và thông dụng nhất. Từ những năm 1940 các định luật vật lý về sự truyền sóng âm thanh trong vật liệu rắn đã được sử dụng để phát hiện các khuyết tật nằm ẩn bên trong như các vết nứt, lỗ rỗng, rỗ khí, và các bất liên tục nằm trong kim loại, chất dẻo, và gốm sứ.

Sóng âm tần số cao phản xạ từ khuyết tật theo hướng có thể dự đoán được, tạo ra các xung phân biệt được hiển thị và ghi lại trên các thiết bị siêu âm sách tay. Kiểm tra bằng siêu âm hoàn toàn là kiểm tra không phá huỷ và an toàn, và là phương pháp kiểm tra hữu hiệu được thiết lập trong các ngành công nghiệp chế tạo, gia công, và dịch vụ, đặc biệt trong những ứng dụng liên quan đến hàn và các kim loại kết cấu. Bài viết này giới thiệu một cách tóm tắt về lý thuyết và thực tiễn về kỹ thuật phát hiện khuyết tật bằng siêu âm. Trong khuôn khổ bài viết này tác giả cũng chỉ mong muốn cung cấp một cái nhìn khái quát. Những thông tin cụ thể hơn có thể tìm thấy ở các tài liệu tham khảo được liệt kê ở phần cuối.
Phân loại các kỹ thuật kiểm tra siêu âm
Kỹ thuật chùm tia thẳng: Kiểm tra siêu âm chùm thẳng sử dụng một chùm âm vuông góc (ở góc 90 độ) với vật liệu được kiểm tra. Âm thanh bị phản xạ ngược trở lại từ phía xa của vật liệu, hoặc suy giảm. Các phản xạ được chuyển thành hình ảnh để kỹ thuật viên phân tích.
Kỹ thuật chùm tia góc: Kiểm tra siêu âm chùm tia góc tương tự như chùm tia thẳng nhưng chùm âm được truyền vào vật liệu ở các góc độ khác nhau và di chuyển qua lại để kiểm tra toàn bộ khối lượng của vật liệu.
Kỹ thuật đầu dò nhúng: Hình thức thử nghiệm siêu âm này chủ yếu được sử dụng trong sản xuất. Vật liệu cần thử nghiệm siêu âm được ngâm hay nhúng trong chất lỏng. Âm thanh được truyền từ đầu dò đến vật liệu và phản xạ từ mặt phân cách trở lại qua chất lỏng. Điều này tạo ra các tín hiệu có thể được sử dụng để phát hiện các khiếm khuyết rất nhỏ.
Phased Array (PAUT): Một hình thức kiểm tra siêu âm được sử dụng nhiều trong kiểm tra các mối hàn cũng như lập bản đồ ăn mòn. Kỹ thuật siêu âm mảng pha liên quan đến việc sử dụng nhiều biến tử được kích hoạt riêng lẻ để tạo ra sóng âm giao thoa. Kỹ thuật cho phép điều chỉnh góc chùm âm khúc xạ và khoảng cách tiêu cự và là kỹ thuật rất hiệu quả về chi phí vì cho phép kiểm tra NDT chỉ với 1 lần quét.

Nhiễu xạ thời gian bay (TOFD): Đây là kỹ thuật siêu âm được sử dụng chủ yếu trong kiểm tra mối hàn với khả năng đo kích thước vết nứt chính xác hơn. Kỹ thuật siêu âm thông thường dựa vào sự phản xạ của sóng âm và có biên độ cao. Kỹ thuật nhiễu xạ thời gian bay đo các sóng nhiễu xạ có biên độ thấp hơn và các dạng sóng kết hợp cung cấp một hình ảnh hoàn chỉnh.
Phương pháp lấy nét tổng thể (TFM): Một kỹ thuật dựng ảnh theo pha tiên tiến và là thuật toán lấy nét nâng cao được sử dụng phổ biến trong thời gian gần đây. Quá trình này dẫn đến khả năng lấy nét lý tưởng ở từng điểm của hình ảnh và độ phân giải hình ảnh được cải thiện có thể cho phép xác định đặc điểm khuyết tật và định cỡ tốt hơn.
