


















Đánh giá Fitness for Service (FFS) là phương pháp tiêu chuẩn và tốt nhất khi sử dụng để xác định mức độ phù hợp của thiết bị có thể tiếp tục sử dụng được không.
Thiết bị áp lực được định nghĩa là thiết bị ngăn chặn sự chênh lệch áp suất giữa môi trường bên trong và bên ngoài. Một số ví dụ về thiết bị áp lực là đường ống và bình áp lực được sử dụng để vận chuyển và lưu trữ chất lỏng.
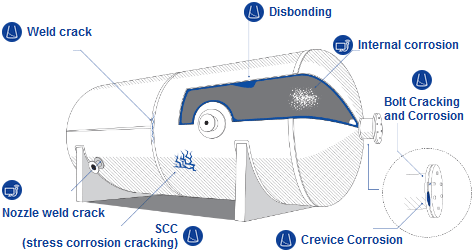
Trong ngành công nghiệp dầu khí, hư hỏng phổ biến nhất của thiết bị áp lực đang sử dụng là do ăn mòn cục bộ. Đây là một mối đe dọa lớn vì nó có thể gây gián đoạn sản xuất, ô nhiễm môi trường, làm hư hỏng các cấu trúc khác và gây thương tích hoặc tử vong cho con người.
Vào năm 2018, một sự cố ăn mòn đường ống dẫn dầu 30 inch đã dẫn đến một vụ nổ và cái chết đáng tiếc của công nhân. Cuộc điều tra kết luận rằng sự ăn mòn do hư hại của một lớp phủ bên ngoài. (Tìm hiểu thêm các cơ chế hư hỏng vật liệu). Thật không may, ăn mòn thường không được phát hiện trước khi hỏng hóc xảy ra. Nếu ăn mòn đã được phát hiện sớm, có nhiều hướng dẫn an toàn có thể sử dụng để kỹ sư đánh giá tình trạng của thiết bị.
Đánh giá Fitness-for-Service (FFS) các hư hại do ăn mòn
Đánh giá Fitness for Service (FFS) là phương pháp tiêu chuẩn và tốt nhất khi sử dụng để xác định mức độ phù hợp của thiết bị có thể tiếp tục sử dụng được không. Có một số cách tiếp cận FFS phổ biến được trình bày trong Bảng 1. Quy trình phổ biến nhất được Viện Dầu mỏ Hoa Kỳ (API) công bố trong API 579, có các quy trình riêng để đánh giá tổn thất kim loại nói chung (Phần 4), mất kim loại cục bộ (Phần 5) và rỗ (Phần 6).
Viện Tiêu chuẩn Anh đã xuất bản BS 7910 để cung cấp hướng dẫn đánh giá các sai sót trong kết cấu. Quy trình BS 7910 Phụ lục G bao gồm cả tổn thất kim loại cục bộ và chung trong đường ống và bình chịu áp lực nhưng có một số khác biệt với quy trình được sử dụng bởi API 579 đối với tổn thất kim loại cục bộ.
| Phương pháp tiếp cận / Tiêu chuẩn | Lưu ý |
|---|---|
| API RP579, Chapters 4, 5, 6 | Ăn mòn chung, cục bộ và rỗ. Chủ yếu thiết kế dựa trên code. |
| ASME B31G | Sử dụng cho đường ống pipeline. Thận trọng. |
| British Energy R6 collapse solutions | Thích hợp để đánh giá nhanh độ ăn mòn theo chu vi. |
| BS 7910 Annex G | Bắt nguồn từ quy trình của British Gas về đường ống. |
| DNV RP F101 | Đối với ống piping. Bao gồm các hệ số an toàn từng phần và tải trọng bên ngoài. |
| PD 5500 and ASME code cases | Cân nhắc, sử dụng sức bền thực tế thay vì SMYS. |
| Reverse Design Code | PD5500, ASME, v.v. Đơn giản. Sử dụng độ dày thực tế so với yêu cầu của code. |
| Shell Global Solutions handbooks for piping, elbows and pressure vessels | Quy trình nội bộ. Kết hợp các phương pháp: RP579, R6 và EPERC. |
Phương pháp luận FFS và API 579
Độ dày mỏng của thành vật liệu có thể được theo dõi để xác định tốc độ ăn mòn và tuổi thọ còn lại của tài sản. Các thông số này được coi là một phần của tiêu chí dự đoán và loại bỏ được sử dụng để xác định tuổi thọ sử dụng còn lại và mức độ sử dụng an toàn trong quá trình thu thập dữ liệu ăn mòn.
