Hệ thống siêu âm tự động PipeWIZARD™ iX để kiểm tra mối hàn đường ống pipeline
Hệ thống kiểm tra siêu âm mảng pha PipeWIZARD™ iX giúp các công ty xây dựng hệ thống pipeline với các mối hàn chu vi chất lượng. Không kém phần chắc chắn và nhỏ gọn, hệ thống PipeWIZARD iX được thiết kế để tạo điều kiện thuận lợi cho việc kiểm tra đường ống trên bờ và ngoài khơi. Là giải pháp kiểm tra siêu âm tự động (AUT) hiệu quả cao, hệ thống kiểm tra kết hợp nhiều công nghệ mạnh mẽ này giúp phát hiện các khuyết tật trong chu vi mối hàn và vùng ảnh hưởng nhiệt (HAZ) để có thể phân tích và đánh giá nhanh chóng.
Hiệu suất cao trong kiểm tra tiêu chuẩn và nâng cao
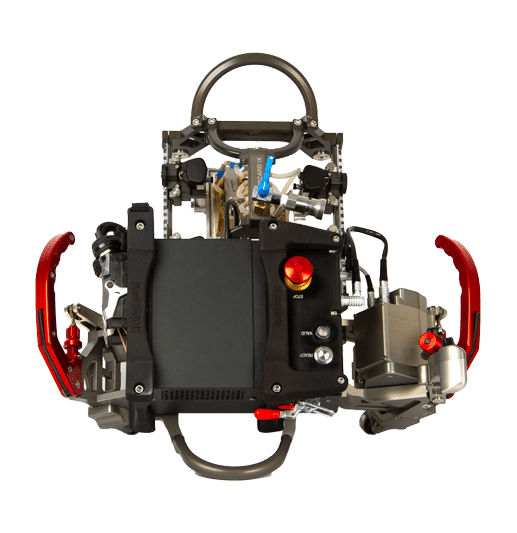
Hệ thống PipeWIZARD iX được thiết kế để chống rung, sốc và nhiễu điện từ, đồng thời có thể chịu được nhiệt độ khắc nghiệt. Nhờ thiết kế nhỏ gọn nhưng chắc chắn, vận hành và vận chuyển hệ thống PipeWIZARD iX cũng dễ dàng hơn.
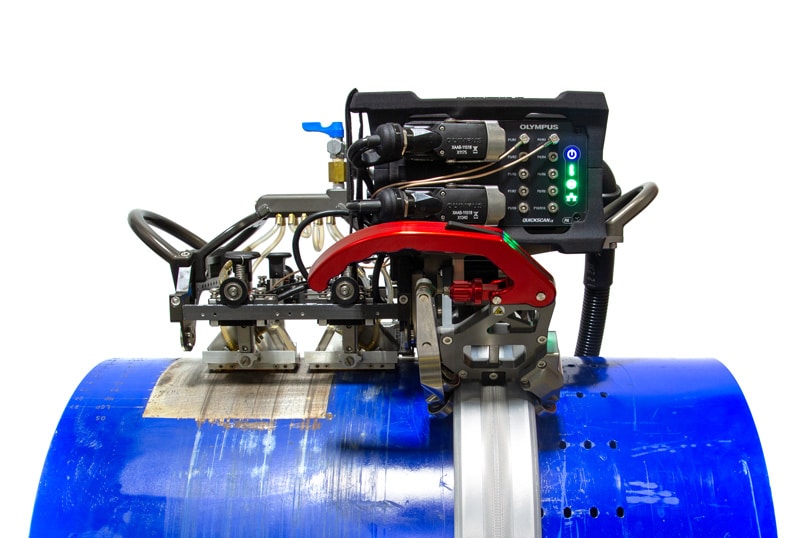
Nhẹ hơn so với phiên bản trước, bộ thu thập dữ liệu của hệ thống PipeWIZARD iX được tích hợp vào máy quét, giúp thiết lập và vận hành dễ dàng hơn. Với thiết bị điện tử mạnh hơn và nhiều kênh đầu vào hơn, thiết bị thu thập dữ liệu QuickScan iX PA 64:256 tăng cường khả năng và hiệu quả của hệ thống PipeWIZARD, cải thiện khả năng bao phủ và hỗ trợ các kỹ thuật kiểm tra siêu âm tiên tiến.