Siêu âm sóng dẫn hướng: Kiểm tra sóng dẫn hướng được sử dụng cho các vật liệu chiều dài lớn như đường ống và thường được sử dụng trong ngành dầu khí. Sóng siêu âm trong cấu trúc dài bằng cách sử dụng các mặt ranh giới của chính cấu trúc đó để dẫn sóng.
Nguyên lý cơ bản của kiểm tra siêu âm
Sóng âm thực chất là những dao động cơ học truyền qua môi trường, có thể ở thể rắn, thể lỏng hoặc thể khí. Những sóng này truyền trong mỗi môi trường cho trước với vận tốc riêng, theo hướng có thể dự đoán được, và khi tới mặt phân cách với môi trường khác chúng sẽ phản xạ hoặc truyền qua theo các nguyên tắc đơn giản. Đó là nguyên lý vật lý mà kỹ thuật phát hiện khuyết tật bằng siêu âm lấy làm cơ sở.
- Tần số: Tất cả các sóng âm dao động với tần số riêng biệt, hoặc là số các dao động hay chu kỳ trong một giây. Con người có thể nghe được các âm thanh có tần số cao nhất khoảng 20,000 chu kỳ trên giây (20 KHz), trong khi phần lớn các ứng dụng về phát hiện khuyết tật được thực hiện với tần số nằm trong dải từ 500,000 đến 10,000,000 chu kỳ trên giây (500 KHz to 10 MHz). Ở các tần số trong dải megahertz, năng lượng âm không truyền được tốt qua không khí hoặc các khí ga khác, nhưng nó truyền hiệu quả qua phần lớn các chất lỏng và các vật liệu kỹ thuật thông thường.
- Vận tốc: Vận tốc của sóng âm thay đổi phụ thuộc vào môi trường mà nó truyền qua, ảnh hưởng bởi mật độ và tính chất đàn hồi của môi trường. Các dạng sóng khác nhau (xem các dạng truyền sóng, phía dưới) sẽ truyền với tốc độ khác nhau.
- Bước sóng: Bất cứ sóng nào cũng đều có bước sóng, được hiểu là khoảng cách giữa hai điểm tương ứng bất kỳ trong chu kỳ sóng khi nó truyền qua môi trường.
Bước sóng liên quan đến tần số và vận tốc bằng biểu thức đơn giản sau:
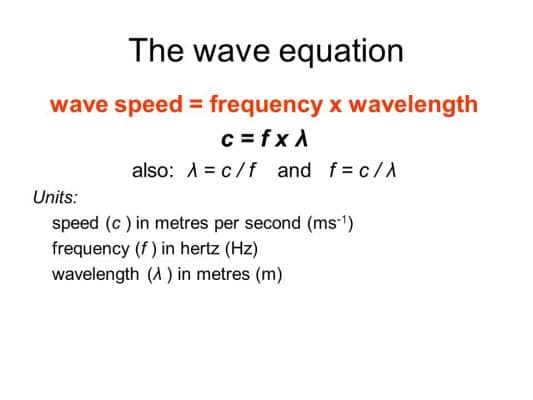
Bước sóng là hệ số giới hạn kiểm soát lượng thông tin thu nhận được từ sóng. Trong kỹ thuật dùng siêu âm để phát hiện khuyết tật, thông thường giới hạn dưới của khuyết tật nhỏ được chấp nhận là một nửa bước sóng. Nhỏ hơn nữa sẽ không phát hiện được. Trong kỹ thuật đo chiều dày bằng siêu âm, về lý thuyết chiều dày nhỏ nhất có thể đo được là một bước sóng.
Các dạng truyền sóng
Các sóng truyền trong chất rắn có thể tồn tại ở các dạng sóng khác nhau được định nghĩa bằng dạng chuyển động liên quan. Sóng dọc và sóng ngang là những dạng được sử dụng nhiều nhất trong kỹ thuật phát hiện khuyết tật bằng siêu âm. Sóng bề mặt và sóng dạng tấm cũng được sử dụng.
