



















Đo độ dày bằng siêu âm là một kỹ thuật kiểm tra không phá hủy được sử dụng rộng rãi để đo độ dày của vật liệu từ một mặt tiếp xúc. Phương pháp có kết quả nhanh, đáng tin cậy và tương đối linh hoạt. Không giống như khi sử dụng panme hoặc thước cặp, phương pháp chỉ yêu cầu tiếp xúc từ một mặt của mẫu thử. Thiết bị đo chiều dày siêu âm sử dụng nguyên lý bắt nguồn từ các thiết bị sonar, xuất hiện từ khoảng cuối những năm 1940. Các thiết bị nhỏ, xách tay được tối ưu hóa cho nhiều ứng dụng đã trở nên phổ biến hơn từ những năm 1970. Những tiến bộ sau này trong công nghệ vi xử lý đã dẫn đến các dụng cụ nhỏ, có hiệu suất cao và dễ sử dụng hơn.
Tham khảo thêm một số bài viết liên quan đến chủ đề kiểm tra đo chiều dày siêu âm.
- Ứng dụng đo độ dày trong ngành F&B: Khoản đầu tư vận hành thông minh
- Ý nghĩa của chế độ hiển thị dạng sóng (A-Scan) trong kiểm tra đo chiều dày siêu âm
- Vận tốc truyền sóng siêu âm trong vật liệu
- Kiểm tra siêu âm lớp lót ổ trục Babbitt
- 5 mẹo để cải thiện độ chính xác của phép đo với máy đo độ dày Magna-Mike 8600
- Nguyên lý đo độ dày hiệu ứng Hall với Magna-Mike 8600
- Nguyên lý hoạt động của thiết bị MagnaMike 8600
- Phương pháp tiếp cận khi đánh giá ăn mòn dưới lớp cách nhiệt (CUI) của hệ thống đường ống
- Đo độ dày của sản phẩm thủy tinh và lớp phủ thủy tinh
- Đo mật độ hạt trong gang bằng phương pháp kiểm tra siêu âm
- Để bút Sono mạnh hơn lưỡi gươm: các mẹo sử dụng
- Chuẩn hóa việc kiểm tra độ dày với bản đồ vị trí đo tùy chỉnh tương tác trực quan
- UT Drone: Kỷ nguyên mới của việc kiểm tra siêu âm trên cao
- Kiểm tra ăn mòn dưới gối đỡ (CUPS) sử dụng PA-CAT (TM)
- Ứng dụng kiểm tra siêu âm dưới nước
- Đường ống dẫn nước chính và vai trò của nó trong thủy điện?
- Đo độ dày vật liệu siêu mỏng sử dụng đầu dò siêu âm tần số cao (trên 20 MHz)
- Thực hiện đánh giá FFS cho thiết bị áp lực
- Các vấn đề cần chú ý khi sử dụng chất tiếp âm nhiệt độ cao
- CÂU HỎI & ỨNG DỤNG ĐIỂN HÌNH ĐẦU DÒ EMAT TRÊN MÁY ĐO CHIỀU DÀY OLYMPUS 38DL PLUS
- Chọn đúng loại chất tiếp âm cho ứng dụng kiểm tra siêu âm
- Phân tích nguyên nhân hư hỏng trong khoa học vật liệu
Có thể sử dụng thiết bị đo chiều dày siêu âm cho các vật liệu như thế nào?
Hầu như bất kỳ vật liệu thông thường nào cũng có thể được đo bằng siêu âm. Máy đo độ dày siêu âm có thể được thiết lập cho kim loại, nhựa, vật liệu tổng hợp, sợi thủy tinh, gốm sứ… Thường có thể thực hiện phép đo trực tiếp, cũng như đo chiều dày nhiều lớn hoặc lớp phủ riêng. Mức chất lỏng và các mẫu sinh học cũng có thể đo được miễn là vật liệu có dẫn âm
Các vật liệu thường không phù hợp với thiết bị đo siêu âm thông thường vì khả năng truyền sóng âm tần số cao kém bao gồm gỗ, giấy, bê tông và các sản phẩm rỗng, có nhiều bọt.
