Tổng quan về phương pháp kiểm tra TOFD
TOFD là một ứng dụng của siêu âm và đã được sử dụng trong nhiều thập kỷ. Nếu so sánh với việc kiểm tra mối hàn bằng siêu âm thông thường, PA thì TOFD khá đơn giản về lý thuyết, cách cài đặt, cấu hình và cách thực hiện.
Điểm cần chú ý khi sử dụng TOFD là lên kế hoạch kiểm tra mối hàn và đánh giá dữ liệu, bao gồm: chọn thiết bị và đầu dò thích hợp, cấu hình khu vực quét đối với những vật liệu có độ dày khác nhau và có thể cần cấu hình nhiều nhóm TOFD để quét cho chiều dày lớn.
Việc chọn đúng thiết bị và lập được quy trình chuẩn sẽ giúp giảm thời gian cấu hình và thời gian phân tích, bạn sẽ chỉ mất vài ngày để học và có thể sử dụng được TOFD.
Để có thể phân tích chuẩn xác và đảm bảo khả năng phát hiện tốt, đánh giá kích thước, đặc tính, chấp nhận hay đánh hỏng các mối hàn, cần một quá trình lâu dài tích luỹ kinh nghiệm làm việc, đặc biệt, sự hiểu biết về các loại mối hàn và quá trình hàn cũng có lợi ích rất lớn trong việc này.
Tổng quan về đầu dò sử dụng trong TOFD
Đầu dò sử dụng trong TOFD được thiết kế để có độ dập nhiễu cao và băng thông rộng cho đối với sóng dọc trong thép. Tần số phổ biến của các đầu dò TOFD là từ 10-15MHz. Các tần số thấp hơn được dùng cho các vật liệu có độ dày lớn, khi đó, phải chia vật liệu cần quét ra thành nhiều khu vực quét và sử dụng đường truyền sóng âm dài và khoảng cách giữa hai điểm ra của chùm tia của hai đầu dò (PCS) lớn.
Đặc trưng của đầu dò TOFD là có đường kính rất nhỏ để nâng cao độ dập nhiễu và tối ưu độ mở rộng của chùm tia sóng âm làm cho vùng được quét lớn hơn (Đường kính càng nhỏ thì chùm tia sóng âm càng mở rộng).
Nếu không phân chia khu vực cần quét thành nhiều phần thì TOFD thường sử dụng đầu dò 60°, 70° với đường kính từ 3-6mm, trong vài trường hợp, có thể lên tới 25mm. Có sự tương quan giữa sự xuyên thấu và độ mở rộng của chùm tia siêu âm.

- Nhiều nhóm TOFD để kiểm tra nhiều vùng khác nhau trên mối hàn giúp kiểm tra tốt hơn.
- Những vùng có độ sâu gần bề mặt thường sử dụng các đầu dò có kích thước bé (3-6mm), góc lớn (60-70°) và tần số cao (10-15MHz)
- Những vùng có độ sâu lớn thường sử dụng các đầu dò có kích thước lớn (6-12mm), góc bé (45°) và tần số thấp (2-5MHz).
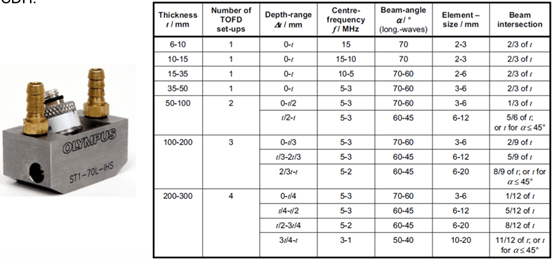
- Bảng dữ liệu dưới đây đưa ra một số gợi ý về kích thước đầu dò, tần số, góc và số lượng vùng quét, những dữ liệu này dựa trên độ dày của mối hàn và là một trong những tham khảo được sử dụng phổ biến trên thế giới.
- Tiêu chuẩn ASME không có hướng dẫn cụ thể trong trường hợp này, nó phụ thuộc vào kế hoạch quét của người thực hiện, và kinh nghiệm rút ra từ thực tế khi phân tích các khuyết tật của mối hàn, các bậc EDM và lỗ cạnh bên (SDH).
- Chi tiết lựa chọn đầu dò và thiết bị TOFD, xin tham khảo thông tin tại đây
Lưu ý về Độ hội tụ của chùm tia
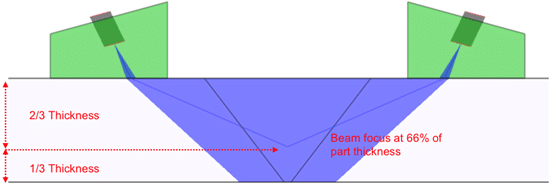
Một nhóm TOFD sẽ sử dụng hai đầu dò sóng dọc được cấu hình vị trí sao cho chùm tia có thể truyền – nhận và hội tụ ở độ sâu đã được tính toán trước, thông thường chùm tia sẽ được cấu hình để có thể hội tụ ở độ sâu khoảng 2/3 so với độ dày của mối hàn.
