Các thách thức khi kiểm tra mối hàn trên ống boiler
Khi kiểm tra các mối hàn ống lò hơi, thời gian ngừng hoạt động chỉ khoảng 1 tuần và số lượng ống cần kiểm tra lớn luôn là một thách thức. Công nghiệp nhiệt điện yêu cầu kỹ thuật thử nghiệm không phá hủy (NDT) nhanh chóng để giảm thiểu những thách thức này. Theo truyền thống, phương pháp chụp X quang (RT) được sử dụng, nhưng phương pháp này có một số nhược điểm như không nhạy đối với một số khuyết tật dạng mặt, không có dữ liệu tức thời cho thợ hàn và có thể gây gián đoạn các hoạt động khác. Hơn nữa, các quy định về an toàn ngày càng trở nên nghiêm ngặt hơn tạo thêm thách thức khi kiểm tra mối hàn trong các ống lò hơi, ống sinh hơi.
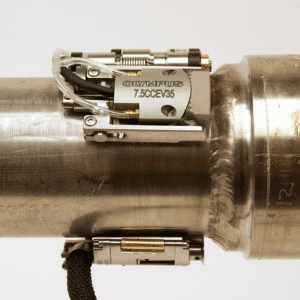
Để có thể tiếp cận các mối hàn sát gần nhau và đạt được năng suất kiểm tra cao, điều quan trọng là phải sử dụng công cụ đã được tối ưu hóa cho công việc kiểm tra này. Bộ quét COBRA® có thể được sử dụng để kiểm tra các đường kính khác nhau, từ 0,84 inch. OD đến 4,5 inch. OD. Nó có thể hỗ trợ tối đa hai đầu dò Phased Array trong các tình huống vị trí tiếp cận hạn chế. Bài này trình bày một trường hợp được chia sẻ bởi khách hàng đã sử dụng thành công giải pháp COBRA với thiết bị OmniScan® để thực hiện kiểm tra siêu âm mảng pha thay cho chụp X quang.
Giải pháp siêu âm Phased Array
Giải pháp kiểm tra đáng tin cậy và hiệu quả không gây gián đoạn và tạo ra các nguy cơ tiềm ẩn như với RT, sử dụng kết hợp của kỹ thuật siêu âm mảng pha (PAUT) và nhiễu xạ thời gian bay (TOFD). Giải pháp này có thể xử lý hiệu quả các mối hàn với khe hở nhỏ, đáp ứng nhiều loại đường kính và có sự hiện diện của mũ hàn. Hơn nữa, nó có thể phát hiện tất cả các loại khuyết tật cũng như cung cấp khả năng định cỡ chiều cao khuyết tật.
Tại sao kiểm tra siêu âm được lựa chọn thay cho chụp ảnh phóng xạ
Dreifeld Materialprüftechnik GmbH là công ty kiểm định của Đức được giao nhiệm vụ kiểm tra các bộ trao đổi nhiệt trong một nhà máy sản xuất. Các chi tiết cần kiểm tra bao gồm nhiều ống uốn cong, được sử dụng để truyền nhiệt từ không khí sang chất lỏng trong nhà máy nhiệt điện.
Mặc dù kiểm tra chụp ảnh phóng xạ (RT) là phương pháp NDT chính được yêu cầu ban đầu, Dreifeld đề xuất việc kiểm tra siêu âm (UT) sẽ là một phương pháp mang lại nhiều lợi ích hơn.
Nhiều lý do dẫn đến quyết định này. Đầu tiên, việc kiểm tra RT sẽ cần gấp đôi số lượng thanh tra viên và vì việc triển khai vùng làm việc an toàn khó khăn, RT sẽ cần được thực hiện trong đêm khi các nhân viên khác đi vắng. Người ta ước tính rằng dự án sử dụng RT sẽ mất thời gian gấp 5 lần so với UT, và với mức lương cao hơn trong các ca làm đêm, nó sẽ tốn kém hơn về chi phí nhân công. Ngoài ra còn các chi phí bổ sung liên quan đến RT, bao gồm các vật tư tiêu hao như phim, hóa chất ảnh và xử lý chất thải như màn chắn bằng chì. Một khía cạnh quan trọng khác của việc lựa chọn UT thay vì RT liên quan đến xác suất phát hiện. Ví dụ, không ngấu vách mối hàn, một dạng khuyết tật quan trọng cần đo lường, không được phát hiện tốt với phương pháp RT.
Giải pháp Sử dụng COBRA Scanner và Phased Array (PA)
Thiết bị PAUT cơ động để thiết lập và triển khai hiệu quả:
- Kiểm tra tốc độ cao, thu nhận dữ liệu từ 2 phía, trong vòng chưa đầy 1 phút
- Đáp ứng cấu hình full-skip, khả năng sử dụng chùm âm từ 40 ° đến 80 ° SW
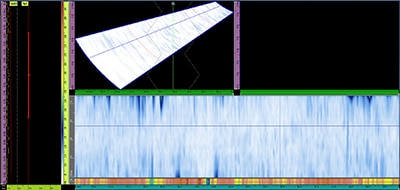
- Hình ảnh S-Scan và C-Scan tức thời
- Phương pháp kiểm tra thích ứng với các quy định và yêu cầu hiện hành
- Bộ quét được tối ưu cho các khoảng cách ống sát nhau
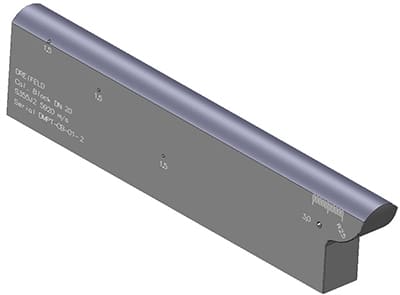
Đường kính bên ngoài của các ống trao đổi nhiệt là 76 mm (3 in.) Với độ dày thành 4,5 mm. Một mẫu hiệu chuẩn được thiết kế và gia công để hiệu chỉnh độ trễ nêm, độ nhạy và độ lợi theo đường truyền âm (TCG).
