

















Tổng quan về kiểm tra mối hàn ma sát khuấy
Kỹ thuật hàn ma sát khuấy (FSW) được phát triển như một phương pháp để nối các vật liệu khó hàn nóng chảy như hợp kim nhôm trong các lĩnh vực mới như khung và hộp chưa pin xe ô tô điện. Chất lượng mối hàn thu được rất cao và cấu trúc vật liệu đồng nhất. Tuy nhiên, quá trình này có thể tạo ra các khuyết tật nhỏ khó phát hiện.
Hàn ma sát khuấy là một quá trình hàn khác biệt với hầu hết các quy trình hàn khác ở chỗ không có vũng hàn ở trạng thái lỏng. Do vậy, các khuyết tật tiềm ẩn trong mối hàn là khá đa dạng. Các khuyết tật có trong các mối hàn ma sát khuấy thường là thiếu ngấu, lỗ sâu, rỗ khí và liên kết kissing bond. Một loại khuyết tật khác được hình thành bởi lớp oxit mỏng ngăn cản khả năng ngấu hoàn toàn của vật liệu. Hơn nữa, do quá trình hàn, các khuyết tật có thể được định hướng theo bất kỳ. “Mũ” mối hàn có thể khá thô theo kỹ thuật kiểm tra này và thường không phù hợp khi sử dụng nêm Rexolite tiêu chuẩn.
Phương pháp tốt nhất để kiểm tra các mối hàn khuấy ma sát là sử dụng siêu âm phased array kết hợp với nêm nước. Do hình dạng mối hàn, việc quét raster khó có thể thực hiện được, nhưng với đầu dò mảng pha, việc kiểm tra toàn bộ khối lượng mối hàn có thể được thực hiện trong một lần quét. Các đầu dò phased array cũng cho phép quét hướng ngang để phát hiện các khuyết tật ngang. Tối ưu góc tới khuyết tật và tối đa hóa xác suất phát hiện. Khả năng quét phủ được các vùng lớn hơn giúp đầu dò mảng pha định cỡ kích thước và vị trí bất liên tục chính xác hơn. Tốc độ cao, độ chính xác và tính linh hoạt làm cho đầu dò mảng pha trở thành kỹ thuật được lựa chọn khi kiểm tra FSW.
Thiết bị sử dụng kiểm tra mối hàn ma sát khuấy
Thiết bị được sử dụng để kiểm tra mối hàn ma sát khuấy bao gồm:
- OmniScan SX, MX2, X3 cấu hình 16:64 hoặc 16:128 hay Focus PX
- Đầu dò 10L64-FSW PA Nêm
- Nước làm chất tiếp âm và nêm nước phù hợp (SFSW-N45S-WHC và SFSW-L45S-WHC )
- 1 bộ quét siêu âm hỗ trợ mã hóa vị trí với WingScanner, VersaMouse hoặc bộ mã hóa bánh xe.
- 1 máy bơm nước

Quy trình kiểm tra
Vì các khiếm khuyết có thể được định hướng theo bất kỳ hướng nào, nên việc kiểm tra một hướng quét thường không đủ để phát hiện tất cả các lỗi với tỷ lệ tín hiệu trên nhiễu phù hợp. Do vậy, mối hàn FSW thường được kiểm tra theo hướng 90° với nêm N45S và theo hướng 0° với nêm L45S.

