Giới thiệu về ECT trong tube testing
Để tìm hiểu nguyên lý kiểm tra dòng điện xoáy nói chung, xin tham khảo thông tin tại đây.
Dòng điện xoáy ECT là kỹ thuật kiểm tra ống nhanh nhất và được ưa chuộng nhất hiện có. Tuy nhiên, dòng điện xoáy chỉ có thể được sử dụng trên các vật liệu kim loại màu như đồng thau, đồng, đồng-niken và thép không gỉ Austenitic.
Các khuyết tật cục bộ cũng như ăn mòn thành ống có thể được phát hiện và đánh giá định lượng. ECT có thể phát hiện cả khuyết tật bên trong và bên ngoài và có thể phân biệt giữa hai loại này. Các vết nứt có thể được phát hiện tùy thuộc vào kích thước và hướng của chúng. Bằng cách áp dụng chế độ kiểm tra Đa tần số, các khuyết tật dưới các tấm đỡ (support) có thể được phát hiện và ở một mức độ nào đó được đánh giá định lượng.
Nguyên lý ECT trong tube testing
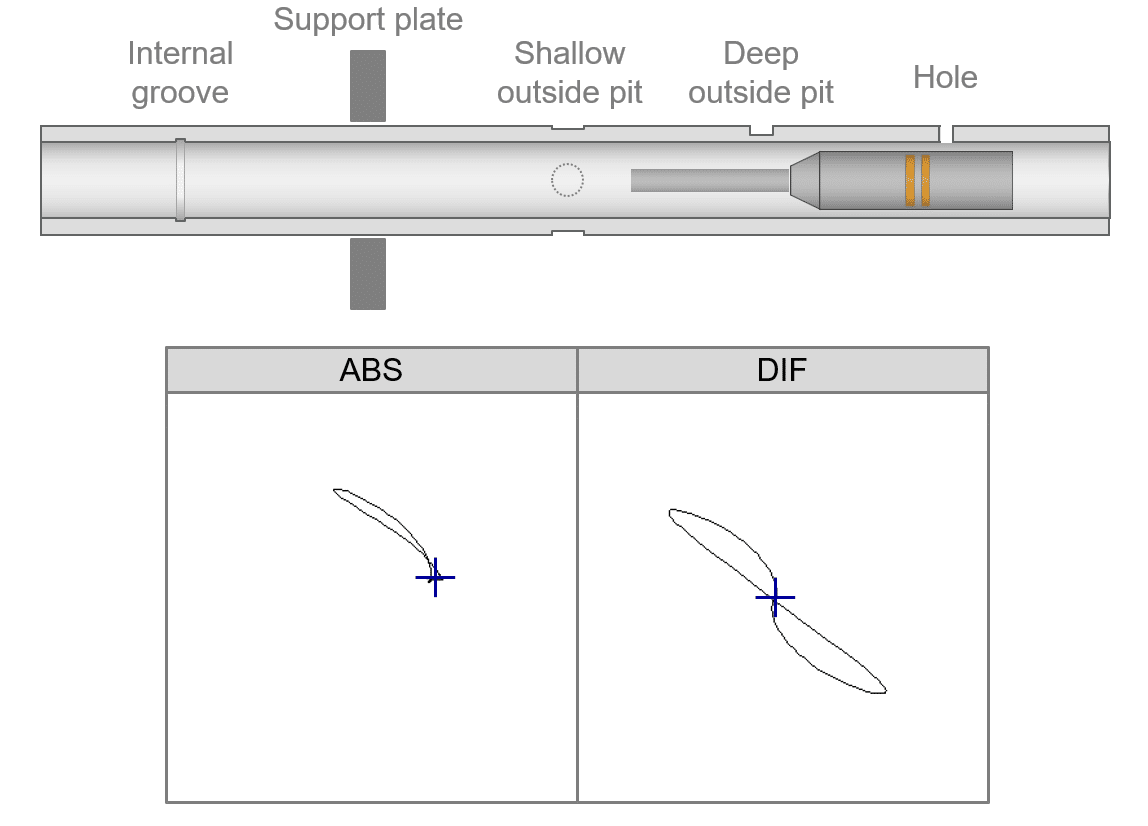
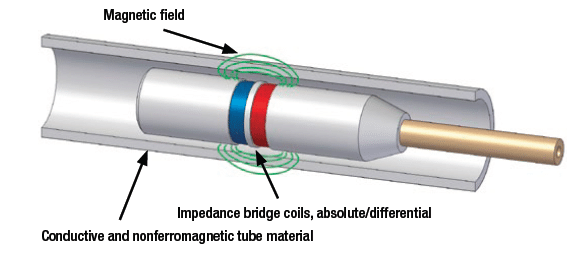
Đầu dò được sử dụng trong kiểm tra Dòng điện xoáy chứa một cuộn dây tạo ra từ trường thay đổi. Khi đầu dò ở bên trong ống là vật liệu dẫn điện, từ trường này sẽ gây ra dòng điện xoáy trong vật liệu ống. Lượng dòng điện xoáy có thể đi trong thành ống phụ thuộc vào tình trạng của ống tại vị trí của các cuộn dây. Các dòng điện xoáy trong ống này sẽ sinh ra