- Sóng dọc hay còn gọi là sóng nén được đặc trưng bởi sự dao động của các hạt cùng hướng với phương truyền sóng. Sóng âm nghe được tồn tại như sóng dọc.
- Sóng ngang được đặc trưng bởi sự dao động của các hạt có hướng vuông góc với phương truyền sóng.
- Sóng mặt hay còn gọi là sóng Rayleigh: các hạt có quỹ đạo chuyển động hình ê líp và truyền qua bề mặt của vật liệu, chiều sâu chỉ khoảng một bước sóng.
- Sóng dạng tấm hay còn gọi là sóng Lamb là một dạng dao động phức tạp trong các tấm mỏng có chiều dày vật liệu nhỏ hơn bước sóng và dạng sóng này truyền trong toàn bộ tiết diện của môi trường.

Sóng âm có thể được chuyển từ dạng này sang dạng khác. Thông thường sóng ngang được tạo ra trong vật liệu kiểm tra bằng cách truyền sóng dọc vào vật liệu dưới một góc đã chọn trước. Vấn đề này sẽ được đề cập trong mục Kiểm tra bằng chùm tia góc.
Các giới hạn truyền có thể thay đổi của sóng âm:
Khoảng cách mà sóng âm với tần số và mức năng lượng được xác định trước truyền được trong phụ thuộc vào vật liệu mà nó truyền qua. Theo nguyên lý chung, vật liệu cứng và đồng nhất sẽ truyền âm tốt hơn vật liệu mềm và không đồng nhất hoặc hạt thô. Ba yếu tố ảnh hưởng đến khoảng cách truyền âm trong môi trường xác định trước: sự mở rộng chùm tia, độ suy giảm, và sự tán xạ âm. Khi truyền, chùm tia trở nên rộng hơn, năng lượng sóng âm lan toả trên diện tích lớn hơn, và do đó mà năng lượng âm suy giảm đi. Sự suy giảm là sự mất mát năng lượng khi sóng âm truyền qua môi trường, cơ bản là mức độ năng lượng bị hấp thụ khi sóng âm dịch chuyển. Sự tán xạ âm là sự phản xạ ngẫu nhiên của năng lượng âm ở các đường biên giữa các hạt của vật liệu và các cấu trúc tế vi. Khi tần số tăng lên, độ mở của chùm tia tăng lên nhưng ảnh hưởng của độ suy giảm và sự tán xạ âm lại giảm đi. Cho từng ứng dụng riêng biệt, tần số của đầu dò nên lựa chọn để tối ưu các thông số có thể thay đổi.
Phản xạ ở mặt phân cách: Khi năng lượng âm truyền qua vật liệu và tới mặt phân cách với vật liệu khác, một phần năng lượng sẽ phản xạ trở lại và một phần sẽ truyền qua. Phần năng lượng phản xạ trở lại hoặc hệ số phản xạ, liên quan đến âm trở tương đối của hai vật liệu. Mặt khác âm trở lại là tính chất của vật liệu được xác định bằng tích của mật độ với vận tốc âm trong vật liệu. Đối với hai vật liệu, hệ số phản xạ được biểu diễn bằng phần trăm của năng lượng áp suất truyền tới có thể tính bằng công thức:
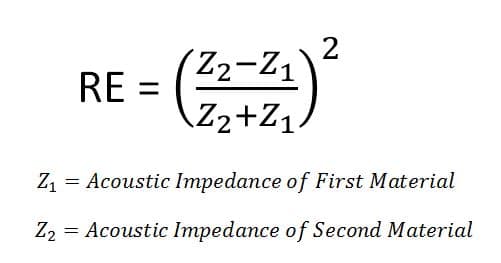
RE: Tỷ lệ phần trăm năng lượng phản xạ lại giữa hai môi trường
Z1: Âm trở của vật liệu thứ nhất
Z2: Âm trở của vật liệu thứ hai
Đối với mặt phân cách giữa kim loại và không khí thường gặp trong các ứng dụng phát hiện khuyết tật bằng siêu âm, hệ số phản xạ đạt tới 100%. Hầu như tất cả năng lượng âm phản xạ từ vết nứt hoặc bất liên tục khác trên đường truyền sóng âm. Đó là nguyên lý cơ bản của kỹ thuật phát hiện khuyết tật bằng siêu âm.
