Ứng dụng
Sử dụng đầu dò biến tử kép (“đôi”) để đo chiều dày kim loại còn lại trong các ứng dụng ăn mòn corrosion.
Vấn đề
Bất cứ thứ gì được làm từ kim loại cấu trúc thông thường đều có thể bị ăn mòn. Một vấn đề đặc biệt quan trọng mà nhiều ngành công nghiệp phải đối mặt là đo chiều dày thành còn lại của pipe, tube hoặc bồn bể có thể bị ăn mòn ở bề mặt bên trong. Việc ăn mòn như vậy thường không thể phát hiện bằng cách kiểm tra trực quan mà không cắt hoặc tháo rời đường ống hoặc bồn bể. Kết cấu các dầm thép, đặc biệt là các giá đỡ cầu nối và các thanh gia cố móng thép, cũng có thể bị ăn mòn làm giảm chiều dày ban đầu của kim loại. Nếu không bị phát hiện trong một khoảng thời gian, sự ăn mòn sẽ làm suy yếu các thành và có thể dẫn đến các hỏng hóc cấu trúc nguy hiểm. Sự cân nhắc cho an toàn và kinh tế đều đòi hỏi các ống kim loại, bồn bể chứa hoặc các cấu trúc bị ăn mòn phải được kiểm tra một cách thường xuyên. Kiểm tra siêu âm là một phương pháp không phá hủy được chấp nhận rộng rãi để thực hiện kiểm tra vấn đề này, và kiểm tra siêu âm kim loại bị ăn mòn thường được thực hiện với các bộ đầu dò biến tử kép.
Nguyên lý hoạt động
Các bề mặt không đều thường xuyên gặp trong các tình huống ăn mòn mang lại lợi thế kép cho các bộ đầu dò biến tử đơn. Tất cả các phép đo đạc bằng siêu âm liên quan đến việc định thời gian cho một vòng chu kỳ sóng âm trong vật liệu kiểm tra. Bởi vì kim loại rắn có trở kháng âm khác với khí, chất lỏng hoặc sản phẩm ăn mòn, như quy mô hoặc rỉ sét, xung sóng âm sẽ phản xạ từ bề mặt dưới của kim loại còn lại. Thiết bị kiểm tra được lập trình với vận tốc sóng âm trong vật liệu kiểm tra và tính toán chiều dày thành từ công thức đơn giản
Khoảng Cách = (Vận Tốc) × (Thời Gian)
Hầu hết các thiết bị đo lường được thiết kế cho các ứng dụng ăn mòn đều đo khoảng thời gian di chuyển vòng đến xung dội thành dưới quay về. Nhiều thiết bị cũng có thể đo khoảng thời gian giữa nhiều xung dội liên tiếp. Kỹ thuật này có thể rất hữu ích trong các tình huống liên quan đến sơn dày hoặc các lớp phủ đồng dạng, tuy nhiên phép đo echo-to-echo (xung dội đến xung dội) có thể kém hiệu quả hơn trong việc phát hiện pitting và đo đạc chiều dày mỏng nhất thực sự của thành ống hoặc bồn bể.
Các bộ đầu dò biến tử kép kết hợp phần biến tử phát và thu riêng biệt được gắn trên các đường trễ thường được cắt ở một góc với mặt phẳng ngang (góc mái) để các đường chùm tia phát và thu đi đến bề mặt thành dưới của mẫu kiểm tra. Thiết kế chùm tia chéo này cung cấp hiệu ứng hội tụ giúp tối ưu hóa việc đo chiều dày thành mỏng nhất trong các ứng dụng ăn mòn. Thông thường, các bộ đầu dò biến tử kép sẽ nhạy hơn các bộ đầu dò biến tử đơn cho các xung dội từ đáy hố ăn mòn để thể hiện chiều dày thành mỏng nhất còn lại. Ngoài ra, bộ đầu dò biến tử kép thường được sử dụng hiệu quả hơn trên các bề mặt gồ ghề bên ngoài. Chất tiếp âm sẽ lắp đầy tại các hố ăn mòn trên bề mặt ngoài mà tại đó sóng âm thô có thể tạo ra các xung dội interface dài gây cản trở độ phân giải gần bề mặt của các bộ đầu dò biến tử đơn. Với một đầu dò biến tử kép, biến tử thu sẽ không thể nhận xung dội sai này. Cuối cùng, bộ đầu dò biến tử kép được thiết kế cho các phép đo ở nhiệt độ cao mà nó sẽ làm hỏng đầu dò biến tử đơn loại tiếp xúc trực tiếp.