một từ trường chống lại từ trường ban đầu của cuộn dây. Kết quả của hai từ trường đối lập ảnh hưởng đến trở kháng của cuộn dây trong đầu dò. Điều này có nghĩa là trở kháng của cuộn dây phụ thuộc vào tình trạng ăn mòn của ống. Các tín hiệu đại diện cho trở kháng của cuộn dây tương ứng với tình trạng của ống được hiển thị trên màn hình máy tính.
Hai cuộn dây trong đầu dò được kích thích bằng dòng điện xoay chiều; tạo ra một từ trường xung quanh chúng. Từ trường này xuyên qua vật liệu ống và tạo ra dòng điện xoáy trong vật liệu ống.
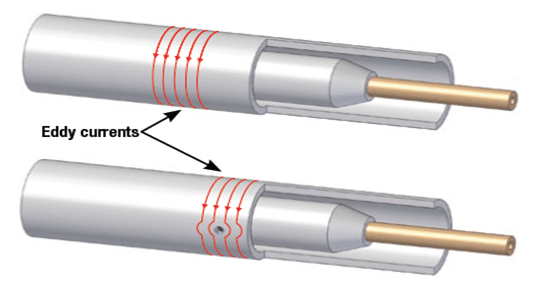
Bất kỳ khuyết tật nào làm thay đổi lưu thông dòng điện xoáy sẽ làm thay đổi trở kháng của các cuộn dây trong đầu dò. Những thay đổi đó trong trở kháng của các cuộn dây được đo và sử dụng để phát hiện khuyết tật trong ống.
Lưu ý khi kiểm tra tube testing với ECT
- Có thể sử dụng như một kỹ thuật độc lập
- Yêu cầu làm sạch không khắt khe như kỹ thuật IRIS.
- Thích hợp chủ yếu cho vật liệu phi sắt từ như SS304/316, đồng, nhôm, titan, Inconel
- Phát hiện pit, ăn mòn, xói mòn, vết nứt dọc trục
- Các vết nứt chu vi có thể sử dụng công nghệ bổ sung như ECA hoặc đầu dò dạng AC
- Sử dụng đa tần số để phân tích tốt hơn và định cỡ khuyết tật cũng như phân biệt với vị trí support.