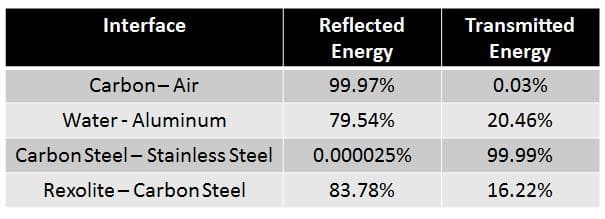
Có thể thấy, với bề mặt phân cách Carbon-Không khí, có tới 99,97% năng lượng phản xạ lại môi trường và gần như không có năng lượng truyền qua, trong khi tỷ lệ này ở bề mặt Rexolite-Thép là 83% và vẫn có 16% năng lượng sóng âm truyền qua môi trường kia.
Góc phản xạ và khúc xạ:
Năng lượng âm trong tần số siêu âm có tính định hướng cao và chùm tia sử dụng để phát hiện khuyết tật được xác định rõ ràng. Trong các trường hợp sóng âm phản xạ ở mặt phân cách, góc tới bằng góc phản xạ. Chùm tia tới vuông góc với bề mặt sẽ phản xạ thẳng góc trở lại. Còn chùm tia tới bề mặt dưới một góc thì sẽ phản xạ cũng bằng góc đó.
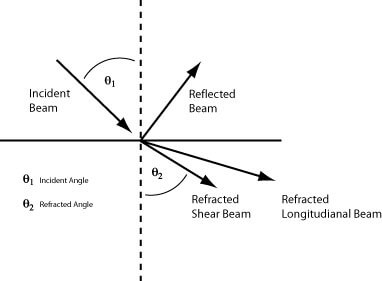
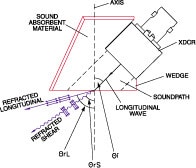
Năng lượng âm truyền từ vật liệu này sang vật liệu khác sẽ đổi hướng theo định luật khúc xạ của Snell. Tóm lại, tia truyền thẳng sẽ tiếp tục truyền thẳng, nhưng khi tới mặt phân cách dưới một góc thì sẽ lệch hướng theo công thức:
Ø1 = góc tới trong vật liệu thứ nhất
Ø2= góc khúc xạ trong vật liệu thứ hai
V1 = vận tốc âm trong vật liệu thứ nhất
V2 = vận tốc âm trong vật liệu thứ hai
Công thức này rất quan trọng trong kiểm tra bằng đầu dò góc, sẽ được nêu chi tiết trong các phần tiếp theo.
Đầu dò siêu âm
Với nghĩa rộng, đầu dò là thiết bị chuyển đổi năng lượng từ dạng này sang dạng khác. Đầu dò siêu âm chuyển đổi năng lượng điện sang năng lượng âm tần số cao và ngược lại.
Các đầu dò điển hình trong kỹ thuật phát hiện khuyết tật bằng siêu âm sử dụng biến tử được làm từ các vật liệu gốm, tổng hợp và polymer áp điện. Khi biến tử này được kích hoạt bằng xung điện áp cao, chúng sẽ dao động theo một dải tần số và tạo ra sóng âm. Khi nó bị dao động bởi sóng âm, nó sẽ tạo ra xung điện. Mặt trước của biến tử thường được bao phủ bởi một lớp chống va đập, và ở mặt sau được gắn với một lớp vật liệu có tác dụng tắt dao động ngay khi quá trình tạo sóng âm hoàn thành. Vì năng lượng âm ở tần số siêu âm truyền không tốt trong môi trường khí nên đầu dò thường tiếp xúc với bề mặt chi tiết kiểm tra qua một lớp chất tiếp âm lỏng.