Nếu không sử dụng bộ khuyếch đại xung thì không có sự khác biệt nào giữa đầu dò thu và đầu dò phát.
Trong kiểm tra TOFD, hội tụ của chùm tia có thể thay đổi theo hai cách:
- Thay đổi góc của chùm tia bằng cách thay nêm
- Thay đổi khoảng cách giữa hai điểm ra của chùm tia của hai đầu dò (PCS ) nhỏ hơn hoặc lớn hơn sao cho phù hợp
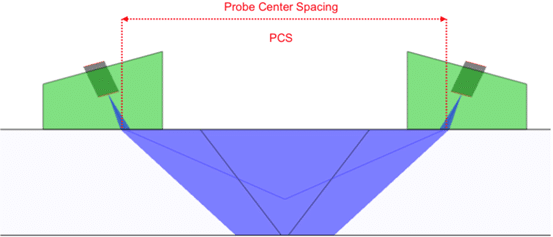
Khoảng cách giữa trung tâm hai đầu dò
Khoảng cách giữa điểm hai điểm ra của chùm tia của hai đầu dò được gọi là khoảng cách giữa trung tâm của hai đầu dò (PCS ), đây là một biến quan trọng trong việc lập kế hoạch quét, cấu hình chuẩn dữ liệu siêu âm khi xác định độ sâu và kích thước bất liên tục
Công thức tính PCS:
- PCS = ( 2T x FD ) x TanA
- T: Chiều dày cần quét
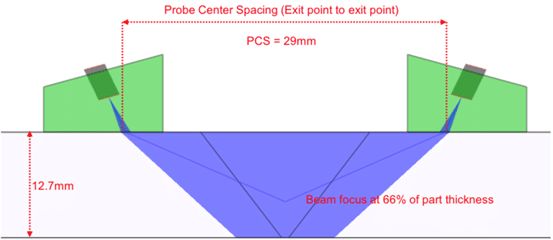
- FD: Độ sâu hội tụ (thông thường FD là 66% nếu chỉ sử dụng một nhóm TOFD để quét)
- TanA: Tg của góc chùm tia( thông thường là góc 60°, 70° )
Ví dụ: Người ta sử dụng TOFD với hai đầu dò 60°, mối hàn có độ dày là 12.7mm. Hãy tính PCS trong trường hợp này.
- PCS = (2T x FD) x TanA = (2×12.7 x 66% ) x tg60°
- PCS = 16.764 x 1.732PCS = 29 mm
- PCS = 29 mm
Hiện nay, có hai phần mềm thông dụng hỗ trợ cho việc cấu hình TOFD của Olympus NDT Setup Builder và ES Beam Tool. Hai phần mềm này giúp người dùng có thể chọn đầu dò, nêm một cách nhanh chóng và dễ dàng, từ đó người dùng có thể lập kế hoạch quét, tính PCS và sự hội tụ của chùm tia.
Những phần mềm trên còn có khả năng giúp người dùng giả lập độ bao phủ của chùm tia đối với mối hàn dựa trên lý thuyết về độ mở rộng của chùm tia, với những giả lập đó, người dùng có thể lên các kế hoạch quét phù hợp với mục đích của mình.
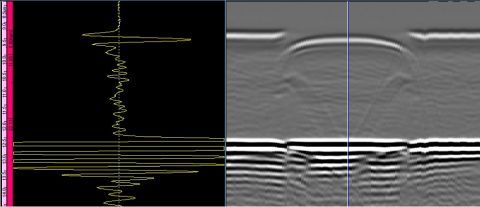
Tổng quan về màn hình A-Scan trong TOFD
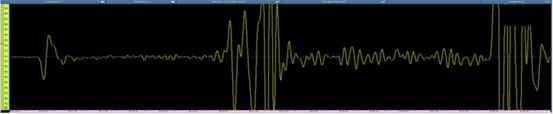
Tín hiệu TOFD được xây dựng từ A-Scan chưa chỉnh lưu RF có thể thấy được ở bất cứ máy siêu âm thông thường cũng như máy siêu âm PA với khả năng truyền – nhận
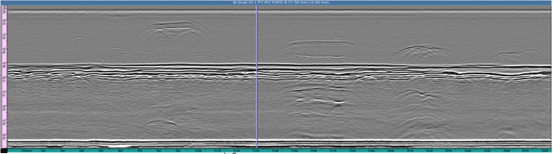
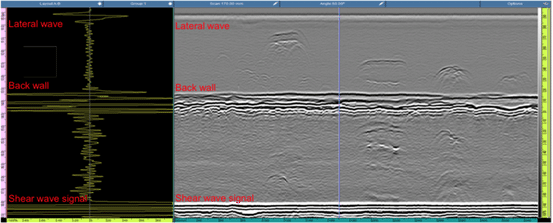
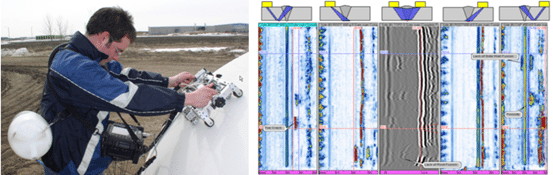
Bên dưới là hình ảnh B-Scan, có sử dụng Encoder, hiệu chuẩn và công cụ điều chỉnh kích thước trong hệ thống PA tự động (AUT) (có chức năng nâng cao kết hợp với TOFD) và các thiết bị PA có khả năng tích hợp TOFD.