- Phân biệt được giữa khuyết tật ID và OD
- Đầu dò cần có hệ số điền đầy tốt để duy trì độ nhạy (FF từ 0,85 – 0,9)
- Yêu cầu đầu dò nằm ở tâm ống để duy trì độ nhạy ổn định và giảm tín hiệu lift-off
- Tốc độ kiểm tra rất nhanh (1-2m/s), 500 – 1000 ống mỗi ca làm việc
- Sử dụng đầu dò đặc biệt với các vị trí ống cong (U-Bend)
Ưu nhược điểm chính của kỹ thuật ECT
Ưu điểm
- Tốc độ kiểm tra nhanh
- Phân biệt giữa khuyết tật ID và OD
- Độ tin cậy và độ chính xác của kết quả kiểm tra
- Có thể phát hiện vị trí thành mỏng dần và các ăn mòn cục bộ kích thước nhỏ
- Kiểm tra dữ liệu số, file kết quả có thể lưu trữ trên máy tính
- Sử dụng đa tần số giúp tìm thấy và đánh giá chính xác các khiếm khuyết dưới tấm đỡ (vách ngăn)
- Phát hiện được các vị trí nứt
Nhược điểm
- Chỉ giới hạn các ống vật liệu không có từ tính.
- Các ăn mòn pitting nhỏ (~ 0.5 mm) rất khó phát hiện và đánh giá
- Bất liên tục ở liền kề tấm chắn cuối rất khó phát hiện
- Các vị trí ăn mòn đồng đều dễ bị đánh giá sai
- Mẫu chuẩn cần sử dụng đúng loại ống đang kiểm tra
- Các đường ống phải được làm sạch tương đối.