Nguyên lý hoạt động của máy đo độ dày siêu âm
Năng lượng âm có phổ tần số khá rộng rộng. Âm thanh có thể nghe được có dải tần số tương đối thấp với giới hạn trên khoảng hai mươi nghìn chu kỳ mỗi giây (20 Kilohertz). Tần số càng cao thì cao độ mà chúng ta cảm nhận được càng cao. Siêu âm là năng lượng âm thanh ở tần số cao hơn, vượt quá giới hạn thính giác của con người. Hầu hết các thử nghiệm siêu âm được thực hiện trong dải tần từ 500 KHz đến 20 MHz, mặc dù một số thiết bị chuyên dụng có thể sử dụng dải tần từ 50 KHz tới 100 MHz. Dù ở tần số nào, năng lượng âm thanh bao gồm một dạng dao động cơ học có tổ chức truyền qua môi trường như không khí hoặc thép theo các định luật cơ bản của lan truyền sóng.

Máy đo độ dày siêu âm hoạt động bằng cách đo chính xác thời gian để một xung âm thanh được tạo ra bởi một đầu dò, gọi là đầu dò siêu âm truyền qua mẫu thử và phản xạ trở lại từ bề mặt bên trong hoặc bề mặt đối diện. Vì sóng âm phản xạ từ mặt phân cách giữa các loại vật liệu khác nhau, phép đo này thường được thực hiện từ một phía ở chế độ đo “xung / vọng” hay “Pulse-Echo”.
Đầu dò chứa một phần tử áp điện được kích thích bởi một xung điện ngắn để tạo ra sóng siêu âm. Các sóng siêu âm được truyền vào vật liệu thử nghiệm cho đến khi chúng gặp phải bề mặt phía đối diện hoặc ranh giới khác bên trong vật liệu. Các sóng phản xạ sau đó truyền trở lại đầu dò, chuyển đổi năng lượng âm thanh trở lại thành năng lượng điện. Về bản chất, thiết bị đo siêu âm lắng nghe tiếng vọng trả về đầu dò. Thông thường, khoảng thời gian này chỉ là vài phần triệu giây. Máy đo được cài đặt trước tốc độ sóng âm trong vật liệu thử nghiệm, từ đó nó có thể tính độ dày bằng cách sử dụng mối quan hệ toán học đơn giản
T = (V) x (t / 2)
Trong đó:
– T = Độ dày của chi tiết cần kiểm tra
– V = Vận tốc của âm thanh trong vật liệu thử nghiệm
– t = Thời gian di chuyển tới và trở về đo được bởi đầu dò
Cần lưu ý là vận tốc của sóng siêu âm trong vật liệu thử nghiệm là một giá trị quan trọng của phép tính này. Các vật liệu khác nhau truyền sóng âm với vận tốc khác nhau, nói chung nhanh hơn ở vật liệu cứng và chậm hơn ở vật liệu mềm, và vận tốc âm thanh có thể thay đổi đáng kể theo nhiệt độ. Vì vậy, luôn luôn cần hiệu chỉnh máy đo độ dày siêu âm với tốc độ âm thanh trong vật liệu được đo và độ chính xác của phép đo phụ thuộc vào hiệu chuẩn này.
Sóng âm trong dải megahertz không truyền tốt trong không khí, vì vậy người ta sử dụng một chất lỏng giúp ghép nối giữa đầu dò và mẫu thử để truyền âm tốt hơn. Các chất tiếp âm phổ biến là glycerin, propylene glycol, nước, dầu và gel. Chỉ cần một lượng nhỏ, vừa đủ để lấp đầy khoảng không khí cực kỳ mỏng tồn tại giữa đầu dò và chi tiết cần kiểm tra
Các chế độ đo của máy đo chiều dày siêu âm
Có ba cách phổ biến để đo khoảng thời gian biểu thị sự truyền của sóng âm qua mẫu thử. Chế độ 1 là cách tiếp cận phổ biến nhất, chỉ đơn giản là đo khoảng thời gian giữa xung kích thích tạo ra sóng âm thanh và xung phản xạ đầu tiên vọng trở lại và trừ đi một giá trị độ lệch 0 nhỏ để bù cho sự chậm trễ của thiết bị, cáp và đầu dò. Chế độ 2 liên quan đến việc đo khoảng thời gian giữa xung phản xạ từ bề mặt của mẫu thử và xung phản xạ mặt đối diện đầu tiên. Chế độ 3 liên quan đến việc đo khoảng thời gian giữa hai lần phản xạ trở lại đầu dò liên tiếp nhau của mặt đối diện.