Cải thiện tính dễ sử dụng và hiệu quả ngoài hiện trường
Thiết kế phần cứng được tối ưu hóa của hệ thống PipeWIZARD iX giúp tăng tính linh hoạt và khả năng thích ứng trong thiết lập. Chiều dài cáp tăng cường, đầu nối chốt nhanh và mô-đun đầu dò có thể định cấu hình giúp tăng khả năng đáp ứng thiết lập PipeWIZARD iX của bạn cho các nhu cầu và môi trường kiểm tra khác nhau. Dải đai ống hẹp hơn cũng làm giảm đáng kể yêu cầu loại bỏ lớp sơn phủ so với phiên bản trước.
Hệ thống PipeWIZARD iX cho phép nhân viên kiểm tra hiện trường làm việc cùng nhau dễ dàng và hiệu quả hơn. Đèn báo tích hợp và chức năng phần mềm giúp dễ dàng giao tiếp giữa kỹ thuật viên máy quét và người vận hành, nhờ đó quá trình kiểm tra diễn ra suôn sẻ, ngay cả trong những điều kiện khó khăn nhất.
Quy trình kiểm tra và phân tích được tối ưu hóa
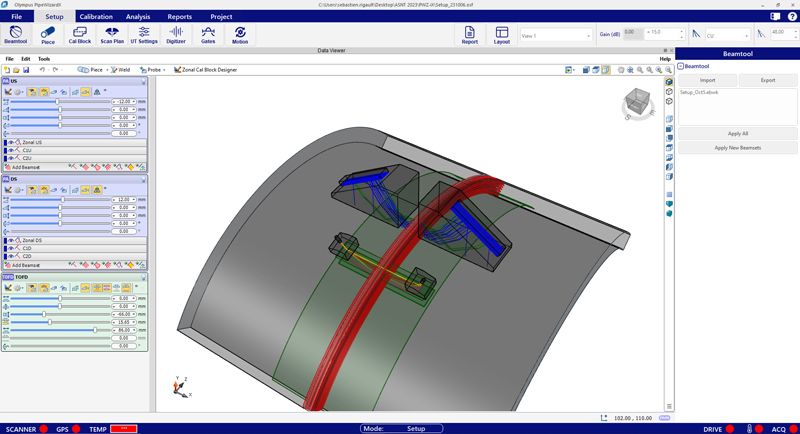
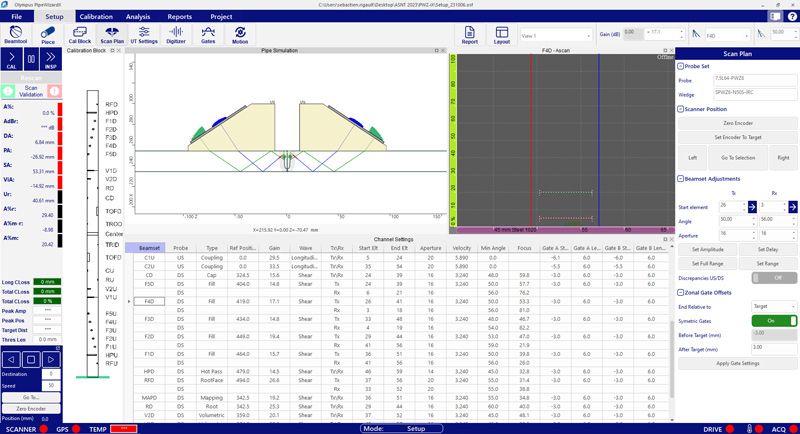
Được thiết kế tỉ mỉ để phản ánh các yêu cầu chính khi xác nhận mối hàn chu vi đáng tin cậy và tuân thủ tiêu chuẩn, phần mềm đồng hành PipeWIZARD iX dễ sử dụng hơn nhưng vẫn có các công cụ phức tạp và tiên tiến, bao gồm:
- Phần mềm ES BeamTool tích hợp
- Tính năng thiết kế khối hiệu chuẩn
- Tự động hiệu chuẩn bộ mã hóa vị trí
- Hỗ trợ phân tích
Để tăng khả năng truy cập dữ liệu và tính linh hoạt, thiết bị thu QuickScan iX PA lưu các tệp dữ liệu ở định dạng tệp mở, tạo điều kiện phát triển phần mềm tùy chỉnh.