Có năm loại đầu dò siêu âm thường được sử dụng trong các ứng dụng phát hiện khuyết tật bằng siêu âm:
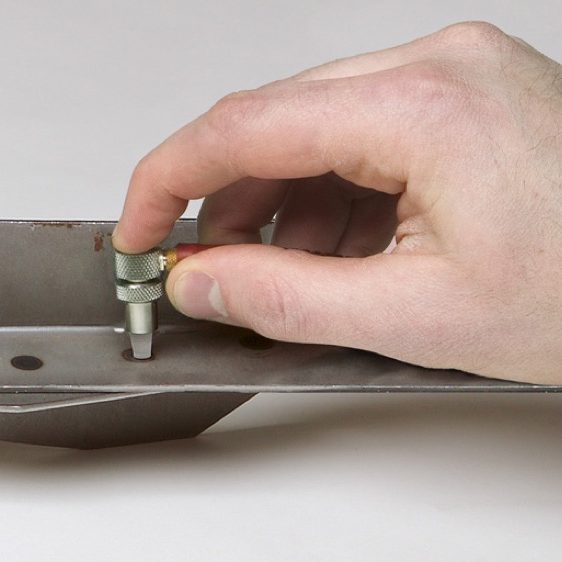
Đầu dò tiếp xúc trực tiếp
Như tên gọi của chúng, các đầu dò tiếp xúc được sử dụng tiếp xúc trực tiếp với chi tiết cần kiểm tra. Năng lượng âm truyền vuông góc với bề mặt, và thường sử dụng để phát hiện các lỗ rỗng, rỗ khí, và các vết nứt hoặc tách lớp song song với bề mặt ngoài của chi tiết, cũng như để đo chiều dày.
Đầu dò góc
Đầu dò góc được sử dụng kết hợp với các miếng nêm bằng nhựa hoặc epoxy để tạo sóng ngang hoặc sóng dọc vào trong chi tiết kiểm tra nghiêng một góc được xác định trước đối với bề mặt kiểm tra. Thông thường, đầu dò góc kết hợp với nêm để tạo ra sóng ngang ở 45, 60 và 70 độ. Đầu dò góc thường được sử dụng để kiểm tra mối hàn và thường được đề cập rất rõ ràng trong các tiêu chuẩn kiểm tra.

Đầu dò trễ
Đầu dò trễ kết hợp một phần dẫn sóng bằng nhựa, ngắn giữa biến tử và bề mặt kiểm tra. Chúng được sử dụng để tăng độ phân giải gần bề mặt và cũng để sử dụng kiểm tra ở nhiệt độ cao vì phần trễ này giúp bảo vệ biến tử tránh bị hư hại do nhiệt độ cao. Đầu dò nêm trễ được sử dụng rất nhiều trong các ứng dụng kiểm tra đo chiều dày chính xác.
Đầu dò nhúng
Đầu dò nhúng được thiết kế để truyền năng lượng âm vào trong chi tiết cần kiểm tra qua cột nước hoặc bể nước. Chúng được sử dụng trong các ứng dụng quét tự động và cũng được sử dụng trong các trường hợp chùm tia cần được hội tụ sắc nét để cải thiện độ phân giải. Đọc thêm về kỹ thuật kiểm tra nhúng tại bài viết.

Đầu dò kép
Đầu dò kép: Đầu dò kép sử dụng biến tử thu và phát riêng rẽ trong một vỏ chung. Chúng thường được sử dụng trong các ứng dụng liên quan đến các bề mặt kiểm tra thô ráp, vật liệu có cấu trúc hạt thô, phát hiện rỗ khí hoặc rỗ thủng, và chúng cũng có thể sử dụng được ở điều kiện nhiệt độ cao. Mặc dù độ chính xác của đầu dò kép thường không được như đầu dò đơn tinh thể, chúng thường mang lại kết quả hơn trong các ứng dụng khảo sát ăn mòn do đặc tính nhạy với các ăn mòn dạng pitting hay khả năng giúp tăng độ phân giải gần bề mặt. Đầu dò kép cũng thường được sử dụng trong các ứng dụng chịu nhiệt độ cao và kiểm tra các bề mặt thô nhám như vật liệu đúc.