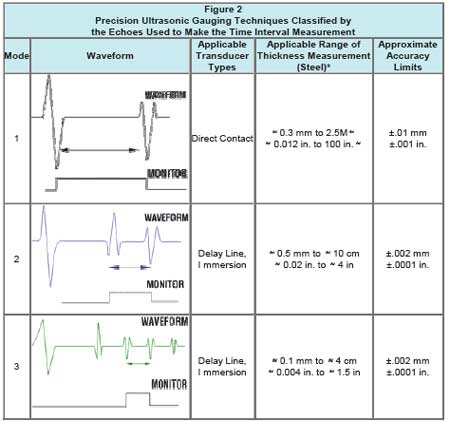
Loại đầu dò và các yêu cầu ứng dụng cụ thể thường sẽ quyết định việc lựa chọn chế độ. Chế độ 1, được sử dụng với đầu dò tiếp xúc, là chế độ kiểm tra phổ biến nhất và được khuyến nghị cho hầu hết các ứng dụng. Chế độ 2, được sử dụng với đầu dò nêm trễ hoặc đầu dò nhúng, thường được sử dụng cho các phép đo trên các bề mặt lõm hoặc lồi hoặc trong không gian hạn chế với nêm trễ hoặc đầu dò nhúng, để đo giá trị độ dày tức thời của vật liệu chuyển động với đầu dò nhúng và cho đo nhiệt độ cao với đầu dò nêm trễ. Chế độ 3, cũng được sử dụng với đầu nêm trễ hoặc đầu dò nhúng, thường cung cấp độ chính xác đo cao nhất và độ phân giải để đo độ dày tối thiểu tốt nhất, với yêu cầu khả năng lan truyền tốt, chế độ này thường được sử dụng khi không thể đáp ứng các yêu cầu về độ chính xác và / hoặc độ phân giải trong Chế độ 1 hoặc 2. Tuy nhiên, Chế độ 3 chỉ có thể được sử dụng trên các vật liệu tạo ra nhiều xung phản xạ mặt đáy, điển hình là các vật liệu có độ suy giảm thấp như kim loại hạt mịn, thủy tinh và hầu hết các vật liệu dạng gốm.
Các loại thiết bị đo chiều dày siêu âm
Máy đo độ dày siêu âm thương mại thường được chia thành hai loại: máy đo độ dày ăn mòn và máy đo độ dày chính xác. Ứng dụng quan trọng nhất của thiết bị đo siêu âm là đo độ dày thành còn lại của ống kim loại, bể chứa, các bộ phận kết cấu và bình chịu áp lực bị ăn mòn bên trong mà không thể nhìn thấy từ bên ngoài. Thiết bị đo độ dày ăn mòn được thiết kế cho loại phép đo này, sử dụng các kỹ thuật xử lý tín hiệu được tối ưu hóa để phát hiện độ dày còn lại tối thiểu của mẫu thử bề mặt thô, bị ăn mòn và chúng sử dụng đầu dò biến tử kép chuyên dụng cho mục đích này.
Thiết bị đo độ dày chính xác sử dụng đầu dò một biến tử được khuyến nghị cho tất cả các ứng dụng khác, bao gồm kim loại mịn cũng như nhựa, sợi thủy tinh, vật liệu tổng hợp, cao su và gốm sứ. Với nhiều loại đầu dò có sẵn, thiết bị đo chính xác cực kỳ linh hoạt và trong nhiều trường hợp có thể đo với độ chính xác +/- 0,001 “(0,025 mm) hoặc hơn, cao hơn độ chính xác có thể đạt được với thiết bị đo chiều dày ăn mòn.