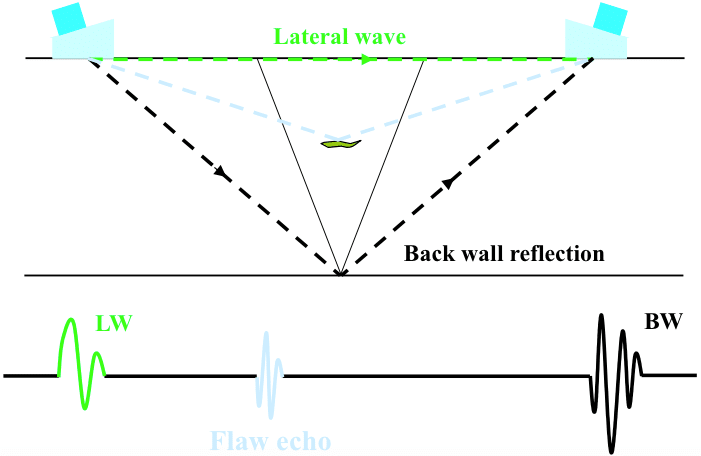
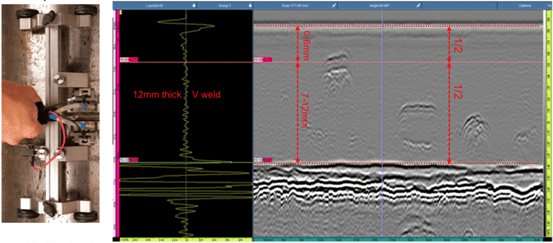
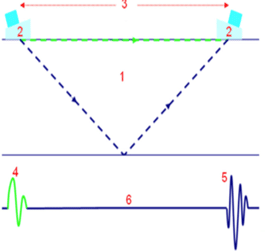
Trong hình dưới đây, vùng tín hiệu trả về khi kiểm tra bằng TOFD là vùng ở giữa tín hiệu của sóng ngang trên bề mặt mối hàn và tín hiệu trả về từ phần đáy mối hàn. Ở giữa tín hiệu của sóng ngang trên bền mặt mối hàn và tín hiệu trả về từ phần đáy mối hàn là tín hiệu trả về từ sóng dọc và phần mềm trên máy, có thể giúp việc hiệu chuẩn trục độ sâu theo đường âm UT, nâng cao độ chính xác trong việc đo đạc
Ở phía dưới tín hiệu trả về từ đáy mối hàn là tín hiệu của sóng ngang, rất có ích trong việc phát hiện khuyết tật nhưng không được dùng để hiệu chuẩn, nâng cao độ chính xác trong đo đạc
Kiểm tra TOFD dựa trên tín hiệu nhiễu xạ, do đó thông tin trả về không phụ thuộc nhiều vào hướng của khuyết tật, việc xác định kích thước khuyết tật sẽ thuận lợi hơn.
- Sóng tới khi gặp bất liên tục sẽ gây ra các dao động
- Mỗi điểm trên bất liên tục sẽ tạo ra các điểm phát sóng mới theo dạng hình cầu (hay còn gọi là nhiễu xạ) truyền đi theo mọi hướng
- Năng lượng sóng âm ở mức thấp so với năng lượng sóng âm bị phản xạ lại, do đó cần tăng hoặc khuyếch đại dB
- Năng lượng sóng âm do nhiễu xạ sẽ được truyền theo trục của sóng dọc và được dùng để tính toán thời gian truyền âm.
- Trong dữ liệu cũng bao gồm cả tín hiệu sóng ngang đã được chuyển đổi.