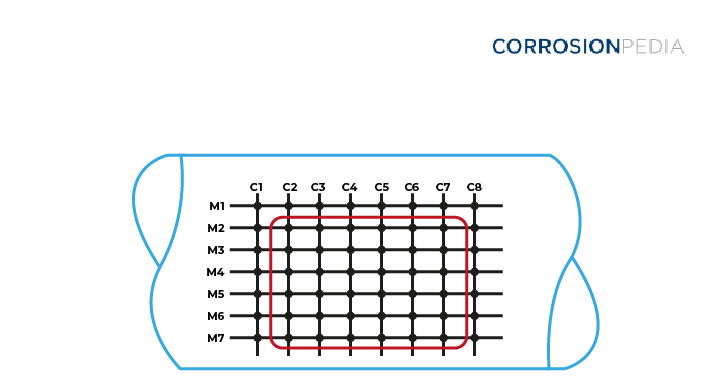
Thu thập dữ liệu có thể từ các phương pháp kiểm tra không phá hủy (NDE) như kiểm tra siêu âm. Phương pháp này có thể được sử dụng khi đánh giá bồn bể áp lực.
Hình 1 cho thấy kết quả thu được một máy kiểm tra siêu âm quét qua khu vực nghi ngờ ăn mòn gây suy giảm vật liệu. Biên dạng độ dày tại mỗi điểm lưới được ghi lại để phân tích sau này.
Bạn có thể ước tính tuổi thọ còn lại của cấu kiện khi thực hiện theo các hướng dẫn từng bước được cung cấp bởi tiêu chuẩn API 579 từ tài liệu bên dưới. Chiều dày thành yêu cầu tối thiểu ở mặt phẳng chu vi và mặt phẳng dọc được tính theo các công thức toán học sau:
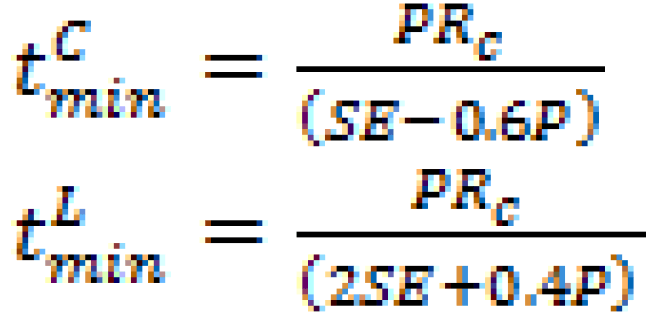
- E = hệ số hiệu quả mối hàn
- S = ứng suất cho phép
- P = áp suất thiết kế tối đa
- R = bán kính bình áp lực
Hai con số này sau đó được so sánh với độ dày đo được trung bình thu được từ kết quả kiểm tra siêu âm. Tuổi thọ còn lại của bình chịu áp lực được xác định bằng cách tính tốc độ ăn mòn và khoảng thời gian giữa các lần đo với các phương trình dưới đây. (Tìm đọc: Chuyển đổi đơn vị tốc ăn mòn: Các cách đơn giản để chuyển đổi dữ liệu giữa các đơn vị ăn mòn phổ biến.)

Hoặc

Cẩn thận với những bất liên tục trong vật liệu
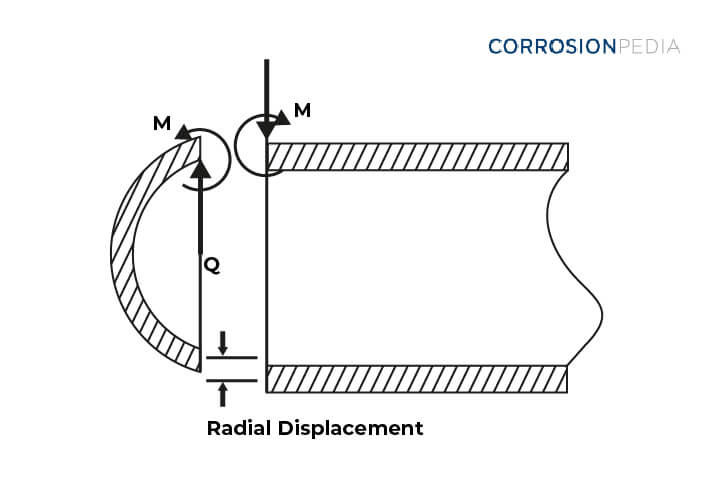
Các thủ tục đánh giá FFS có một hạn chế vì chúng hầu như luôn luôn bắt nguồn từ một đường ống thẳng đơn giản mà không tính đến các vị trí không liên tục. Tại vị trí có sự thay đổi về hình học (như khớp nối), mômen uốn tăng lên do chuyển vị không tương thích. Từ bản vẽ chi tiết trên Hình 2, tác dụng của lực cắt và mômen ở vị trí khớp nối dẫn đến mô men uốn tăng cao.
