



















Giới thiệu về IRIS trong tube testing
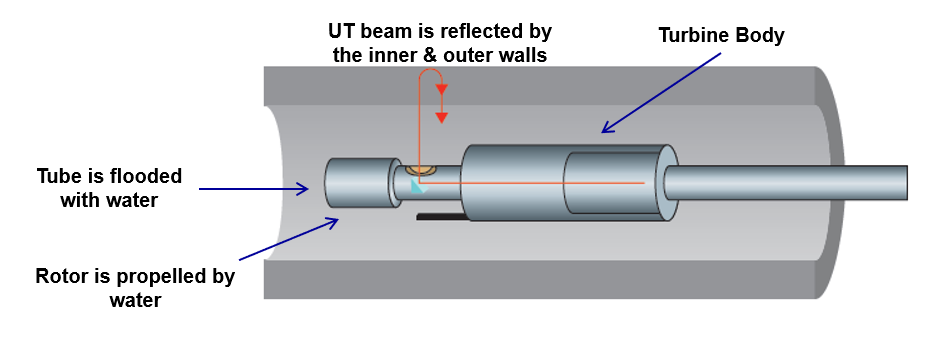
Hệ thống kiểm tra siêu âm đầu dò quay bên trong (IRIS) dựa trên nguyên tắc đo độ dày bằng sóng siêu âm. Đầu dò IRIS bao gồm một đầu dò siêu âm được hướng theo đường tâm của ống và đi tới một gương quay (Hình dưới). Gương phản xạ chùm tia theo hướng vuông góc với trục khi nó quay trong ống. Đầu dò IRIS quét toàn bộ chu vi khi nó được kéo bên trong lòng ống.
Nguyên lý IRIS trong tube testing
- Đầu dò đặt bên trong tuabin tạo ra một xung siêu âm dọc theo trục của ống.
- Chùm tia siêu âm được phản xạ trên gương 45 ° và hướng vuông góc với thành ống.
- Siêu âm được phản xạ một phần bởi mặt ID ống, truyền qua chiều dày thành và cuối cùng được phản xạ bởi mặt OD.
- Vận tốc siêu âm của vật liệu ống cho phép tính độ dày thành ống bằng cách sử dụng sự chênh lệch giữa OD và ID.
- Nước được bơm qua cáp đầu dò tới tuabin.
- Gương quay với tốc độ khoảng 40 vòng/s.
- Việc gương quay tròn cho phép kiểm tra toàn bộ thành ống.
- Một chốt nhỏ gắn vào tuabin tạo ra phản xạ siêu âm mỗi khi gương đi qua chốt.
- Tín hiệu phản xạ từ chốt được sử dụng để đồng bộ hóa hiển thị trên màn hình C-Scan.
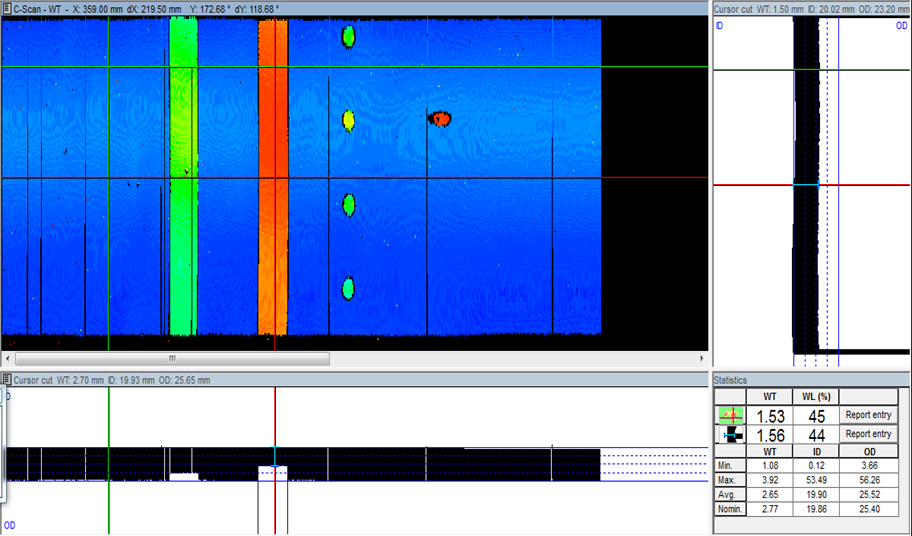
Phương pháp IRIS chủ yếu được sử dụng để kiểm tra các ống thép cacbon và đôi khi được sử dụng trong các ống phi sắt từ để xác minh lại khuyết tật. Phương pháp này rất chính xác để đo độ dày cũng như phát hiện các khuyết tật ID và OD. Tuy nhiên, IRIS sẽ bỏ sót các ăn mòn dạng pitting và vết nứt. Màn hình IRIS bao gồm mặt cắt ngang của ống
và C-Scan của ống.