- Các khuyết tật có đỉnh nhọn chính là những nguồn phát TOFD tốt nhất

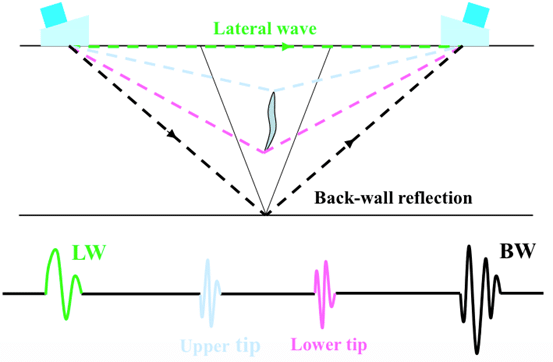
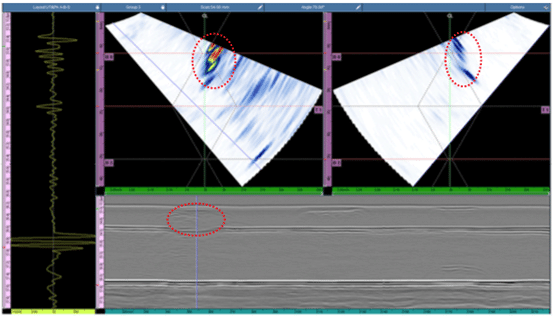
Tín hiệu TOFD khi gặp khuyết tật không ngấu vách – Đỉnh trên và đỉnh dưới của khuyết tật hiển thị rõ ràng 
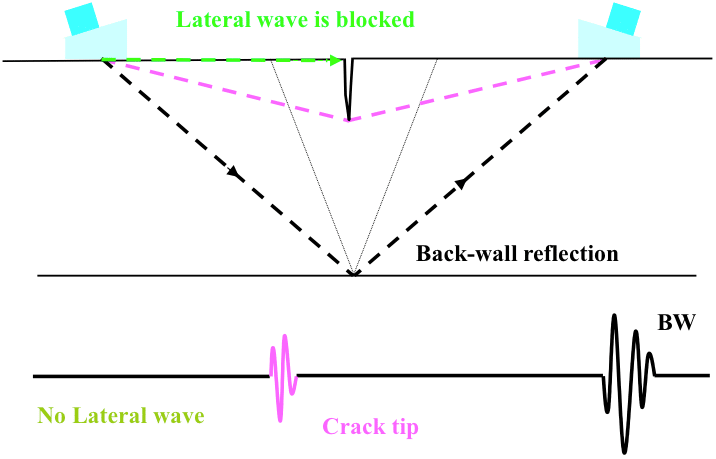
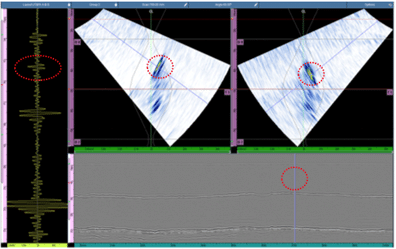
Tín hiệu TOFD khi gặp khuyết tật nứt bề mặt – Chỉ quan sát thấy đỉnh dưới của khuyết tật và sóng mặt bị giảm biên độ 
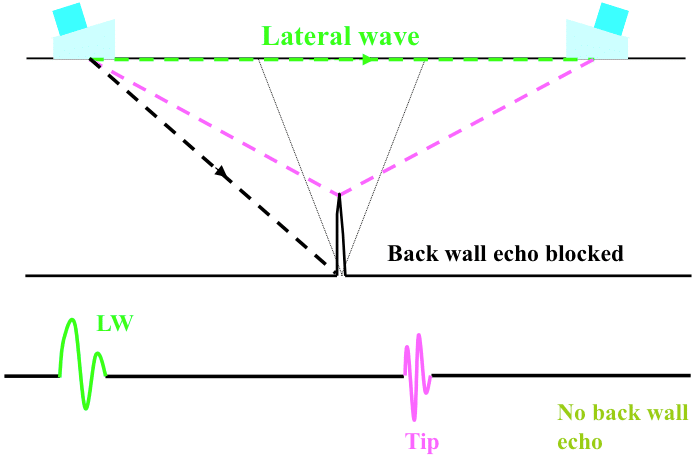
Tín hiệu TOFD khi gặp khuyết tật nứt chân – Chỉ quan sát thấy đỉnh trên của khuyết tật và sóng đáy bị ảnh hưởng 
Tín hiệu TOFD khi gặp khuyết tật tách lớp sẽ là tín hiệu phản xạ
Hạn chế của phương pháp kiểm tra TOFD
Một trong những hạn chế chính của TOFD là không thể biết được khoảng cách từ khuyết tật tới bề mặt mối hàn (hay bề mặt nêm của đầu dò) nếu chỉ sử dụng một nhóm TOFD.
Cả ba khuyết tật sẽ hiển thị giống nhau trên màn hình B-Scan và A-Scan, do đó không thể phân biệt được các khuyết tật vì TOF của các khuyết tật là giống nhau
TOFD chỉ được sử dụng tốt nhất khi phát hiện và sửa chữa các khuyết tật tật, đặc biệt là ở các mối hàn lớn
Với những lý do trên, TOFD là một trong những công cụ kiểm tra mối hàn bằng kỹ thuật xung dội hiệu quả nhất trong việc đánh giá chính xác kích thước khuyết tật nhưng luôn phải kết hợp với các phương pháp khác.
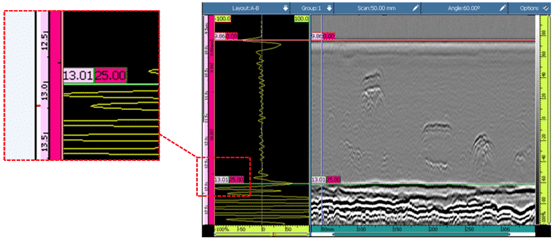
Chi tiết hơn về hình ảnh B-Scan trong TOFD
- Màn hình A-Scan là tập hợp của nhiều điểm dữ liệu theo trục quét và mỗi điểm dữ liệu đó sẽ có một hình ảnh B-Scan riêng.
- Khi máy quét di chuyển, cứ 1mm sẽ tạo ra một hình ảnh A-Scan.