Thiết bị
Một số thiết bị đo chiều dày bằng sóng siêu âm loại nhỏ, cầm tay được thiết kế đặc biệt cho các ứng dụng khảo sát ăn mòn. Thông thường, các thiết bị đo đạc này sẽ được sử dụng với một nhóm các bộ đầu dò biến tử kép chuyên dụng, bao gồm các phạm vi chiều dày và điều kiện nhiệt độ khác nhau. Trong một số ứng dụng quan trọng, đặc biệt là ở nhiệt độ cao, người sử dụng có thể yêu cầu màn hình dạng sóng âm waveform để giúp xác minh rằng xung dội hợp lệ đang được phát hiện. Thiết bị đo chiều dày 38DL PLUS® có màn hình dạng sóng âm waveform được thiết kế cho các trường hợp như vậy. Để biết chi tiết đầy đủ, xem datasheet của thiết bị. Một thiết bị khác được thiết kế cho loại kiểm tra này là thiết bị đo chiều dày 45MG®. Trong các ứng dụng ăn mòn corrosion, bộ đầu dò biến tử kép cũng có thể được sử dụng hiệu quả với các thiết bị Ultrasonic Flaw Detector. Thiết bị kiểm tra khuyết tật Ultrasonic Flaw Detector, chẳng hạn như dòng Olympus EPOCH 650® và EPOCH 6LT® cung cấp phép đo đạc chiều dày cũng như hiển thị dạng sóng âm waveform.
Quy trình kiểm tra ăn mòn
Các nguyên tắc chung sau đây áp dụng cho tất cả các phép đo ăn mòn với đầu dò biến tử kép, cho dù được sử dụng với thiết bị đo độ dày cầm tay hoặc với thiết bị kiểm tra khuyết tật. Hãy nhớ rằng, trong mọi trường hợp, thiết bị phải được hiệu chuẩn chính xác với vận tốc sóng âm và giá trị zero offset theo đúng quy trình được tìm thấy trong sách hướng dẫn sử dụng.
1. Lựa chọn đầu dò:
Đối với bất kỳ hệ thống đo lường sử dụng sóng siêu âm nào (đầu dò cộng với thiết bị đo độ dày hoặc thiết bị kiểm tra khuyết tật) sẽ có chiều dày vật liệu tối thiểu dưới mức mà các phép đo đạc hợp lệ sẽ không thể thực hiện được. Thông thường, phạm vi tối thiểu này sẽ được chỉ định trong tài liệu của nhà sản xuất. Khi tần số đầu dò tăng, chiều dày đo tối thiểu sẽ giảm. Trong các ứng dụng ăn mòn, trong đó chiều dày thành tối thiểu còn lại thường là thông số được đo, điều đặc biệt quan trọng là phải biết phạm vi chỉ định của đầu dò đang được sử dụng. Nếu một đầu dò biến tử kép được sử dụng để đo một mẫu thử nằm dưới phạm vi tối thiểu được thiết kế của nó, thiết bị đo có thể phát hiện xung dội không hợp lệ và hiển thị số đọc chiều dày không chính xác. Bảng dưới đây liệt kê các chiều dày tối thiểu có thể đo lường được cho vật liệu thép đối với các bộ đầu dò biến tử kép tiêu chuẩn được sử dụng với các thiết bị đo chiều dày 38DL PLUS® và 45MG®, thiết bị kiểm tra khuyết tật EPOCH 650® và EPOCH 6LT®. Lưu ý rằng những con số này là gần đúng. Mức tối thiểu có thể đo lường chính xác trong một ứng dụng nhất định phụ thuộc vào vận tốc vật liệu, điều kiện bề mặt và hình học, và nó phải được xác định bằng thực nghiệm bởi người sử dụng.