Lượt đầu tiên sử dụng quét 45° tuyến tính theo hướng vuông góc (90°). Bộ gá đầu dò hay thanh dẫn hướng có thể được sử dụng để duy trì độ lệch của đầu dò không đổi với tâm mối hàn dọc theo toàn bộ đường hàn. Một bộ mã hóa vị trí có thể được gắn vào đầu dò để cung cấp tham chiếu vị trí cho các lần quét. Trong trường hợp các mối hàn mỏng hơn, một lần quét sẽ bao phủ cả chân và mũ mối hàn. Đối với các bộ phận dày hơn, cần có hai quét qua ở các vị trí khác nhau để có được độ bao phủ thể tích đầy đủ của vùng hàn.
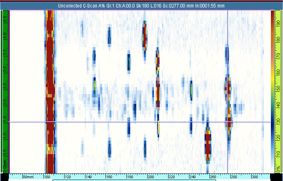
Độ trễ nêm và vận tốc vật liệu được hiệu chỉnh để bỏ qua các chỉ thị chồng lấp có liên quan (B0 và T1 trong hình bên dưới). Cổng A (màu đỏ) đã được sử dụng để lấy C-scan. Cổng này bắt đầu trước khi kết thúc first skip (B0) và kết thúc sau full skip (T1).
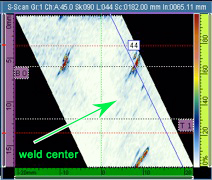
Hình ảnh S-scan này cho thấy các vết khắc đại diện cho các khuyết tật gốc ở mỗi điểm cực của mối hàn, cả hai đều xuất hiện ở first skip (tham chiếu B0). Vị trí đầu dò cho phép kiểm tra đồng thời toàn bộ chiều rộng của mối hàn.
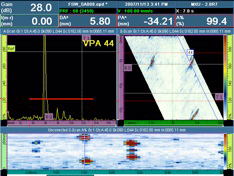
Quá trình này sau đó được lặp lại theo hướng ngang (0°). Một bộ quét tương tự có thể được sử dụng để định tâm đầu dò dọc theo mối hàn với đầu dò được căn chỉnh ở 0° so với đường hàn. Có thể quét tuyến tính bằng cách kéo đầu dò dọc theo mối hàn. C-scans có thể được tạo ra bằng cách đặt cổng ở giữa xung phản xạ mặt trước và các xung nhiễu đáng kể do phản xạ từ bề mặt trên cùng sau full skip. Xung phản xạ bẫy góc từ các vết nứt mặt bên dưới sẽ đạt biên độ tối đa ở giữa cổng đo. Xung phản xạ bẫy góc từ các vết nứt trên mũ mối hàn sẽ đạt mức tối đa bên ngoài cổng. Tuy nhiên, những khiếm khuyết này có thể phân biệt tốt do đỉnh xung phản xạ nằm bên trong cổng đo.
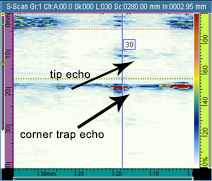
Hình ảnh S-scan này cho thấy xung phản xạ của bẫy góc và xung phản xạ của vết nứt ở mặt trên của một rãnh khắc trên bề mặt của mối hàn. Cổng màu đỏ (A) bắt đầu ngay sau xung nhiễu sinh ra do bề mặt phía trên và kết thúc ngay trước nhiễu sinh ra từ bề mặt trên cùng sau full skip.
Kết quả
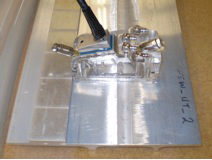
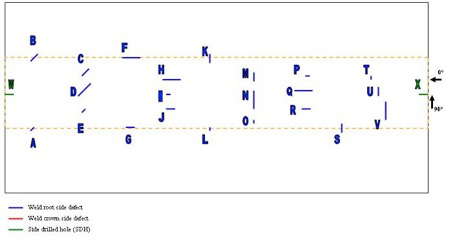
Một mẫu tham chiếu chứa nhiều rãnh khắc dọc và ngang như hình bên dưới được quét theo mô tả ở quy trình trên. Như trong các hình ảnh quét C sau đây, hai phương pháp kiểm tra đã cung cấp các chỉ thị rõ ràng từ tất cả các rãnh khắc được định hướng song song hoặc vuông góc với đường hàn. Các rãnh tham chiếu được định hướng ở 45° so với đường hàn gây ra nhiều thách thức hơn. Khả năng phát hiện trong trường hợp này phụ thuộc vào độ sâu và độ dài của rãnh. Để tăng khả năng phát hiện các khuyết tật này, có thể thực hiện các lần quét bổ sung với đầu dò mảng pha được đặt lệch cộng và trừ 45° so với hướng thẳng. Điều này rõ ràng sẽ làm tăng biên độ phản xạ từ các rãnh lệch 45°.
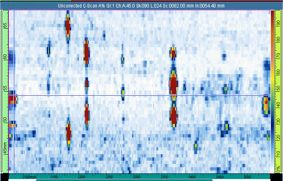
Sau khi quá trình quét đã được thực hiện, mỗi chỉ thị có thể được xem lại bằng cách chọn một vị trí trên trục quét quét thông qua con trỏ dữ liệu trên phần mềm. A-scan tại vị trí đó cũng có thể được hiển thị như bên dưới.
Conclusion
Kiểm tra siêu âm mối hàn ma sát khuấy có thể phát hiện tất cả các khuyết tật dạng thể tích như nứt, không thấu hoàn toàn và thiếu ngấu. Các khuyết tật ngang có thể được phát hiện bằng cách quét vuông góc. Kiểm tra siêu âm mối hàn ma sát khuấy với Phased Array có ưu điểm trong việc tối ưu hóa dữ liệu thu nhận được cách cung cấp lựa chọn thay đổi góc khúc xạ và vị trí hội tụ, cũng như cung cấp khả năng kiểm tra nhanh hơn bằng cách cung cấp phạm vi quét phủ lớn hơn trong một quét so với siêu âm truyền thống.