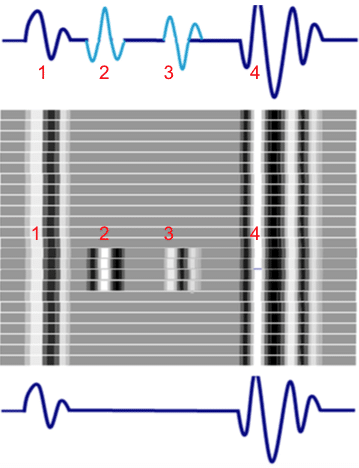
- Quan hệ về pha của các tín hiệu có thể dùng để chỉ ra các khuyết tật chỉ là khuyết tật đơn kéo dài liên tục hay là các khuyết tật riêng biệt liên tiếp nhau.
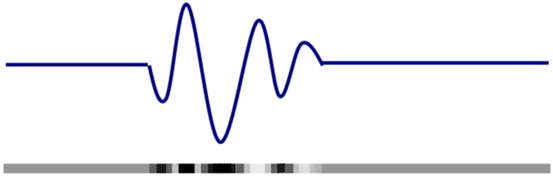
- Tín hiệu số 1 là sóng mặt và có pha: + – + (Trắng – Đen – Trắng).
- Tín hiệu số 4 là tín hiệu trả về từ mặt đáy và có pha: – + – (Đen – Trắng – Đen).
- Tín hiệu số 2 và tín hiệu số 3 lệch pha nhau, cho thấy đây là các tín hiệu trả về từ đỉnh và đáy của một khuyết tật.
- Nếu các tín hiệu cùng pha thì đó là các tín hiệu trả về từ các khuyết tật riêng biệt
- Khi máy quét di chuyển dọc theo đường hàn, hình ảnh A-Scan của TOFD sẽ được tạo ra một cách đều đặn sau những khoảng thời gian đã được cấu hình cho trước trong phần mềm, thông thường là 1mm.
- Thước màu xanh nằm ngang, phía dưới của mành hình B-Scan thể hiện trục quét của đường hàn và di chuyển cơ học của bộ quét.
- Đường tỉ lệ màu hồng theo chiều thẳng đứng nằm ở phía trái của màn hình A-Scan thể hiện trục UT theo thời gian (Usec).
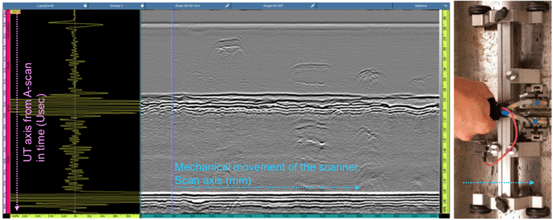
- TOFD không phát huy được hiệu quả khi quét vùng ở phía trên gần mũ mối hàn. Trên trục UT của hình B-Scan, 1/4 đầu tiên của hình B-Scan thể hiện 1/2 chiều dày của mối hàn.
- Điều này có nghĩa việc phát hiện, đánh giá kích thước và loại khuyết tật sẽ gặp khó khăn và thiếu chính xác ở vùng gần mũ mối hàn. Chiều dày mối hàn cần quét càng bé thì khả năng phát hiện và đánh giá khuyết tật càng kém.
- Nguyên nhân cho trường hợp trên là do thời gian truyền âm tới vùng gần mặt mối hàn ngắn hơn so với các vùng khác nằm sâu hơn trong mối hàn.
- Mặc dù phần ở giữa tín hiệu sóng mặt và tín hiệu trả về từ đáy thì con trỏ dùng để đo đạc không thể chuẩn hoá được nhưng phần này của hình ảnh A-Scan vẫn được lưu lại trong B-Scan vì trong vài trường hợp nó hỗ trợ cho việc phát hiện và xác nhận sự xuất hiện của khuyết tật.
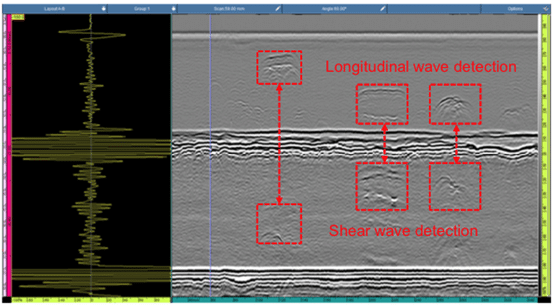
- Trong các ví dụ dưới đây, cả sóng ngang và sóng dọc cùng phát hiện ra các khuyết tật giống nhau giúp người người quét có thêm dữ liệu để đánh giá khuyết tật
Yêu cầu về thiết bị và đầu dò TOFD
Các yêu cầu về cơ khí đối với TOFD tuỳ thuộc vào cách quét, dùng tay đẩy bộ gá quét theo một đường cho trước hay việc quét do máy móc thực hiện tự động.
Bên cạnh đó, việc lựa chọn bộ quét phụ thuộc vào: tốc độ quét theo yêu cầu, khả năng thích ứng của bộ quét đối với các loại vật liệu, khả năng hỗ trợ PA, khả năng hỗ trợ chế độ Phát-Thu và khả năng quét song song hay không song song với mối hàn. Tóm lại, có rất nhiều yếu tố ảnh hưởng đến việc lựa chọn bộ quét.