Lưu ý khi kiểm tra tube testing với IRIS
- Thích hợp cho các vật liệu thép carbon hay kim loại màu.
- Phát hiện giảm chiều dày thành ống như ăn mòn, xói mòn và rỗ.
- Đo giá trị độ dày chính xác của thành ống.
- Phù hợp nhiều loại đường kính ống và độ dày thành ống.
- Sử dụng cho ống có chiều dày ~1mm trở lên.
- Là kỹ thuật phụ trợ cho RFT/NFT và MFL.
- Việc làm sạch ống là RẤT quan trọng để tránh tổn thất suy hao khi kiểm tra.
- Tốc độ kéo thông thường từ 50mm/s.
- Kiểm tra 70-100 ống mỗi ca làm việc.
- Độ nhạy phát hiện khuyết tật có đường kính đáy từ 1,5 mm, giảm chiều dày từ 5% (thay đổi tùy theo kích thước ống/độ sạch ống).
- Độ chính xác khi đánh giá suy giảm chiều dày thành ống tới +/- 0,05mm.
Ưu nhược điểm chính của kỹ thuật IRIS
Ưu điểm
- Kiểm tra 100% phạm vi ống.
- Có thể kiểm tra cả ống sắt từ và ống phi sắt từ.
- Phân biệt được giữa khuyết tật ID và OD.
- Không bị ảnh hưởng bởi vách ngăn hay tấm ống.
- Có thể kiểm tra kích thước ống lên đến 3 inch OD với độ dày thành lên đến 6mm.
- Có file dữ liệu có thể lưu trữ từ kết quả thử nghiệm.
Nhược điểm
- Cần nước ngập ống để dẫn âm.
- Các ống phải được làm sạch kỹ lưỡng.
- Không thể phát hiện các vết nứt theo chu vi.
- Yêu cầu một số phụ kiện bổ sung.
- Bộ phụ kiện và đầu dò đắt tiền.
- Chỉ có thể kiểm tra được các khúc ống thẳng.
Mẫu chuẩn phương pháp IRIS
Ống hiệu chuẩn IRIS cung cấp các khuyết tật chính xác để thực hiện hiệu chuẩn siêu âm. Về mặt kỹ thuật, hiệu chuẩn để kiểm tra IRIS là không bắt buộc nhưng có thể sử dụng việc hiệu chuẩn như một cách xác thực các thiết lập trên thiết bị và giúp thiết lập hiệu chuẩn chính xác hơn.