Các loại đầu dò đo chiều dày siêu âm
Đầu dò tiếp xúc trực tiếp

Như tên của nó, đầu dò tiếp xúc được sử dụng để tiếp xúc trực tiếp với mẫu thử. Các phép đo với đầu dò tiếp xúc thường đơn giản để thực hiện và chúng thường là lựa chọn đầu tiên cho hầu hết các ứng dụng đo độ dày phổ biến khác ngoài đo độ dày ăn mòn.
Đầu dò nêm trễ

Đầu dò nêm trễ kết hợp một hình trụ bằng nhựa, epoxy, hoặc silica nung chảy được gọi là nêm trễ nằm giữa biến tử áp điện và mẫu thử. Lý do chính để sử dụng nêm trễ là nó cho các phép đo vật liệu mỏng, trong đó điều quan trọng là phải phân biệt xung phát khỏi xung vọng của mặt đáy. Nêm trễ có thể được sử dụng như một miếng cách nhiệt, bảo vệ biến tử đầu dò nhạy nhiệt khỏi tiếp xúc trực tiếp với các mẫu thử nóng và nêm trễ cũng có thể được gia công để cải thiện khả năng tiếp âm vào các bề mặt cong.
Đầu dò nhúng
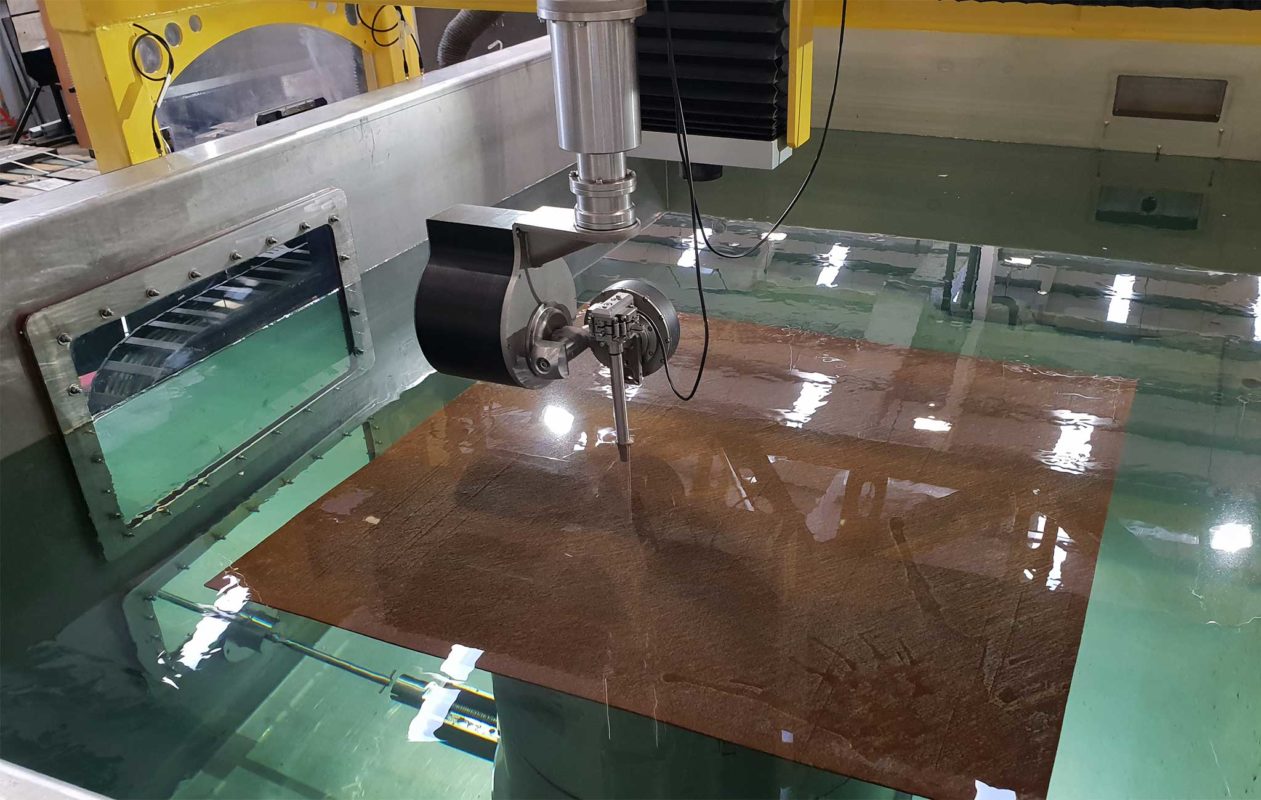
Đầu dò nhúng sử dụng cột hoặc bể nước để truyền năng lượng siêu âm vào mẫu thử. Chúng có thể được sử dụng để đo trực tuyến hoặc đo trong quá trình sản phẩm chuyển động, cho các phép đo quét bề mặt hoặc để tối ưu hóa việc ghép âm cho các bề mặt thay đổi liên tục.