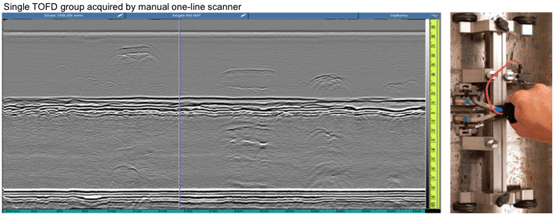
Tự động hay thủ công
Nếu dùng máy quét tự động hoàn toàn, chất lượng dữ liệu quét sẽ tốt hơn, tốc độ quét sẽ ổn định, máy quét sẽ di chuyển trơn tru trên bề mặt quét, không bị các điểm dừng như quét bằng tay, và người quét chỉ cần tập trung vào điều khiển sao cho vị trí đầu dò đi đúng đường quét được tính toán trước.
Việc áp dụng cách quét nào sẽ ảnh hưởng trực tiếp tới tốc độ quét và chất lượng của dữ liệu quét
Kết hợp TOFD và kỹ thuật siêu âm xung dội
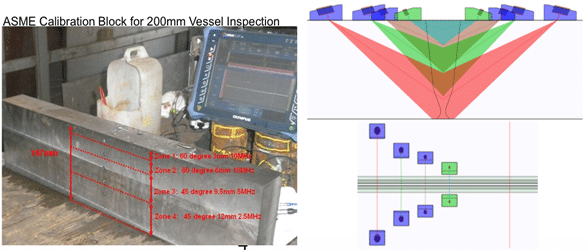
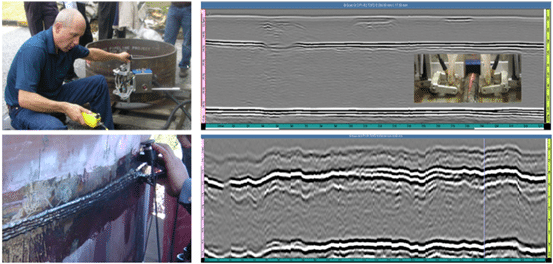
Hình dưới đây là ví dụ về việc kết hợp kiểm tra TOFD và siêu âm dùng chùm tia góc theo cơ chế xung dội. Khi đó, kế hoạch quét đòi hỏi TOFD và siêu âm xung dội phải quét được toàn bộ vùng cần quét.
Hình dưới đây sử dụng phần mềm TomoView để xem và phân tích dữ liệu được lấy ra từ máy OmniScan, hình ảnh B-Scan của siêu âm xung dội thể hiện mũ và chân mối hàn từ cả hai phía còn TOFD thì thể hiện tất cả vùng cần quét.
TOFD phát hiện các khuyết tật ngoại trục

- Đối với mối hàn chữ V có góc vát mép là 30°, người ta thường dùng siêu âm thông thường với chùm tia góc 60° tạo thành góc vuông với vách mối hàn, khi đó tín hiệu trả về sẽ lớn nhất và tốt nhất. Cách quét này được áp dụng với toàn bộ mối hàn từ cả 2 phía
- Khi sử dụng kỹ thuật xung dội trong siêu âm để quét mối hàn, người ta kết hợp sử dụng thêm TOFD để tìm và đánh giá kích thước khuyết tật
- Đối với các mối hàn có vách hẹp hoặc thẳng đứng, TOFD là lựa chọn số một cho việc phát hiện khuyết tật. Nếu chỉ sử dụng siêu âm xung dội, khả năng phát hiện khuyết tật rất thấp vì nó phụ thuộc nhiều vào hướng khuyết tật
Kết hợp Phased Array và TOFD

- Trong ví dụ này, một máy quét chuỗi được thiết kế để quét dạng ống sao cho hai đầu dò PA và hai đầu dò TOFD có thể quét đồng thời
- Trong hình ảnh B-Scan của TOFD, MX2 hiển thị vùng quét của mối hàn từ cả hai phía tại vị trí của data cursor trên trục quét(trục mối hàn)
- An ID Connected Crack được phát hiện và đánh giá kích thước đồng thời trên cả màn hình quét của PA và TOFD
- Trong ví dụ này, hai nhóm PA được kết hợp với một nhóm TOFD
- Cách kết hợp này thích hợp cho các mối hàn từ 8-40mm, tuỳ thuộc vào việc chọn đầu dò và tiêu chuẩn.