Hệ thống kiểm tra mối hàn chu vi hoàn chỉnh
Hệ thống kiểm tra mối hàn chu vi PipeWIZARD iX được thiết kế cho các điều kiện khắc nghiệt, từ vùng cận Bắc Cực lạnh đến sa mạc nắng nóng. Phát hiện các khuyết tật bao gồm thiếu ngấu, không thấu hoàn toàn, rỗ xỉ, cháy chân, lệch, vết nứt, khớp nguội v.v. hệ thống PipeWIZARD iX thích ứng với tất cả các cấu hình mối hàn chu vi:
- Bất kỳ loại biên dạng mối hàn nào, bao gồm mép vát chữ J, mép vát chữ V, chữ V kép, X v.v.
- Độ dày thành ống thường từ 6 mm (0,25 in.) đến hơn 35 mm (1,4 in.); có các tùy chọn hỗ trợ đường ống dày hơn.
- Đường kính ống từ 168 mm (6,625 in.) đến 1524 mm (60 in.).
- Vật liệu ống từ thép carbon tiêu chuẩn đến các cấu hình phức tạp hơn, bao gồm Inconel và ống bọc.

Kiểm tra siêu âm tự động (AUT)
AUT mang lại các ưu điểm rõ ràng so với chụp X quang
Để kiểm tra mối hàn chu vi đường ống, kiểm tra siêu âm tự động (AUT) là sự lựa chọn thay thế cho chụp X quang truyền thống.
- Không có rủi ro bức xạ cho nhân viên, không có hóa chất hoặc mối lo ngại về môi trường
- Thời gian chu kỳ kiểm tra tương đối ngắn cho phép năng suất cao
- Độ chính xác phát hiện và định cỡ tốt hơn, dẫn đến tỷ lệ từ chối thấp hơn
- Đáp ứng các tiêu chí chấp nhận Đánh giá tới hạn chuyên gia (ECA) với phép đo chiều cao thẳng đứng và độ sâu của chỉ thị
- Phân tích thời gian thực từ màn hình đầu ra thông minh
- Dữ liệu và báo cáo kiểm tra
- Không cần cấp phép
Hỗ trợ nhiều kỹ thuật kiểm tra
Tận dụng siêu âm mảng pha tiên tiến linh hoạt và công nghệ siêu âm thông thường của hệ thống PipeWIZARD iX
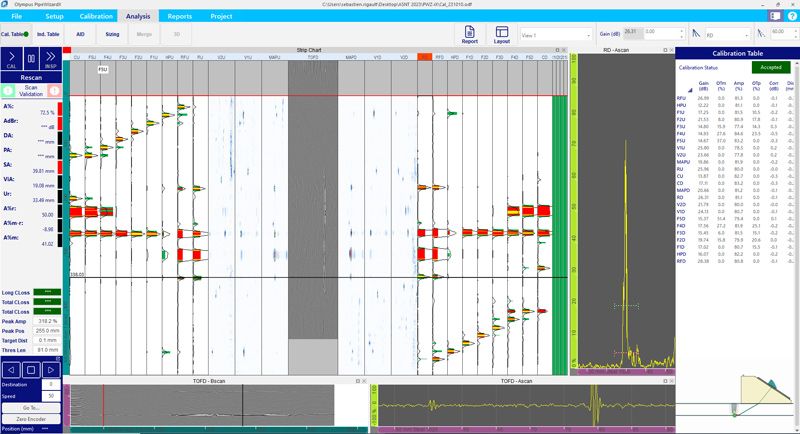
- Zone discrimination ― mỗi vùng, xấp xỉ bằng một đường hàn, được kiểm tra riêng lẻ bằng kỹ thuật xung PA hoặc kỹ thuật bắt cao độ, cho phép bao phủ toàn bộ khu vực mép vát và thể tích của mối hàn và định cỡ khuyết tật chính xác.
