Resistance spot Welding
Hàn điểm điện trở tiếp xúc được thực hiện bằng cách nung nóng cục bộ và tác dụng áp lực đồng thời qua điện cực với dòng điện và lực hàn tập trung vào một diện tích tương đối nhỏ của mối hàn.
Hàn điểm hay còn gọi là hàn dính là một kỹ thuật phổ biến để kết nối hai miếng kim loại, thường là tấm mỏng hoặc tấm, bằng một loạt các khớp nối tròn nhỏ. Quá trình này được sử dụng rộng rãi trong ngành công nghiệp ô tô để lắp ráp khung và một số khớp nối khung. Các mối hàn điểm được tạo ra bằng cách ép các điện cực vào hai mặt của bộ phận nối và truyền một dòng điện cao qua chúng, tạo ra một khoảng thời gian ngắn của kim loại nóng chảy thành một vòng tròn gọi là nugget.
Hàn điểm tiếp xúc được sử dụng rộng rãi trong việc nối các tấm thép có chiều dày nhỏ hơn 3mm và có thể sử dụng cho rất nhiều loại vật liệu, kể cả kết hợp nhiều vật liệu khác nhau. Một trong những ứng dụng quan trọng nhất của hàn điểm tiếp xúc là trong công nghiệp sản xuất ô tô với những ưu điểm chính là tốc độ nhanh, phù hợp để tự động hóa và dễ đưa vào các dây chuyền năng suất cao. Bằng việc điều khiển giá trị dòng điện, thời gian hàn và áp lực của điện cực bằng máy tính, các mối hàn chất luợng tốt có thể được tạo ra với tốc độ sản xuất cao, chi phí lao động thấp, không đòi hỏi nhân công lành nghề.
Kiểm tra mối hàn điểm/hàn dính/hàn bấm bằng siêu âm
Nếu mối hàn được hình thành sai, có thể cả hai phần không thể dính lại hoàn toàn, hoặc vùng của nugget có thể nhỏ hơn so với yêu cầu cần có kết nối chịu lực tốt. Những vấn đề này hiếm khi nhìn thấy được khi kiểm tra ngoại quan, và các thử nghiệm kéo phá hủy không hiệu quả và giới hạn ở số lượng mẫu. Tuy nhiên, với thiết bị và kỹ thuật thích hợp, việc kiểm tra mối hàn điểm có thể thực hiện nhanh chóng mà không phá hủy mẫu, cung cấp thông tin về chất lượng mối hàn.
Thiết bị để kiểm tra mối hàn điểm điện trở tiếp xúc
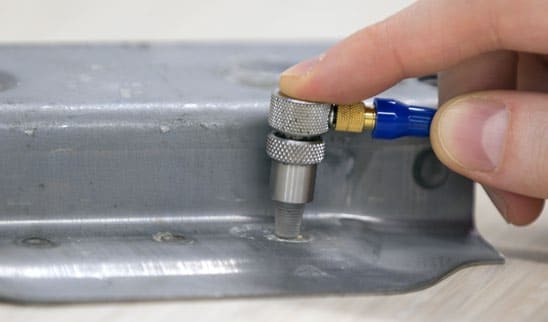
Thiết bị được yêu cầu để kiểm tra mối hàn tại chỗ là thiết bị dò khuyết tật như EPOCH LTC, EPOCH 600, EPOCH 650 hoặc EPOCH 1000. Kiểm tra hàn điểm đòi hỏi phải có chất tiếp âm vào đường hàn dạng cốc thường từ 3 đến 6 mm (0,125 đến 0,250 inch) và tạo ra nhiều xung backwall ở tần số cao. Có rất nhiều đầu dò delay line và captive water column trong dải từ 10 đến 20 MHz được cung cấp từ Olympus cho mục đích này. Các đầu dò delay line sử dụng một ống dẫn bằng nhựa nhỏ để tiếp âm từ phần tử đầu dò vào phần kiểm tra. Đầu dò captive water column kết hợp một màng cao su mềm dẻo bao quanh một cột nước phù hợp với định hình của mối hàn điểm để tối ưu hóa tiếp âm. Trong trường hợp này đầu dò delay line, đường kính đầu dò và đường kính biến tử thường phù hợp với đường kính nugget. Trong trường hợp đầu dò captive water column, đường kính biến tử thường khớp với đường kính nugget. Để biết thêm chi tiết về lựa chọn đầu dò, xin tham khảo phần mục Đầu dò.