Ngoài ra, sự gián đoạn về cấu trúc gây ra những thách thức vì chúng chưa được xác nhận đầy đủ bằng dữ liệu thử nghiệm. Các chủ sở hữu tài sản cần đảm bảo rằng các nhà thầu chịu trách nhiệm có kinh nghiệm phân tích phần tử hữu hạn (FEA) hoặc xác nhận dữ liệu cho các hình dạng này.
Các bài toán về gián đoạn cấu trúc thường rất khó giải về mặt phân tích, đôi khi là không thể.
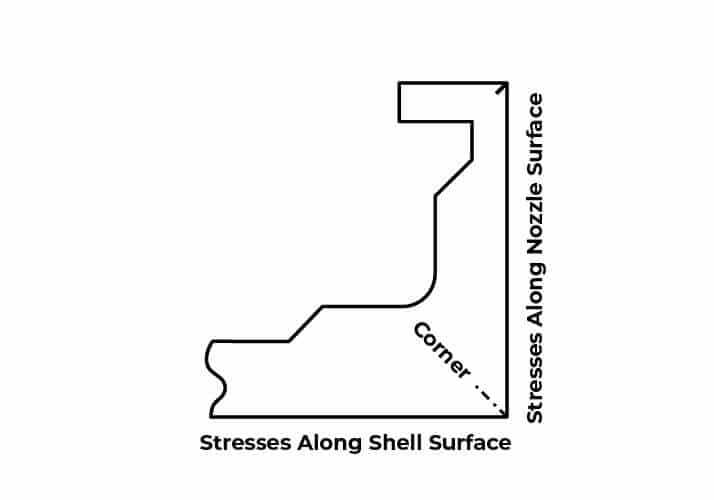
Tính toán bất liên tục tại Nozzles
Cấu hình ứng suất cho một họng phun Nozzle thậm chí còn phức tạp hơn so với những trường hợp bất liên tục khác. Các ứng suất nguyên lý ở bề mặt bên trong của góc nằm trong mặt phẳng trục của vỏ bồn như thể hiện trong Hình 3. API 579 đã điều chỉnh các quy tắc thay thế cụm (tức là thiết kế ngược) để ngăn chặn sự cố của vòi phun bị ăn mòn, nhưng điều này không tính đến sự ăn mòn cục bộ của các chi tiết liên quan khác.
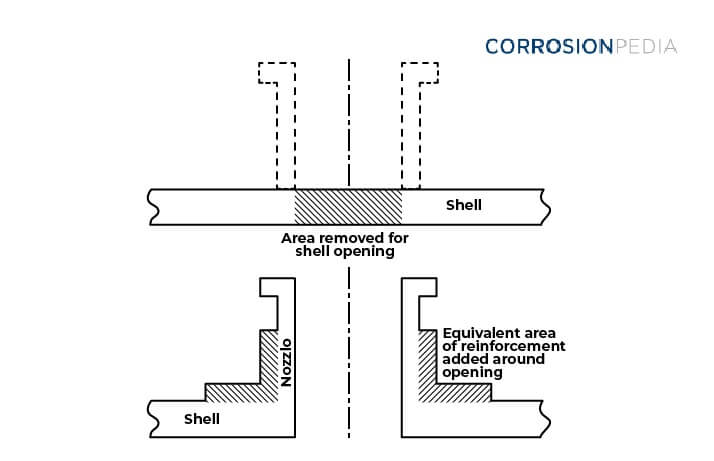
Để tránh sự cố do các đầu phun bị ăn mòn, có thể làm theo các phương pháp khả dụng sau:
- ASME VIII Division 1 “area replacement rule”
- The Welding Research Council’s method (WRC 107), or
- The BS PD5500 elastic stress design rules.
Việc lựa chọn đánh giá phụ thuộc vào các tham số đầu vào có sẵn và phương pháp nào sẽ đảm bảo tính toàn vẹn mà không quá bảo thủ. Tuy nhiên, việc sử dụng các tiêu chí global collapse criteria không phải lúc nào cũng đủ để đảm bảo tính phù hợp dịch vụ và không có phương pháp tiêu chuẩn đánh giá ăn mòn vòi phun nào được chấp nhận rộng rãi trên toàn thế giới.
