Tầm quan trọng của kiểm tra mối hàn
Chất lượng của mối hàn ngày càng trở nên quan trọng. Sản phẩm cuối cùng được mong đợi phải có chất lượng cao và không có các sự cố bất ngờ. Việc sảy ra sự cố có hậu quả tài chính và xã hội lớn thường có thể tránh được bằng các áp dụng các kỹ thuật kiểm tra thích hợp.
Kiểm tra mối hàn và phát hiện các khuyết tật trong giai đoạn đầu của sản xuất có thể làm giảm chi phí và kéo dài tuổi thọ của các thành phần bằng cách phát hiện sớm và tiến hành sửa chữa các khiếm khuyết. Kiểm tra không phá hủy sử dụng dòng điện xoáy là một cách đáng tin cậy, nhanh chóng và không tốn kém để thực hiện việc bảo trì và đảm bảo an toàn của công trình. Thiết bị dòng xoáy của Olympus nổi tiếng về độ bền và độ chính xác cũng như khả năng dễ dàng sử dụng, trong khi dịch vụ khách hàng và hỗ trợ kỹ thuật của chúng tôi đảm bảo việc khách hàng có thể sử dụng thiết bị tốt nhất.
Giới thiệu về kiểm tra mối hàn với ET
Các mối hàn có mặt ở nhiều vị trí trong các cấu trúc khác nhau như cầu, đường ống và tuabin. Trong các kết cấu chịu tải trọng, các vết nứt có thể hình thành và phát triển trong suốt thời gian hoạt động của mối hàn. Để giúp đảm bảo sự an toàn của cơ sở hạ tầng, các mối hàn phải được kiểm tra thường xuyên tại chỗ để tìm các vết nứt hoặc khuyết tật. Bộ kiểm tra dòng xoáy (ECT) của Olympus được thiết kế để tạo điều kiện cho việc kiểm tra bằng cách sử dụng NORTEC 600 trở nên dễ dàng và nhanh chóng.
Các khó khăn khi kiểm tra mối hàn in-service
Phương pháp kiểm tra mối hàn thông thường, chẳng hạn như kiểm tra thẩm thấu, có thể được sử dụng để phát hiện các vết nứt trên mối hàn, nhưng bất kỳ lớp phủ hoặc sơn nào trên mối hàn phải được loại bỏ và sau đó được sơn lại sau khi kiểm tra. Dòng xoáy là một công cụ hiệu quả để phát hiện vết nứt trên bề mặt. Hầu hết các trường hợp, mối hàn không hoàn toàn bằng phẳng và có thể bề mặt mối hàn sẽ có các vết lồi lõm. Điều này làm phức tạp quá trình kiểm tra bởi vì đầu dò ECT không thể duy trì sự tiếp xúc nhất quán với bề mặt và gây nên tín hiệu Lift-off đặc trưng của kiểm tra dòng điện xoáy. Tuy nhiên, việc sử dụng kỹ thuật kiểm tra thích hợp kết hợp với các công cụ dòng xoáy phù hợp sẽ giúp tăng cường độ tin cậy của việc kiểm tra.
Giải pháp kiểm tra mối hàn sử dụng bộ KIT kiểm tra ET
Trong kiểm tra hàn, quan trọng nhất là phát hiện các khuyết tật ăn với bề mặt. Đối với vật liệu có từ tính như thép carbon, kiểm tra từ tính thường được sử dụng. ECT có thể được sử dụng cho kiểm tra vết nứt trên bề mặt hoặc gần bề mặt các mối hàn, thường là kiểm tra trong quá trình bảo dưỡng bảo trì và kiểm tra an toàn thay thế cho kiểm tra từ tính.

Phương pháp ECT có thể sử dụng để tìm kiếm các vết nứt mỏi cho cả vật liệu sắt từ và phi sắt từ, hơn nữa, kiểm tra dòng xoáy cung cấp một số lợi thế:
- Không cần hóa chất, chất thẩm thấu, thân thiện với môi trường, không dùng hóa chất.
- Có thể kiểm tra ở các vị trí khó tiếp cận hoặc không tiếp cận được với các phương pháp thông thường
- Không cần loại bỏ lớp sơn phủ cũng như lớp oxit trên bề mặt để kiểm tra các vết nứt.
- Có độ nhạy cao, có thể tìm kiếm được các vết nứt rất nhỏ và không phụ thuộc vào hướng của các vết nứt.
- Lý tưởng để thay thế MPI
- Đánh giá độ dài và độ sâu của vết nứt
- Báo cáo dữ liệu và lưu trữ dữ liệu
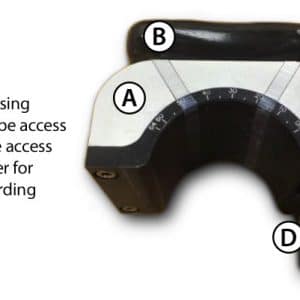
- Dễ dàng triển khai hơn trong các ứng dụng yêu cầu leo dây tiếp cận (Rope Access Ready)
Hạn chế khi kiểm tra mối hàn dùng phương pháp ECT:
- Thiết bị ban đầu có đầu tư lớn hơn so với PT và MT
- Chỉ sử dụng cho các mối hàn có bề mặt tương đối bằng phẳng, mối hàn tự động…
- Ảnh hưởng nhiều bởi điều kiện bề mặt mối hàn.
Bộ sản phẩm kiểm tra mối hàn sử dụng dòng điện xoáy của Olympus thiết kế để làm việc với NORTEC 600 và có thể giúp kiểm tra mối hàn mà không cần loại bỏ lớp sơn. Sử dụng kỹ thuật kiểm tra phù hợp cùng với các tính năng được hỗ trợ trên thiết bị và đầu dò, tín hiệu lift-off sẽ được giảm thiểu. Thiết bị NORTEC 600 cũng giúp dễ dàng xác định chiều dài và độ sâu của vết nứt trong mối hàn.