Nguyên lí hoạt động
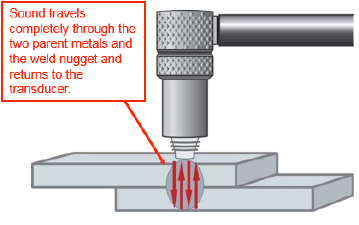
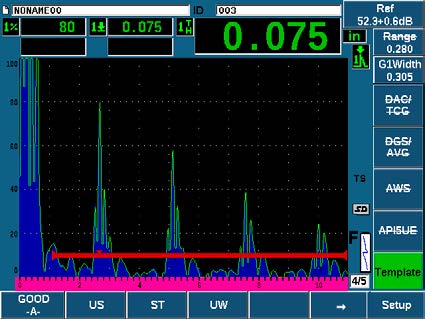
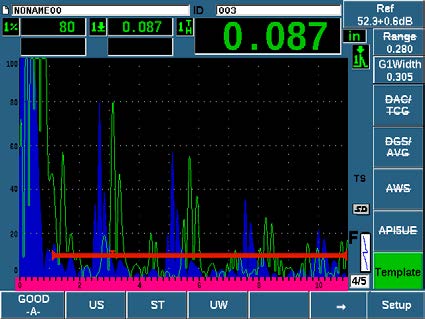
Trong mối hàn chất lượng tốt, khoảng cách giữa xung vọng sẽ tỉ lệ thuận với độ dày của mối hàn, và tốc độ suy giảm (tốc độ giảm xung vọng liên tiếp giảm xuống) sẽ liên quan đến độ suy giảm trong nugget. Sẽ có một mẫu echo đặc trưng kết hợp với một mối hàn tốt, ví dụ dưới đây. Sẽ rất hữu ích khi vẽ một đường cong DAC đánh dấu các vị trí cao điểm như một tham chiếu.
Nếu không có sự kết hợp giữa hai miếng kim loại (trạng thái “không hàn” hoặc “không hàn được”), thì những xung vọng kế tiếp sẽ gần nhau hơn và biên độ lớn hơn.

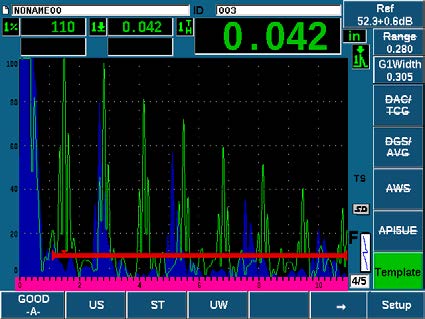
Trong trường hợp một mối hàn nhỏ, một phần của chùm tia âm sẽ phản xạ từ tổng chiều dày của hai tấm kim loại, trong khi một phần phản xạ từ một chiều dày đơn lẻ. Điều này tạo ra một hình ảnh, trong đó các đỉnh nhỏ biểu thị độ dày một tấm xuất hiện giữa các đỉnh lớn hơn và rộng hơn đại diện cho độ dày mối hàn đầy đủ.
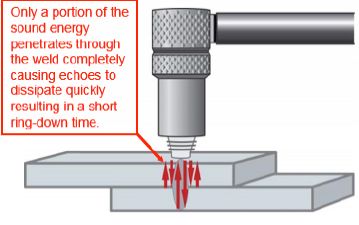
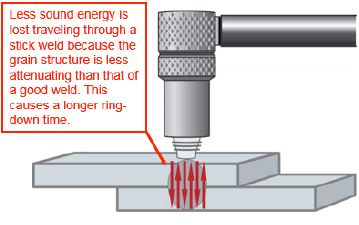
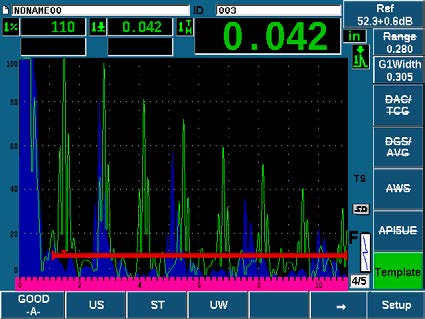
Cuối cùng, trong điều kiện hàn dính, nơi các tấm kim loại được gắn lại nhưng do gia nhiệt không đủ, mối hàn không được hình thành, tốc độ suy giảm sẽ thay đổi, với các đỉnh lớn hơn xuất hiện trên màn hình. Điều này là do tán xạ của một nugget không hình thành hoàn toàn (thiếu) và vùng hàn rộng hơn trường hợp mối hàn hình thành hoàn toàn (thừa). Nếu một đường cong DAC đã được sử dụng để đánh dấu chiều cao của một mối hàn tốt thì dấu hiệu điển hình của một mối hàn tốt là một dãy các đỉnh nằm trên đường cong tham chiếu.
Thiết bị sử dụng để kiểm tra mối hàn điểm điện trở tiếp xúc