Tương lai của các quy trình đánh giá FFS ăn mòn
Các ủy ban quy tắc ở Hoa Kỳ và Châu Âu tiếp tục tham khảo kinh nghiệm của nhau vì vậy tương lai của FFS có thể sẽ là những bài học kinh nghiệm tổng hợp. Sự chứng thực từ API, BSI và các tiêu chuẩn khác trong tương lai gần sẽ nâng cao lòng tin của người dùng và khuyến khích ứng dụng rộng rãi hơn.
Tại thời điểm này API 579 và BS 7910 là các thủ tục được sử dụng phổ biến nhất. Ứng dụng của API 579 dành cho thiết bị của Hiệp hội Kỹ sư Cơ khí Hoa Kỳ (ASME). Việc áp dụng API 579 trên các thiết bị khác yêu cầu giải thích cẩn thận các quy trình.
BS 7910 có thể được áp dụng cho nhiều loại thiết bị hơn vì nó được viết theo cách tổng quát hơn mà không cần tham chiếu đến code thiết kế cụ thể của ngành. Mặc dù người dùng có thể sử dụng phán đoán của họ, BS 7910 vẫn yêu cầu một số chuyên môn kỹ thuật ở tất cả các cấp độ đánh giá, với mức độ bảo thủ giảm dần với cấp độ đánh giá ngày càng tăng.
Tốc ăn mòn là gì?
Tốc độ ăn mòn là tốc độ mà kim loại bất kỳ trong một môi trường cụ thể bị mất đi. Nó cũng có thể được định nghĩa là lượng hao mòn do ăn mòn mỗi năm theo chiều dày. Tốc độ hoặc tốc độ hư hỏng phụ thuộc vào điều kiện môi trường và loại và tình trạng của kim loại được theo dõi. Một số dữ liệu phải được thu thập khi tính toán tốc độ ăn mòn của bất kỳ kim loại nào.
Dữ liệu bắt buộc bao gồm:
- Trọng lượng bị mất (sự giảm trọng lượng của kim loại trong thời gian tham chiếu).
- Khối lượng riêng của kim loại.
- Tổng diện tích bề mặt ban đầu.
- Khoảng thời gian thực hiện.
Giải thích về tốc độ ăn mòn hay corrosion rate
Tốc độ ăn mòn được thể hiện rõ nhất bằng độ dày hoặc trọng lượng khi bề mặt của kim loại bị ăn mòn đồng đều trên toàn bộ khu vực đã tiếp xúc.
Nó được tính bởi công thức:
R = d / t
Tốc độ ăn mòn có đơn vị µm / y nhưng cũng có thể được tính bằng mức suy giảm trọng lượng g / m2 hay mg / dm2, oz / ft2.
Tổng lượng bề dày bị mất tính bằng micromet là: d. Thời gian xảy ra ăn mòn là t = thời gian tính bằng năm.
Tốc độ này có thể thay đổi nếu tốc độ được biểu thị bởi hàm trên được sử dụng để so sánh tốc độ ăn mòn trong một khoảng thời gian không dưới một năm với tốc độ được tính toán trong thời gian ngắn. Điều này là do tốc độ ăn mòn trong thời gian ngắn dễ bị thay đổi theo môi trường biến động theo mùa. Phương pháp này liên quan đến việc cho mẫu kim loại hoặc hợp kim thử tiếp xúc với môi trường cụ thể trong một thời gian cụ thể. Tiếp theo là làm sạch kỹ để loại bỏ các sản phẩm ăn mòn và sau đó xác định trọng lượng của kim loại bị mất do ăn mòn.
Tỷ lệ ăn mòn cũng có thể được tính như sau:
R = KW / (? AT)
Trong đó
- K = hằng số
- W = tổng trọng lượng đã mất
- T = thời gian ăn mòn của kim loại
- A = diện tích bề mặt của kim loại tiếp xúc
- ? = mật độ kim loại tính bằng g / cm³
Ăn mòn kim loại trong môi trường nước có thể được sử dụng để giải thích phương pháp xác định tốc độ ăn mòn khác. Nhúng tấm sắt vào dung dịch nước và sự gia tăng lượng ion sắt tích lũy được đo bằng phương pháp trắc quang, Fe3+.
Hướng dẫn từng bước