- TOFD sẽ quét toàn bộ mối hàn và vùng ảnh hưởng nhiệt để tìm khuyết tật, còn PA sẽ phân tích độ sâu, chiều dài và chiều cao của khuyết tật
Kết hợp nhiều nhóm TOFD và PA
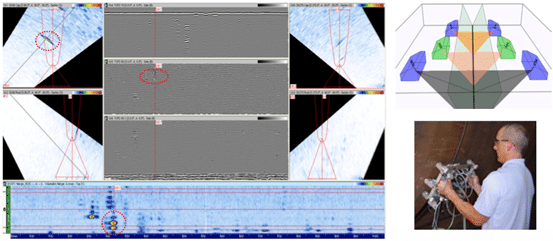
- Trong ví dụ này, ba nhóm TOFD và bốn nhóm PA sẽ được kết hợp cùng nhau. File dữ liệu từ máy OmniScan sẽ được tổng hợp lại bằng phần mềm TomoView
- Mối hàn càng dày sẽ cần càng nhiều nhóm và đầu dò để có thể quét toàn bộ mối hàn
- Các vùng mũ, thân, chân mối hàn sẽ được chia làm nhiều vùng để quét bằng TOFD và được đánh giá bằng cách sử dụng một loạt các lỗ cạnh bên và rãnh khắc
Chiến lược nâng cao khi dùng TOFD
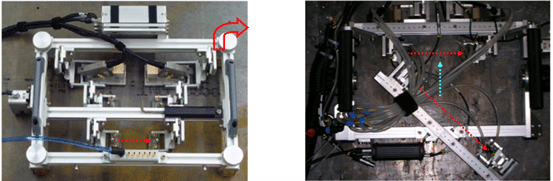
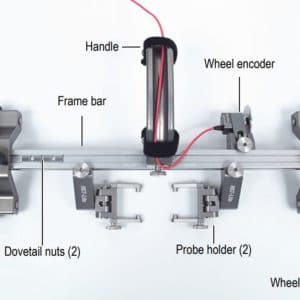
Các phụ kiện chuyên dành cho bộ quét và nêm của Olympus hay các nhà cung cấp bên thứ ba được sản xuất với mục đích giúp cho việc kiểm tra lặp đi lặp lại đối với mối hàn, quét lệch trục (chéo so với đường hàn) cho các khuyết tật nằm ngang và quét song song với mối hàn.
Bộ quét X03 của Olympus trong hình dưới đây có bánh xe từ có thể quay được giúp kiểm tra TOFD với chùm tia song song với đường hàn khi cần tìm khuyết tật nằm ngang, hoặc vuông góc với đường hàn khi cần tìm khuyết tật nằm song song với trục
Sử dụng TOFD để quét đường ống có thành mỏng
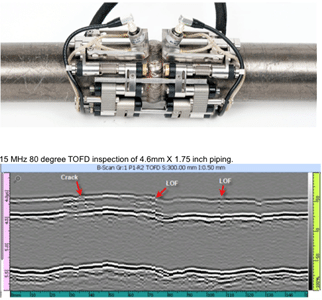
- Bộ quét Cobra được thiết kế để quét ống có đường kính 0.84 – 4.5 inch (21 – 144 mm). Có thể tích hợp được đầu dò và nêm dùng cho TOFD vào trong bộ quét Cobra
- Được sử dụng trong ứng dụng thép Carbon và đồng Niken, TOFD có thể cung cấp giải pháp bổ sung đối với kiểm tra siêu âm PA có sử dụng các bộ quét cơ khí tương tự
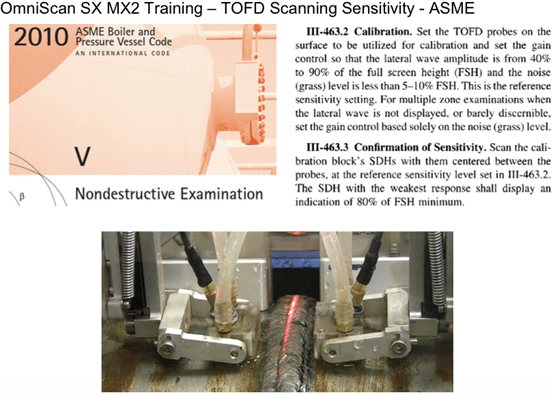
Độ nhạy khi kiểm tra TOFD
TOFD thường được hiệu chuẩn sau khi quét lấy dữ liệu. Mặc dù có thể thu dữ liệu sau khi hiệu chuẩn độ trễ nêm và vận tốc nhưng điều này là không cần thiết.
Một quy trình hoặc tiêu chuẩn có thể yêu cầu độ nhạy tối thiểu được xác định bởi biên độ sóng mặt từ 40% đến 90% hoặc đường base line biên độ tín hiệu nhiễu trong màn hình A-Scan từ 0 đến 10%
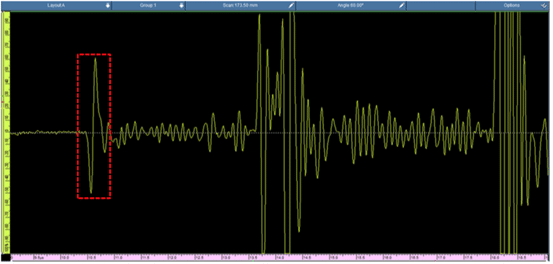
Ngoại trừ các trường hợp đặc thù, độ nhạy khi quét cho biên độ sóng mặt có thể được thực hiện qua các bước:
- Điều chỉnh biên độ đến khi sóng mặt đạt 50% biên độ tín hiệu trả về từ mặt đáy.
- Nếu tín hiệu trả về từ mặt đáy bão hoà, hạ thấp biên độ cho đến khi tín hiệu đầu tiên trả về từ mặt đáy không bị bão hoà nữa hoặc hạ thấp biên độ cho đến khi sóng mặt đạt 20% biên độ.