- Nhiễu xạ thời gian bay (TOFD) ― được sử dụng để xác nhận các chỉ thị nhìn thấy trên biểu đồ strip chart hoặc để cải thiện khả năng phát hiện và định cỡ trên các chỉ báo nhỏ hoặc lệch hướng.
- Mảng theo pha (PA) ― các kỹ thuật PA thông thường, chẳng hạn như quét theo từng khu vực, tuyến tính hoặc kết hợp, có thể được sử dụng làm phương pháp bổ sung hoặc để kiểm tra cấu hình mối hàn khi khả năng phân biệt vùng không tối ưu.
- UT thông thường ―để phát hiện các khuyết tật ngang trong cấu hình pitch-catch, đo độ dày thành, kiểm tra khu vực phía trên của mối hàn bằng sóng leo, v.v.
- Tương thích với phương pháp lấy nét tổng thể (TFM) ―công cụ thu thập dữ liệu QuickScan iX PA mạnh mẽ có khả năng hỗ trợ các chế độ phát phức tạp cần thiết cho các kỹ thuật nâng cao như TFM.
Tuân thủ tiêu chuẩn khi kiểm tra mối hàn chu vi AUT
Tự tin xác nhận các mối hàn chu vi theo các tiêu chuẩn và quy định quốc tế của các đường ống ngoài khơi và trên bờ. Hệ thống PipeWIZARD iX cho phép bạn thực hiện kiểm tra AUT tuân thủ các tiêu chuẩn sau:
- ASTM E-1961 (bao gồm các yếu tố thực hiện AUT của mối hàn chu vi như Zone disscription giải thích dữ liệu nhanh, khối hiệu chuẩn chuyên dụng và quy trình thiết lập)
- Tiêu chuẩn API 1104 (theo suy luận)
- Tiêu chuẩn DNV-OS-F101 (AUT ngoài khơi)
- Khi thông số kỹ thuật yêu cầu, bạn có thể tăng độ chính xác của việc xác định kích thước và đạt được mức độ phân giải vượt quá các yêu cầu của tiêu chuẩn.

Các tính năng chính của Hệ thống PipeWIZARD iX
- Công cụ thu thập dữ liệu QuickScan iX PA tích hợp hỗ trợ đầu dò PA với tối đa 256 biến tử và tối đa 10 đầu dò UT độc lập.
- Bộ thu nhận được gắn thuận tiện trên máy quét, loại bỏ sự suy giảm tín hiệu do cáp dài.
- Được tích hợp với phần mềm BeamTool của Eclipse Scientific để kiểm tra và phân tích, cung cấp kỹ thuật phân biệt vùng bao gồm cả tính năng thiết kế khối hiệu chuẩn.
- Phần mềm trang bị thêm nhiều công cụ tự động:
- Tự động thiết lập
- Bố cục tự động
- Tự động hiệu chuẩn bộ mã hóa
- Phân tích được hỗ trợ
- Tự động định cỡ theo chiều cao và chiều dài
- Cáp kết nối nhanh nhẹ, xoay chuyển dễ dàng và có nhiều độ dài khác nhau, giúp đơn giản hóa việc quản lý và cải thiện tỷ lệ tín hiệu trên nhiễu (SNR).