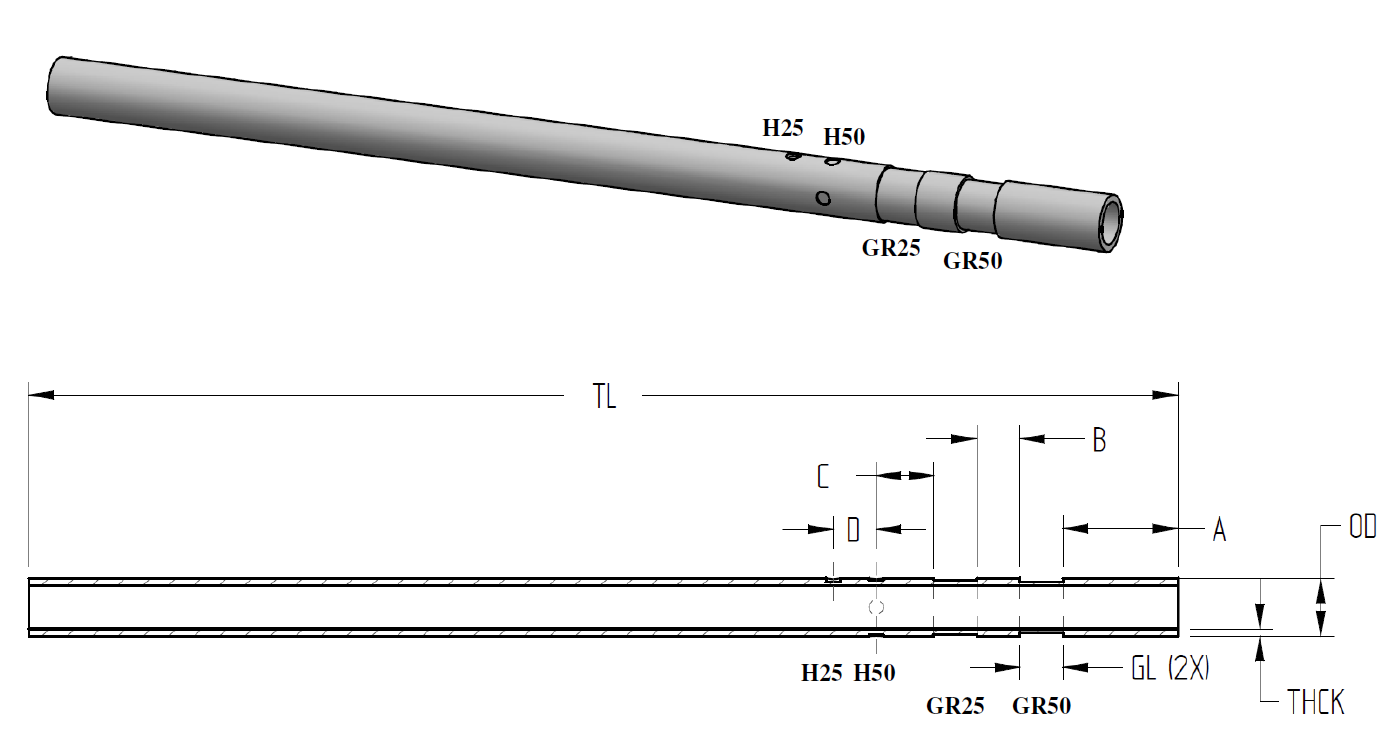
| Khuyết tật | Độ sâu (%WT) | Đường kính | Khuyết tật | Độ sâu (%WT) | Đường kính |
| GR25 | 25 % | – | H25 | 25 % (4x) | If OD>0.75”, 0.197” Else: 0.157” |
| GR50 | 50 % | – | H50 | 50% | If OD>0.75”, 0.157” Else: 0.118” |
| Biến số | Giá trị (mm) | Biến số | Giá trị (mm) |
| A | 51mm | D | 19mm |
| B | 19mm | GL | 19mm |
| C | 25mm | TL | 508mm |
Thông tin tham khảo thêm
- Khử cặn và làm sạch bộ trao đổi nhiệt và kiểm tra chất lượng làm sạch
- Phân tích nguyên nhân hư hỏng trong khoa học vật liệu
- Sử dụng nội soi công nghiệp giúp tăng độ an toàn cho các nhà máy nhiệt điện
- Tối đa hóa tốc độ kiểm tra RFT tube testing
- Tối đa hóa tốc độ kiểm tra IRIS tube testing
- Tính toán chi phí kiểm tra theo đánh giá RBI với Excel
- Sử dụng Excel lên danh sách kiểm tra tube testing thay phần mềm MultiView/Carto
- Nguyên lý MFL sử dụng trong Tube testing
- Nguyên lý APR sử dụng trong Tube testing
- Nguyên lý RVI sử dụng trong Tube testing
- Nguyên lý IRIS sử dụng trong Tube testing
- Nguyên lý RFT sử dụng trong Tube testing
- Nguyên lý ECT sử dụng trong Tube testing
- Chọn đúng kỹ thuật kiểm tra với Tube testing
- Kiểm tra NDT đường ống (tube testing) sử dụng kết hợp nhiều kỹ thuật