Các ưu điểm cụ thể khác của các loại đầu dò khác nhau cũng như dải các tần số và đường kính của chúng tham khảo thêm tại bài đầu dò siêu âm.
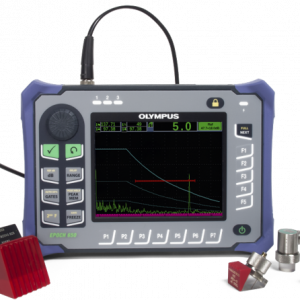
Thiết bị dò khuyết tật bằng siêu âm
Các thiết bị dò khuyết tật bằng siêu âm hiện đại như dòng EPOCH của hãng Panametrics-NDT/Olympus có kích thước nhỏ, xách tay dễ dàng, thiết bị dựa trên bộ vi xử lý thích hợp cho sử dụng ngoài ngoại trường cũng như trong phòng thí nghiệm. Chúng tạo ra và hiển thị dạng sóng siêu âm cho người kiểm tra diễn giải, thường được trợ giúp của các phần mềm phân tích để xác định vị trí và phân loại khuyết tật được phát hiện trong chi tiết kiểm tra. Chúng thường bao gồm các module như phát/thu, phần cứng và phần mềm cho thu nhận và phân tích tín hiệu và module lưu trữ dữ liệu. Trong khi một số máy siêu âm dạng analog vẫn được sản xuất, phần lớn các thiết bị hiện nay đều sử dụng xử lý tín hiệu kỹ thuật số để tăng tính ổn định và chính xác.
Phần thu/phát là phần ngoại vi siêu âm của thiết bị dò. Nó cung cấp xung kích hoạt đầu dò, và khuếch đại và lọc xung vọng trở lại. Biên độ, hình dạng và sự giảm của xung có thể được điều chỉnh để tối ưu sự hoạt động của đầu dò, và sự khuếch đại thu cùng với độ rộng dải tần có thể điều chỉnh để tỉ lệ tín hiệu/nhiễu được tối ưu.
Các thiết bị dò hiện đại thu nhận hình ảnh sóng dạng số sau đó thực hiện các chức năng đo và phân tích khác nhau trên đó. Đồng hồ hoặc thiết bị bấm giờ sẽ được sử dụng để đồng bộ xung của đầu dò và để chuẩn khoảng cách. Sự xử lý tín hiệu có thể đơn giản như tạo ra hình ảnh dạng sóng mà biên độ tín hiệu theo thời gian trên dải đo đã được chuẩn hoặc phức tạp như thuật toán sử lý tinh vi kết hợp sự hiệu chỉnh biên độ /khoảng cách và những tính toán lượng giác học cho đường truyền âm bằng đầu dò góc. Cổng cảnh báo luôn được sử dụng để theo dõi độ cao tín hiệu tại điểm đã chọn trong dãy sóng để đánh dấu xung phản xạ từ khuyết tật.
Màn hình hiển thị có thể là dạng CRT, LCD hoặc quang điện. Màn hình thường được hiệu chuẩn theo đơn vị chiều sâu hoặc khoảng cách. Hiển thị bằng nhiều màu sắc cũng có thể được sử dụng để trợ giúp cho việc diễn giải.
Bộ lưu trữ dữ liệu trong thiết bị được sử dụng để ghi toàn bộ dạng sóng cùng các thông tin đã cài đặt liên quan đến mỗi lần kiểm tra, nếu được yêu cầu cho mục đích tài liệu bằng chứng, hoặc các thông tin được lựa chọn như biên độ xung, các giá trị khoảng cách hoặc chiều sâu, hoặc có hoặc không trạng thái cảnh báo.