- Tùy chọn độ dài: 10 m, 20 m, 30 m và 50 m (32,8 ft, 65,6 ft, 98,4 ft và 164 ft).
- Bàn trượt máy quét dễ dàng thiết lập và vận hành với cơ chế điều chỉnh bánh xe và kẹp được cải tiến, giúp dễ dàng thích ứng với các đường kính ống khác nhau.
- Các bộ phận tối thiểu cần ít bảo trì và được thiết kế để đảm bảo độ bền trong mọi điều kiện.
- Chiều rộng của đai ống được giảm xuống, làm giảm lớp phủ cần loại bỏ (loại bỏ lớp phủ ngắn hơn so với model thế hệ trước); có thể sử dụng cùng một đai cho 2 đường kính ống bằng cách sử dụng các miếng đệm tùy chọn.
- Mô-đun chứa tới 12 đầu dò; bạn có thể dễ dàng bỏ và thêm các phụ kiện theo yêu cầu.
- Cánh tay lò xo thông minh (ít phải bảo trì) giữ đầu dò được trang bị chỉ mục để đặt chính xác độ lệch chỉ số.
- Giao tiếp trực tiếp giữa kỹ thuật viên máy quét và người vận hành (nút “Sẵn sàng” và đèn xác nhận quét).
- Tùy chọn GPS để ghi lại vị trí địa lý trong tệp dữ liệu.
- Phần cứng hệ thống sẵn sàng hỗ trợ FMC/TFM (tính năng phần mềm sắp ra mắt).
Thông số kỹ thuật hệ thống PipeWIZARD iX
| Kích cỡ | Máy quét đầy đủ có tay cầm | 577 mm × 578 mm × 210 mm (22,7 inch × 22,7 inch × 8,3 inch) |
| Bộ thu dữ liệu | 243 mm × 188 mm × 100 mm (9,6 inch × 7,4 inch × 3,9 inch) | |
| Cân nặng | Máy quét đầy đủ có tay cầm | 18 kg (40 lb) |
| Bộ thu dữ liệu | 4,8 kg (10,6 lb) | |
| Phạm vi đường kính ống | Từ 168 mm (6,625 inch) đến 1524 mm (60 inch) | |
| Tốc độ quét tối đa | 100 mm/giây (3,9 inch/giây) | |
| Môi trường | Nhiệt độ bảo quản | −30°C đến 60°C (−22°F đến 140°F) |
| Nhiệt độ hoạt động | −30°C đến 50°C (−22°F đến 122°F) | |
| Độ ẩm tương đối tối đa | 90% không ngưng tụ | |
| Mức độ ô nhiễm (mức độ) | 4 | |
| Độ cao | Lên tới 2000 m (6561 ft) | |
| Đánh giá IP | IP65 | |
| Hạng mục cài đặt | III | |
| Kết nối Ethernet | Giao diện Ethernet | 1000BASE-T (băng thông 1000 Mbps) |
| Chiều dài cáp | tối đa 30 m (100 ft) | |
| Loại cáp | Loại 5e trở lên, được che chắn | |
| Tốc độ truyền trên cáp Ethernet | Tối đa 940 Mb/giây | |
| Kết nối | RJ-45 cái, được bọc bảo vệ | |
| Yêu cầu về nguồn DC | Vôn | 24 VDC ±5% |
| Tối đa. sự tiêu thụ năng lượng | 360 W | |
| Hệ thống | Thời gian khởi động | Không có |
| Đầu nối đầu dò | Mảng 2 pha (IPEX) và 10 UT thông thường (LEMO) | |
| Hệ thông định vị | GPS bên ngoài (tùy chọn) | |
| Cảm biến nhiệt độ | Cặp nhiệt điện để theo dõi nhiệt độ nêm | |