Đầu dò biến tử kép

Đầu dò biến tử kép, hay đơn giản là “đầu dò đôi”, được sử dụng chủ yếu để đo bề mặt thô ráp, bị ăn mòn với thiết bị đo độ dày ăn mòn. Kết hợp các biến tử truyền và nhận riêng biệt được gắn trên một nêm trễ nghiên một góc nhỏ để tập trung năng lượng vào một khoảng cách đã chọn bên dưới bề mặt của mẫu thử. Mặc dù phép đo với biến tử kép không chính xác như với các loại đầu dò khác, nhưng chúng thường cung cấp hiệu suất phản hồi tốt hơn đáng kể trong các ứng dụng khảo sát ăn mòn.
Những yếu tố cần xem xét khi chọn máy đo chiều dày siêu âm
Trong bất kỳ ứng dụng đo chiều dày siêu âm nào, việc lựa chọn thiết bị đo và đầu dò sẽ phụ thuộc vào vật liệu cần đo, phạm vi độ dày, độ phân giải bề mặt, hình dáng hình học, nhiệt độ đo tối đa, yêu cầu cấp chính xác và các điều kiện liên quan đến phép đo như lớp phủ, điều kiện bề mặt, mức độ ăn mòn, tuổi thọ công trình... Chúng tôi cung cấp đầy đủ thông tin chi tiết cho các ứng dụng cụ thể. Dưới đây là những yếu tố chính cần được xem xét.
Vật liệu cần kiểm tra
Loại vật liệu và phạm vi độ dày đo được là những yếu tố quan trọng nhất trong việc lựa chọn thiết bị đo và đầu dò. Nhiều vật liệu kỹ thuật phổ biến bao gồm kim loại, gốm sứ và thủy tinh truyền siêu âm rất hiệu quả và có thể dễ dàng đo được trên một phạm vi độ dày rộng. Hầu hết các loại nhựa hấp thụ năng lượng siêu âm nhanh hơn và do đó có phạm vi độ dày tối đa hạn chế hơn, nhưng vẫn có thể đo dễ dàng trong hầu hết các tình huống. Cao su, sợi thủy tinh và nhiều loại vật liệu tổng hợp có thể suy giảm nhiều hơn và thường yêu cầu thiết bị đo có độ xuyên thấu cao với bộ tạo xung / bộ thu được tối ưu hóa cho hoạt động tần số thấp.
Độ dày cần đo
Phạm vi độ dày cũng sẽ quyết định loại thiết bị đo và đầu dò được chọn. Nói chung, vật liệu mỏng được đo ở tần số cao và vật liệu dày hoặc suy giảm được đo ở tần số thấp. Đầu dò nêm trễ thường được sử dụng trên vật liệu rất mỏng, mặc dù đầu dò nêm trễ (và nhúng) sẽ có độ dày tối đa có thể đo được bị hạn chế hơn do có khả năng bị nhiễu tín hiệu từ nhiều mặt giao diện. Trong một số trường hợp liên quan đến dải độ dày rộng và / hoặc nhiều vật liệu, có thể cần nhiều hơn một loại đầu dò hoặc sử dụng nhiều nêm với thông số khác nhau.