Qui trình kiểm tra siêu âm
Phát hiện khuyết tật bằng siêu âm về cơ bản là kỹ thuật so sánh. Sử dụng các mẫu đối chứng thích hợp cùng với kiến thức về sự truyền sóng âm và các qui trình kiểm tra đã được phê chuẩn, người kiểm tra được huấn luyện nhận dạng hình dạng xung tương ứng từ chi tiết tốt và từ các khuyết tật điển hình. Hình dạng xung từ chi tiết kiểm tra sau đó có thể so sánh với dạng xung từ mẫu chuẩn để xác định trạng thái của nó.
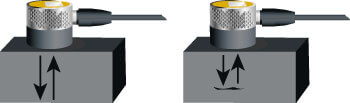
Kiểm tra bằng chùm tia thẳng
Kiểm tra bằng chùm tia thẳng góc sử dụng đầu dò tiếp xúc, trễ, hai biến tử hoặc nhúng để phát hiện các vết nứt hoặc tách lớp song song với bề mặt chi tiết, cũng như các lỗ hổng hoặc rỗ khí. Nó sử dụng nguyên lý cơ bản là năng lượng âm truyền qua một môi trường sẽ tiếp tục truyền cho đến khi gặp mặt phân cách với vật liệu khác nó sẽ tán xạ hoặc phản xạ, như không khí bao quanh mặt đáy chi tiết hoặc có trong vết nứt. Trong dạng kiểm tra này, người kiểm tra đặt đầu dò lên bề mặt chi tiết và xác định xung trở về từ mặt đáy của chi tiết, sau đó tìm bất kỳ xung nào xuất hiện phía trước của xung đáy đó, giảm bớt nhiễu tán xạ từ các hạt nếu có. Xung lớn đứng trước xung đáy có thể do sự có mặt của vết nứt hoặc trống rỗng tạo thành lớp. Thông qua các phân tích tiếp theo, độ sâu, kích thước, và hình dạng của cấu trúc tạo ra sự phản xạ có thể được xác định.
Năng lượng âm sẽ truyền đến mặt đáy của chi tiết, nhưng phản xạ trước nếu vết nứt tạo lớp hoặc bất liên tục tương tự tồn tại.
Trong một số trường chuyên dụng, kiểm tra được thực hiện bằng kỹ thuật truyền qua, trong đó năng lượng âm truyền giữa hai đầu dò được đặt trên hai mặt đối diện của chi tiết. Nếu tồn tại khuyết tật lớn trên đường truyền âm, chùm tia bị che khuất và xung sóng âm không tới được đầu thu.
Kiểm tra bằng đầu dò góc
Các vết nứt hoặc các bất liên tục khác vuông góc với bề mặt chi tiết, hoặc nghiêng so với bề mặt đó thì thường không phát hiện được bằng kỹ thuật kiểm tra sử dụng chùm tia thẳng góc do hướng của chúng đối với chùm tia. Các khuyết tật đó có thể xuất hiện mối hàn, các chi tiết kết cấu kim loại, và rất nhiều các cấu kiện xung yếu khác. Để phát hiện được chúng, kỹ thuật chùm tia góc được sử dụng với các đầu dò góc thông thường hoặc đầu dò nhúng được sắp đặt sao cho chùm tia hướng vào chi tiết với góc đã chọn. Kỹ thuật kiểm tra đầu dò góc hường sử dụng trong kiểm tra mối hàn.
Các đầu dò góc thông thường sử dụng sự chuyển đổi dạng sóng và định luật Snell để tạo ra sóng ngang với các góc đã lựa chọn (thông thường là các góc 30, 45, 60, hoặc 70 độ) trong chi tiết kiểm tra. Khi góc tới của sóng dọc tăng lên so với bề mặt thì phần năng lượng âm chuyển đổi thành sóng ngang trong vật liệu thứ hai tăng lên, và nếu góc đó lớn đến mức mà toàn bộ năng lượng âm trong vật liệu thứ hai sẽ có dạng sóng ngang. Có hai ưu điểm khi thiết kế các đầu dò góc dạng này. Ưu điểm thứ nhất: sự truyền năng lượng sẽ hiệu quả hơn tại những góc tới mà tạo ra sóng ngang trong thép hoặc các vật liệu tương tự. Ưu điểm thứ hai là độ phân giải khuyết tật nhỏ nhất được tốt hơn khi ta sử dụng sóng ngang, vì với tần số xác định, bước sóng của sóng ngang chỉ sấp sỉ 60% bước sóng của sóng dọc.