- Yêu cầu kỹ năng kiểm tra để phân tích và đánh giá dữ liệu.
- Việc phát hiện nứt phụ thuộc vào hướng và kích thước
Mẫu chuẩn phương pháp ECT
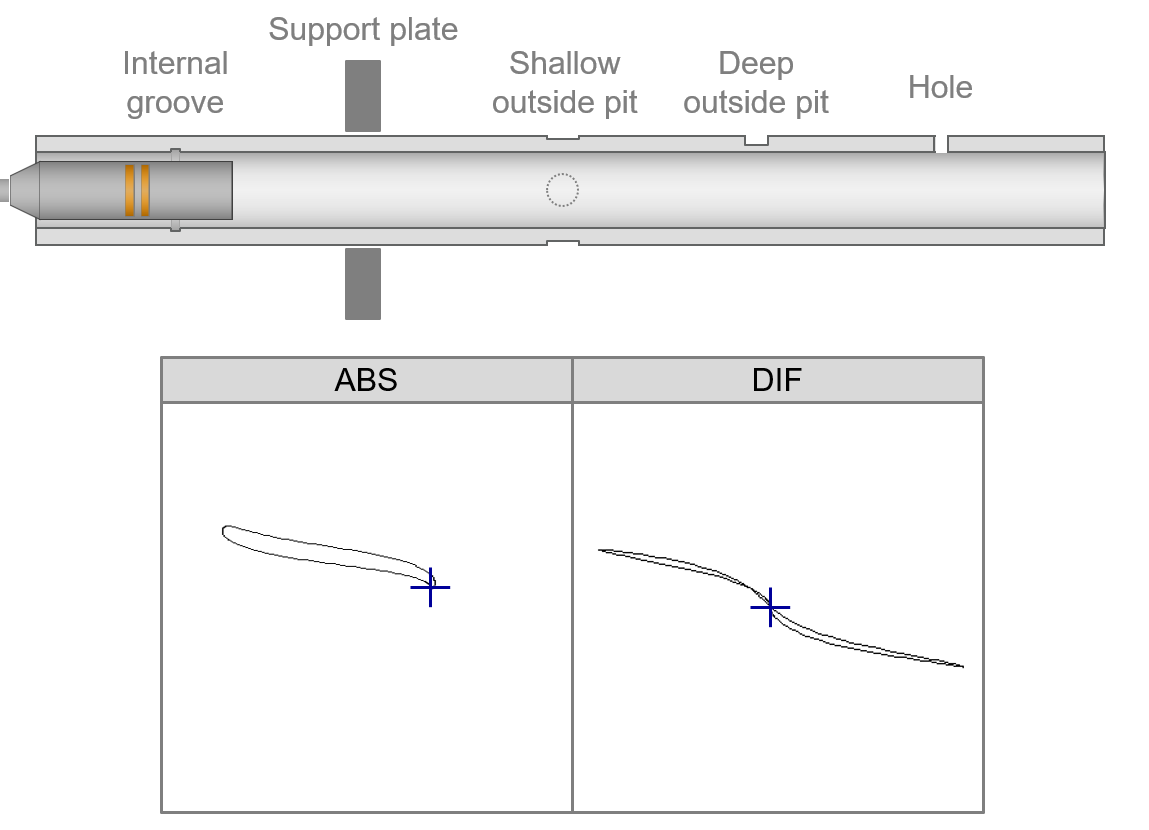
Ống hiệu chuẩn ECT bên dưới cung cấp mọi khiếm khuyết cần thiết để thực hiện hiệu chuẩn ECT tốt và xây dựng các đường cong pha-kích thước khuyết tật. Trên thực tế, ống theo thiết kế này vượt qua các yêu cầu của tiêu chuẩn ASME. Ngoài ra, nó cũng cung cấp các khuyết tật về độ mỏng của thành ống để giúp người dùng thực hiện hiệu chuẩn chính xác hơn.
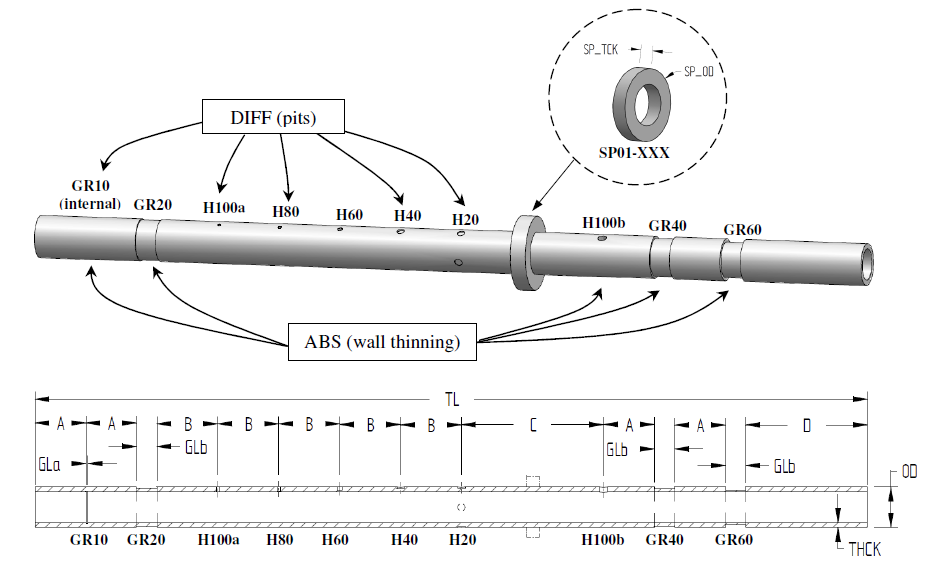
| Khuyết tật | Độ sâu (%WT) | Đường kính | Khuyết tật | Độ sâu (%WT) | Đường kính |
| GR10 | 10 % (internal) | – | H80 | 80 % | 0.078” |
| GR20 | 20 % | – | H60 | 60% | 0.125” |
| GR40 | 40 % | – | H40 | 40% | 0.188” |
| GR60 | 60 % | – | H20 | 20% | 0.188” (4 holes) |
| H100a | Thru | If OD>0.75”, 0.067” Else: 0.052” | H100b | Thru | If OD>0.75”, 0.125” Else: 0.078” |
| Biến | Giá trị (mm) | Biến | Giá trị (mm) | Biến | Giá trị (mm) |
| A | 32mm | D | 76mm | TL | 521mm |
| B | 38mm | GLa | 1.6mm | SP_OD | OD + 19mm |
| C | 89mm | GLb | 13mm | SP_TCK | 10mm |