- Không giảm biên độ khi sóng mặt thấp hơn 20% kể cả khi tín hiệu trả về từ mặt đáy bị bão hoà.
Chuẩn các tham số trong TOFD
- Kiểm tra TOFD lưu lại A-Scan chưa chỉnh lưu với khoảng đo bao gồm sóng mặt, tín hiệu từ mặt đáy và thường bao gồm cả tín hiệu sóng ngang đã được chuyển đổi
- Nếu tính toán được hai hoặc nhiều hơn các tham số dưới đây, phần mềm có thể chuẩn hoá thước đo và con trỏ để chuyển đổi khoảng cách trong TOF từ usec sang mm trên trục UT
- Việc chuẩn các tham số trong TOFD có chính xác hay không phụ thuộc hoàn toàn vào việc người làm có tính chính xác các tham số từ số 4 đến số 6 dưới đây của A-Scan hay không
Các tham số cần chuẩn của TOFD
- Vận tốc sóng âm trong vật liệu cần kiểm tra.
- Độ trễ của nêm tính bằng usec.
- Khoảng cách giữa điểm phát tia hai đầu dò (PCS).
- TOF của sóng ngang tính bằng usec (A-Scan).
- TOF của tín hiệu trả về từ mặt đáy tính bằng usec (A-Scan).
- TOF của calibration reflector tại độ sâu cho trước bằng usec (A-Scan).
Lưu ý: góc của chùm tia không phải là tham số cần chuẩn trong TOFD.
Trong hình dưới đây, con trỏ tham chiếu trục màu đỏ thể hiện vị trí của sóng ngang và con trỏ tham chiếu trục màu xanh thể hiện cho tín hiệu trả về từ mặt đáy. Ở giữa hai tín hiệu trên là sóng dọc và có thể được chuẩn bằng cách tuân theo các hướng dẫn chuẩn, từ đó nâng cao độ chính xác khi đo độ sâu và chiều cao khuyết tật.
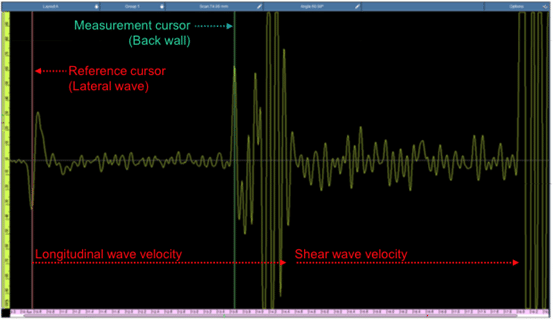
- Hướng dẫn chuẩn các tham số trong TOFD sẽ có các bước giúp người sử dụng đi từng phần để xác định sóng ngang, tín hiệu trả về từ mặt đáy, hoặc mục tiêu ở độ sâu cho trước, từ đó tính toán chính xác từng sự kết hợp giữa PCS, trễ nêm và vận tốc sóng âm trong vật liệu.
- Trong màn hình A-Scan, chỉ vùng ở giữa sóng ngang và tín hiệu trả về từ mặt đáy mới có thể chuẩn để tính toán độ sâu và chiều cao dựa vào con trỏ trục UT.
- Thuật toán để thực hiện điều này được gọi là sự tuyến tính.
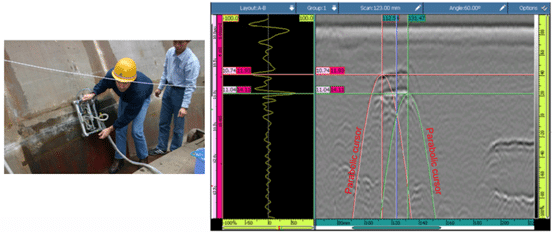
Việc sử dụng các con trỏ parabol trên màn hình B-Scan sau khi chuẩn cũng nâng cao độ chính xác của TOFD khi đánh giá chiều dài của khuyết tật
Hướng dẫn TOFD qua Video
Giới thiệu về các cài đặt, hiệu chuẩn, thu thập dữ liệu, giải đoán kết quả và lập báo cáo kiểm tra TOFD trên thiết bị OmniScan MX2. Sử dụng menu để chọn Video cần xem trong danh mục sau
- Cài đặt trên thiết bị OmniScan MX và SX
- Thu thập dữ liệu TOFD
- Cài đặt đồng bộ hóa xung mặt để cải thiện chất lượng tín hiệu
- Cài đặt khoảng cách đầu dò và hiệu chuẩn độ trễ nêm
- Hiệu chuẩn độ trễ nêm
- Hiệu chuẩn độ trễ nêm và vận tốc sóng âm
- Đánh giá kích thước và phân loại khuyết tật siêu âm TOFD
- Báo cáo kết quả sử dụng tính năng trên phần mềm OmniScan
- Phân tích FFT trên đầu dò TOFD
Bài viết liên quan
Kỹ thuật TOFD quét song song
Tổng quan Hầu hết các kiểm tra TOFD tiêu biểu được thực hiện với các...
Th6