Hình dáng của vật cần kiểm tra
Khi độ cong bề mặt của một chi tiết tăng lên, hiệu quả ghép nối giữa đầu dò và mẫu thử bị giảm, do đó bán kính cong của mặt kiểm tra giảm thì kích thước của đầu dò nói chung cũng nên giảm. Phép đo trên các bề mặt cong, đặc biệt là cong lõm, có thể yêu cầu đầu dò nêm trễ có hình dáng contour hoặc đầu dò nhúng không tiếp xúc để truyền âm thanh tốt. Đầu dò nêm trễ và đầu dò nhúng cũng có thể được sử dụng để đo trong rãnh, hốc và các khu vực tương tự bị hạn chế tiếp cận.
Nhiệt độ bề mặt
Các đầu dò tiếp xúc thông thường thường có thể được sử dụng trên các bề mặt lên đến khoảng 125° F hoặc 50° C. Việc sử dụng các đầu dò tiếp xúc trực tiếp trên vật liệu nóng hơn có thể dẫn đến hư hỏng vĩnh viễn do hiệu ứng giãn nở nhiệt trên biến tử. Trong những trường hợp như vậy, luôn phải sử dụng đầu dò nêm trễ chịu nhiệt độ cao, đầu dò nhúng hoặc đầu dò biến tử kép cho nhiệt độ cao.
Tham khảo về kiểm tra siêu âm cho nhiệt độ cao tại đây:
- Phương pháp tiếp cận khi đánh giá ăn mòn dưới lớp cách nhiệt (CUI) của hệ thống đường ống
- Ứng dụng phân tích XRF và XRD từ A tới Z
- Các vấn đề cần chú ý khi sử dụng chất tiếp âm nhiệt độ cao
- Chọn đúng loại chất tiếp âm cho ứng dụng kiểm tra siêu âm
- Chế độ Echo-to-Echo và THRU-COAT® hoạt động như thế nào khi kiểm tra ăn mòn và đo chiều dày siêu âm
Sự chuyển đổi pha tín hiệu
Đôi khi có những ứng dụng trong đó vật liệu có trở kháng âm thanh thấp (mật độ nhân với vận tốc âm thanh) được liên kết với vật liệu có trở kháng âm thanh cao hơn. Các ví dụ điển hình bao gồm lớp phủ sơn, nhựa, cao su và thủy tinh trên thép hoặc các kim loại khác, và lớp phủ polyme trên sợi thủy tinh. Trong những trường hợp này, xung phản xạ từ ranh giới giữa hai vật liệu sẽ bị đảo pha hoặc ngược pha so với xung phản xạ thu được từ bề mặt chỉ tiếp xúc với không khí. Điều kiện này thường có thể được giải quyết bằng một thay đổi thiết lập đơn giản trong thiết bị, nhưng nếu không tính đến điều kiện này, các kết quả đo có thể không chính xác.
Mức chính xác của phép đo chiều dày siêu âm
Nhiều yếu tố ảnh hưởng đến độ chính xác của phép đo trong một ứng dụng nhất định, bao gồm các hiệu chuẩn thiết bị, tính đồng nhất của vận tốc âm thanh vật liệu, độ suy giảm và tán xạ âm thanh, độ nhám bề mặt, độ cong, khả năng tiếp âm kém và tính không song song của mặt phản xạ đối diện. Tất cả các yếu tố này cần được xem xét khi lựa chọn thiết bị đo và đầu dò. Với các hiệu chuẩn thích hợp, các phép đo thường có thể được thực hiện với độ chính xác +/- 0,001″ hoặc 0,01 mm, và trong một số trường hợp, độ chính xác có thể đạt đến 0,0001″ hoặc 0,001 mm. Tốt nhất có thể xác định độ chính xác trong một ứng dụng nhất định thông qua việc sử dụng các mẫu chuẩn tham chiếu có độ dày đã biết chính xác. Nói chung, các thiết bị đo sử dụng đường nêm trễ hoặc đầu dò nhúng cho các phép đo Chế độ 3 có thể xác định độ dày của một bộ phận một cách chính xác nhất.