Bộ KIT ECT weld inspection bao gồm các mục sau:
| Sản phẩm | U8 | Mã sản phẩm | Mô tả |
| Thiết bị kiểm tra dòng điện xoáy N600 | Lựa chọn trong nhiều cấu hình | N600 | NORTEC 600 eddy current flaw detector (basic) |
| Bộ KIT kiểm tra mối hàn | U8670016 | NEC-8196 (L cho phiên bản Powerlink) |
Bộ KIT kiểm tra mối hàn sử dụng ECT:
|
| Dây đeo | U8140055 | EP4/CH | EPOCH series chest harness |

Mã đặt hàng đầu dò kiểm tra mối hàn
| Type | Series | Frequency | Tip Diameter | Overall Length | Connector | Part ID | Item Number |
| Weld Probe | Straight Weld probe | 100 kHz – 600 kHz | 5.0 mm (0.196 in.) | 6.1 mm (2.4 in.) | 4-Pin LEMO (CN16-4L-6) | WLD-5-63 | U8690018 |
| Weld Probe | Straight Weld probe | 100 kHz – 600 kHz | 8.0 mm (0.314 in.) | 5.5 mm (2.16 in.) | 4-Pin LEMO (CN16-4L-6) | WLD-8-55 | U8690019 |
| Weld Probe | Right Angle Weld Probe | 100 kHz – 600 kHz | 5.0 mm (0.196 in.) | 5.0 mm (1.96 in.) | 4-Pin LEMO (CN16-4L-6) | WLD901-5-50 | U8690022 |
| Weld Probe | Right Angle Weld Probe | 100 kHz – 600 kHz | 8.0 mm (0.314 in.) | 5.0 mm (1.96 in.) | 4-Pin LEMO (CN16-4L-6) | WLD901-8-50 | U8690023 |
| Weld Probe | Paint Thickness Probe | 100 kHz – 600 kHz | 6.35 mm (0.25 in.) | 10.1 mm (4.0 in.) | 4-Pin LEMO (CN16-4L-6) | NEC-2236 | U8690035 |
| Weld Probe | Straight Weld probe | 100 kHz – 600 kHz | 5.0 mm (0.196 in.) | 6.1 mm (2.4 in.) | Powerlink™ / 7-Pin LEMO | 9403362 | U8629270 |
| Weld Probe | Straight Weld probe | 100 kHz – 600 kHz | 8.0 mm (0.314 in.) | 5.5 mm (2.16 in.) | Powerlink™ / 7-Pin LEMO | 9403356 | U8690033 |
| Weld Probe | Right Angle Weld Probe | 100 kHz – 600 kHz | 5.0 mm (0.196 in.) | 5.0 mm (1.96 in.) | Powerlink™ / 7-Pin LEMO | 9403373 | U8629539 |
| Weld Probe | Right Angle Weld Probe | 100 kHz – 600 kHz | 8.0 mm (0.314 in.) | 5.0 mm (1.96 in.) | Powerlink™ / 7-Pin LEMO | 9403374 | U8690038 |
| Weld Probe | NECP-1152 SS W/45° Probe Tip | 100 kHz – 1 MHz | 7.9 mm (0.312 in.) | 14.0 mm (5.5 in.) | Powerlink™ / 7-Pin LEMO | 9231109 | U8629540 |
| Weld Probe | SPO-4376 Straight Weld Probe | 100 kHz – 1 MHz | 8.3 mm (0.330 in.) | 8.2 mm (3.25 in.) | Powerlink™ / 7-Pin LEMO | SPO-4376L | U8629541 |
| Weld Probe | Paint Thickness Probe | 100 kHz – 600 kHz | 6.35 mm (0.25 in.) | 10.1 mm (4.0 in.) | Powerlink™ / 7-Pin LEMO | 9403361 | U8629269 |
| Weld Probe | Straight Weld probe | 100 kHz – 600 kHz | 5.0 mm (0.196 in.) | 6.1 mm (2.4 in.) | Triax Fischer/LEMO | WLD-5-63-TF | U8690046 |
| Weld Probe | Straight Weld probe | 100 kHz – 600 kHz | 8.0 mm (0.314 in.) | 5.5 mm (2.16 in.) | Triax Fischer/LEMO | WLD-8-55-TF | U8690047 |
| Weld Probe | Right Angle Weld Probe | 100 kHz – 600 kHz | 5.0 mm (0.196 in.) | 5.0 mm (1.96 in.) | Triax Fischer/LEMO | WLD901-5-50-TF | U8629542 |
| Weld Probe | Right Angle Weld Probe | 100 kHz – 600 kHz | 8.0 mm (0.314 in.) | 5.0 mm (1.96 in.) | Triax Fischer/LEMO | WLD901-8-50-TF | U8690048 |
| Weld Probe | NECP-1152 SS W/45° Probe Tip | 100 kHz – 1 MHz | 7.9 mm (0.312 in.) | 14.0 mm (5.5 in.) | Triax Fischer/LEMO | 9231110 | U8629184 |
| Weld Probe | SPO-4376 Straight Weld Probe | 100 kHz – 1 MHz | 8.3 mm (0.330 in.) | 8.2 mm (3.25 in.) | Triax Fischer/LEMO | 9218631 | U8629543 |
| Weld Probe | Paint Thickness Probe | 100 kHz – 600 kHz | 6.35 mm (0.25 in.) | 10.1 mm (4.0 in.) | Triax Fischer/LEMO | NEC-2236-TF | U8629544 |