2. Điều kiện bề mặt:
Các tình trạng lỏng lẻo hoặc bong tróc, gỉ sét, ăn mòn hoặc bụi bẩn trên bề mặt bên ngoài của mẫu kiểm tra sẽ cản trở việc truyền năng lượng sóng âm từ đầu dò vào vật liệu kiểm tra. Do đó, bất kỳ bề mặt bong tróc nào thuộc loại này phải được làm sạch khỏi mẫu kiểm tra bằng bàn chải sợi cứng hoặc sợi thép trước khi kiểm tra. Nói chung, có thể thực hiện các phép đo ăn mòn thông qua các lớp gỉ mỏng, miễn là vết gỉ mịn và liên kết tốt với kim loại bên dưới. Một số bề mặt đúc hoặc bị ăn mòn rất thô có thể phải được mài hoặc chà nhám mịn để đảm bảo dẫn âm phù hợp. Cũng có thể cần phải loại bỏ lớp sơn nếu lớp phủ này quá dày, hoặc nếu nó bị bong ra khỏi kim loại. Mặc dù thường có thể thực hiện các phép đo ăn mòn tiêu chuẩn thông qua các lớp sơn mỏng (theo thứ tự một vài phần nghìn inch hoặc 0.1 mm đến 0.2 mm), lớp sơn dày sẽ làm giảm tín hiệu hoặc có thể tạo ra xung dội sai và yêu cầu các kỹ thuật đo lường đặc biệt như Echo-to-Echo hoặc THRU-COAT®. Pitting nghiêm trọng ở bề mặt bên ngoài của đường ống hoặc bồn bể chứa có thể là một vấn đề. Trên một số bề mặt gồ ghề, việc sử dụng gel cô đặc hoặc mỡ thay vì chất tiếp âm lỏng sẽ giúp truyền năng lượng sóng âm vào mẫu kiểm tra tốt hơn. Trong trường hợp cực đoan, sẽ cần phải dũa hoặc mài bề mặt mẫu kiểm tra đủ phẳng để cho phép tiếp xúc với bề mặt của đầu dò. Trong các ứng dụng khi Pitting xảy ra ở bên ngoài đường ống hoặc bồn bể chứa, thường cần phải đo chiều dày kim loại còn lại từ mặt đáy ăn mòn tới bề mặt bên trong. Có các kỹ thuật siêu âm tinh vi sử dụng các đầu dò nhúng hội tụ có thể đo trực tiếp từ đáy vùng ăn mòn bên ngoài đến thành bên trong, nhưng điều này thường khó thực hiện cho công việc hiện trường. Kỹ thuật thông thường là đo chiều dày kim loại không được kiểm tra bằng siêu âm, mà đo độ sâu Pitting bằng cơ học, và trừ độ sâu Piting từ chiều dày thành đo đạc được. Ngoài ra, người ta có thể dũa hoặc mài bề mặt xuống tới đáy Pitting và đo đạc bình thường. Với bất kỳ ứng dụng khó khăn nào, kiểm tra với các mẫu thực tế là cách tốt nhất để xác định giới hạn của sự kết hợp giữa thiết bị/đầu dò cụ thể trên một bề mặt nhất định.