| Kỹ thuật | Phân biệt vùng, PA, TOFD, UT | |
| TFM, PWI, PCI (sẵn sàng cho phần cứng, tính năng phần mềm trong nhà phát triển) | ||
Thông số kỹ thuật bộ tạo xung
| Tham số | PA | UT |
| Số lượng luật hội tụ | 1024 | không áp dụng |
| Đầu ra xung (thành 50 Ω) ±10% | 5, 10, 20, 40, 60, 80, 90 volt từ đỉnh đến đỉnh (Vpp) cho xung lưỡng cực | |
| Đầu ra xung (ở trở kháng cao) ± 10% | 7,8, 15,6, 31, 62, 93, 124, 140 Vpp cho xung lưỡng cực | |
| Số lượng bộ tạo xung | 64:256PR khi phát song song | 10 |
| Số biến tử | 256 | không áp dụng |
| Kênh UT | không áp dụng | P/E: lên tới 10 và P/C: lên tới 5 |
| Độ rộng xung/Bước (Độ chính xác 5 ns hoặc ±10%) | 30 ns đến 1000 ns (bước 5 ns) | |
| Giảm thời gian | 15 ns cho xung lưỡng cực 40 Vpp | |
| Hình dạng xung | Xung vuông lưỡng cực, dương và âm | |
| Trở kháng đầu ra | 25 Ω | 39 Ω |
Thông số kỹ thuật bộ thu
| Tham số | PA | UT |
| Tăng phạm vi/Tăng | 0 dB đến 80 dB (44 dB analog + 36 dB kỹ thuật số) | |
| Đạt được độ phân giải | 0,1dB | |
| Tín hiệu đầu vào tối đa | P/E & P/C: 1,15 Vpp | P/E & P/C: 1,04 Vpp |
| Trở kháng đầu vào | P/E: 59Ω ±10%; P/C: 69Ω ±10% | P/E & P/C: 132 Ω ±10% |
| Đạt được độ chính xác giữa các kênh (ở mức 20 dB) | 0,5dB | 0,1dB |
| Cách ly nhiễu xuyên âm giữa các kênh | >46 dB ở 5 MHz | >67 dB ở 5 MHz |
| Băng thông hệ thống (−3 dB) ±10% | 0,68 MHz đến 22,3 MHz | |
Thông số kỹ thuật file dữ liệu
| Bộ chuyển đổi A/D cơ bản | PA: 14 bit, 120 MSPS; UT: 14 bit, 120 MSPS |
| Tần số số hóa | 100 MHz |
| Độ phân giải biên độ | 8 bit / 16 bit |
| Chiều cao quét A | Lên tới 800% |
| Thông lượng dữ liệu toàn cầu | Lên tới 90 MB/giây |
| Tần số lặp lại xung tối đa (PRF) | 25 kHz |
| Số lượng mẫu A-Scan tối đa | 16380 |
| Độ sâu thu được | 163,8 µs không nén |
| Nén | 1 đến 2000 |
| Trung bình hóa tín hiệu | 1, 2, 4, 8, 16, 32, 64 |
| Chế độ sóng | RF/FW/HW+/HW− |
| Lọc kỹ thuật số | Thông thấp: 2, 4, 7,45 MHz Băng dải: 2 (1–3,5), 4 (2–6,5), 5 (2,5–8), 8 (4–12), 10 (5–16), 12 (6–18) MHz Thông cao: 4, 6, 8, 10 MHz |
Chứng chỉ và chứng nhận
| EMC | EN IEC 61326-1:2021, EN 61000-3-2:2014, EN 61000-3-3:2013 USA: FCC 47 CFR Part 15, Subpart B – Xác minh Canada : ICES-001 Số phát hành ngày 5 tháng 7 năm 2020 |
| GPS | ETSI EN 301 489-19 V2.2.1 (2022-09) |
| Phased Array | ISO-18563-1 (2015) |
Video