Các mối hàn V đơn có các góc vát 30° và nằm giữa một đoạn ống và khúc cong. Vì bộ quét COBRA không thể được sử dụng ở phía khuỷu cong của mối hàn, nên phương án quét phải được thiết lập theo cấu hình kiểm tra mối hàn tiếp cận một phía. Điều này dễ dàng đạt được bằng cách tháo một bên của bộ quét COBRA và chỉ sử dụng bên có bộ mã hóa. Một máy bơm nước bằng tay được sử dụng để cung cấp tiếp âm cho nêm.

Hiệu quả cao đáp ứng công việc
Dreifeld đã sử dụng máy siêu âm mảng pha (PAUT) OmniScan® MX2 16: 128, trong đó hai Group được tạo ra. Nhóm đầu tiên là thiết lập quét sóng SW để quét từ 50 ° đến 72 ° với độ phân giải góc là 0,5 °. Nhóm thứ hai sử dụng luật hội tụ phát sóng 0 độ kiểm tra khả năng tiếp âm. Độ phân giải quét được đặt thành 1 mm và chùm tia được tạo ra với khẩu độ 16 biến tử.
Tổng cộng 1604 mối hàn đã được kiểm tra trong tám ngày, với số lượng tối đa hàng ngày là 320 mối hàn. Toàn bộ cuộc kiểm tra chỉ được thực hiện với một kiểm định viên và một bộ thiết bị. Một ca làm việc là tám giờ quét và hai giờ phân tích dữ liệu mỗi ngày.
Xử lý dữ liệu tự động giúp tăng tốc phân tích và giải đoán
Các tệp dữ liệu được xử lý thông qua phần mềm Phát hiện Tự động ™ (ADT) của VeriPhase® để phân tích tự động. Một ưu điểm chính của phần mềm ADT là nó có thể xử lý nhiều dữ liệu (trong trường hợp này là từ 100 đến 300 file) và phần mềm tạo báo cáo Excel® hiển thị bản xem trước của tất cả chỉ thị có thể có. Báo cáo ADT cũng chỉ ra mọi vấn đề về chất lượng dữ liệu giúp đảm bảo tuân thủ theo tiêu chuẩn. Một bảng các chỉ thị sau đó được phần mềm điền trực tiếp vào tệp dữ liệu OmniScan và có thể dễ dàng thực hiện các giải đoán cuối cùng trong phần mềm phân tích dữ liệu OmniPC ™. Tất cả thông tin định vị và định cỡ khuyết tật liên quan được có ngay trong file. Có thể dễ dàng xem lại các chỉ thị trong mối hàn bằng cách nhấp vào. Các chỉ thị khuyết tật sau đó có thể dễ dàng được cập nhật hoặc xóa trong báo cáo cuối cùng.
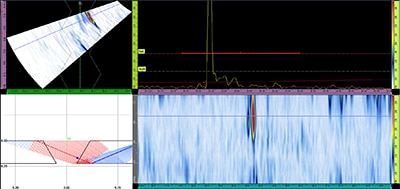
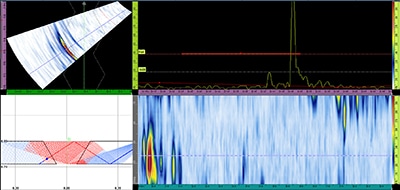
Có thể phát hiện ra các khuyết tật dạng không ngấu vách phía thành đối diện nếu mũ mối hàn đủ đều đặn để cho phép âm thanh phản xạ mà không bị nhiễu xạ quá nhiều. Đây là trường hợp trong ứng dụng cụ thể này. Khoảng cách đường truyền âm tăng thêm gây ra bởi chiều cao mũ mối hàn làm cho khuyết tật xuất hiện ở vị trí xa hơn một chút và không trực tiếp nằm trên mép vát của mối hàn, nhưng khả năng phát hiện là rất tốt.
Kết luận
Giải pháp PAUT cho kiểm tra mối hàn ống Boiler, bao gồm bộ quét COBRA, máy siêu âm khuyết tật OmniScan MX2 và phần mềm ADT của VeriPhase đã được sử dụng để kiểm tra và phân tích toàn bộ 1604 mối hàn ống trao đổi nhiệt trong tám ngày. Chỉ cần một người kiểm tra để vận hành thiết bị và thực hiện giải đoán. Sử dụng giải pháp siêu âm mảng pha thay vì chụp ảnh phóng xạ đã giúp giảm số lượng chỉ thị dễ bị bỏ sót, chẳng hạn như không ngấu vách và tránh các sự cố liên quan đến an toàn. Người ta ước tính rằng dự án được thực hiện nhanh hơn gấp 5 lần so với sử dụng RT và với một chi phí thấp hơn.