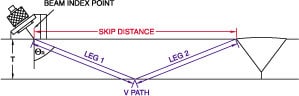
Chùm tia góc rất nhạy với các vết nứt vuông góc với mặt đáy của chi tiết kiểm tra (nhánh thứ nhất của đường truyền âm) hoặc sau khi đập vào mặt đáy tới vết nứt vuông góc với mặt trên của chi tiết kiểm tra (nhánh thứ hai của đường truyền âm). Sự đa dạng về góc và hình dạng của đầu dò được sử dụng để thích ứng với các chi tiết có hình dạng khác nhau và các dạng khuyết tật khác nhau, và những vấn đề đó được mô tả chi tiết trong các qui trình và tiêu chuẩn kiểm tra như ASTM E-164 và tiêu chuẩn hàn kết cấu AWS Structural Welding Code.

Sử dụng siêu âm trong kiểm tra độ đồng nhất vật lý của vàng miếng
Tổng quan Các thỏi vàng thường bị làm gian lận bằng cách sử dụng các...
Xem thêmTh9
Đánh giá tính toàn vẹn của mối hàn điểm (hàn dính) trên kim loại
Resistance spot Welding Hàn điểm điện trở tiếp xúc được thực hiện bằng cách nung nóng...
Xem thêmTh6
Các giải pháp kiểm tra mối hàn
Các giải pháp kiểm tra mối hàn Giải pháp tiên tiến cho những yêu cầu...
Xem thêmTh1

Đánh giá ăn mòn bằng phương pháp siêu âm dùng đầu dò kép
Đặt vấn đề Tất cả các vật làm bằng cấu trúc kim loại thông thường...
Xem thêmTh1
Ưu nhược điểm của phương pháp kiểm tra siêu âm
Ưu điểm
- Khả năng thâm nhập cao, cho phép phát hiện các khiếm khuyết sâu trong vật liệu.
- Độ nhạy cao, cho phép phát hiện các khuyết tật nhỏ.
- Trong nhiều trường hợp chỉ cần tiếp cận từ một phía của vật cần kiểm tra.
- Độ chính xác cao hơn các phương pháp không phá hủy khác và có thể xác định độ sâu và vị trí khuyết tật.
- Có khả năng ước lượng kích thước, định hướng, hình dạng và tính chất của khuyết tật.
- Có khả năng ước lượng cấu trúc hợp kim dựa trên các thành phần có tính chất âm khác nhau
- Không gây nguy hiểm cho con người khi hoạt động và không ảnh hưởng đến thiết bị và vật liệu trong vùng lân cận.
- Khả năng hoạt động xách tay hoặc tự động hóa.
- Kết quả là ngay lập tức. Do đó ngay tại chỗ có thể đưa ra quyết định.
Nhược điểm
- Vận hành đòi hỏi sự chú ý cẩn thận của các kỹ thuật viên giàu kinh nghiệm.
- Kiến thức kỹ thuật chuyên sâu khi cần phát triển các quy trình kiểm tra.
- Khó kiểm tra các chi tiết thô, hình dạng không đều, kích thước nhỏ hoặc mỏng, hoặc không đồng nhất.
- Bề mặt phải được chuẩn bị bằng cách lau chùi, loại bỏ sơn.
- Cần sử dụng chất tiếp âm để truyền năng lượng sóng siêu âm giữa đầu dò và các bộ phận đang được kiểm tra trừ khi sử dụng kỹ thuật không tiếp xúc như EMAT.
- Các vật được kiểm tra phải đặc, có khả năng chịu nước.
Tham khảo thêm bảng so sánh giữa các phương pháp kiểm tra NDT.