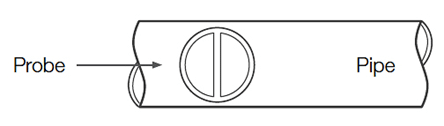
3. Định vị/Sắp xếp đầu dò:
Để truyền sóng âm phù hợp, đầu dò phải được ấn chặt vào bề mặt kiểm tra. Trên các bề mặt hình trụ đường kính nhỏ, chẳng hạn như đường ống, giữ đầu dò sao cho vật liệu cản sóng âm nhìn thấy trên mặt đầu dò được đặt vuông góc với trục giữa của ống (xem hình minh họa bên dưới). Mặc dù áp lực tay chắc chắn trên đầu dò là cần thiết để có giá trị đọc tốt nhất, nhưng đầu dò không bao giờ được quét dọc hoặc xoay trên bề mặt kim loại thô. Điều này sẽ làm trầy bề mặt của bộ đầu dò và cuối cùng sẽ làm giảm hiệu suất của đầu dò. Kỹ thuật an toàn nhất để di chuyển đầu dò dọc theo bề mặt gồ ghề là nhấc nó lên và đặt lại vị trí cho mỗi phép đo, và không được trượt nó. Hãy nhớ rằng kiểm tra siêu âm đo độ dày tại một điểm trong chùm tia của đầu dò, và trong tình huống ăn mòn, chiều dày thành thường thay đổi đáng kể. Các quy trình kiểm tra thường yêu cầu thực hiện một số phép đo trong một khu vực xác định và thiết lập chiều dày tối thiểu và/hoặc trung bình. Tốt nhất, dữ liệu nên được lấy ở các mức tăng không quá một nửa đường kính của đầu dò để giúp đảm bảo rằng không có Pitting hoặc các biến thể cục bộ khác về chiều dày của thành. Người sử dụng tùy thuộc vào việc xác định một mẫu thu thập dữ liệu phù hợp với nhu cầu của một ứng dụng nhất định. Có thể trên một số vật liệu bị ăn mòn hoặc Pitting nghiêm trọng sẽ có những điểm không thể đọc giá trị đo lường được. Điều này có thể xảy ra khi bề mặt bên trong của vật liệu không đều đến mức năng lượng sóng âm bị phân tán thay vì bị phản xạ trở lại đầu dò. Không có giá trị đọc cũng có thể chỉ ra chiều dày ngoài phạm vi của đầu dò và thiết bị được sử dụng. Nói chung, việc không thể có được chiều dày hợp lệ tại một điểm cụ thể trên mẫu kiểm tra thì có thể là dấu hiệu của một thành xuống cấp nghiêm trọng, có thể xác định và kiểm tra lại bằng các phương tiện khác.
4. Đo nhiệt độ cao:
Các phép đo ăn mòn tại các nhiệt độ cao đòi hỏi phải xém xét đặc biệt. Hãy ghi nhớ những điểm sau:
- Đảm bảo rằng nhiệt độ bề mặt của mẫu kiểm tra không vượt quá nhiệt độ tối đa được chỉ định cho đầu dò và chất tiếp đang sử dụng. Một số đầu dò biến tử kép chỉ được thiết kế để đo tại nhiệt độ phòng.
- Sử dụng một chất tiếp âm được xếp hạng cho nhiệt độ nơi bạn sẽ kiểm tra. Tất cả các chất tiếp nhiệt độ cao sẽ sôi tại nhiệt độ nào đó, để lại dư lượng cứng không có khả năng truyền năng lượng sóng âm. Nhiệt độ tối đa được đề nghị cho các chất tiếp âm của chúng tôi như sau:
- Thực hiện các phép đo nhanh chóng và cho phép đầu dò làm mát trong suốt thời gian đọc giá trị đo lường. Các đầu dò biến tử kép nhiệt độ cao có các vạch trễ làm bằng vật liệu chịu nhiệt, nhưng khi tiếp xúc với nhiệt độ rất cao, bên trong đầu dò sẽ nóng đến điểm mà các liên kết sẽ bị hỏng, phá hủy đầu dò. Chức năng đóng băng của thiết bị rất hữu ích để ghi lại số liệu đọc trong các lần kiểm tra đòi hỏi tiếp xúc bề mặt với thời gian ngắn.
- Hãy nhớ rằng cả vận tốc sóng âm vật liệu và zero offset của đầu dò sẽ thay đổi theo nhiệt độ. Để có độ chính xác tối đa ở nhiệt độ cao, hiệu chuẩn vận tốc phải được thực hiện bằng cách sử dụng một phần của mẫu thử có chiều dày đã biết được nung nóng đến nhiệt độ nơi thực hiện đo đạc. Cách khác, các thiết bị đo tiên tiến như 38DL PLUS® cung cấp phần mềm có thể được lập trình để tự động bù vận tốc cho các thay đổi nhiệt độ đã biết. Tất cả các thiết bị đo ăn mòn và kiểm tra khuyết tật của Olympus đều có chức năng bán tự động zero có thể được sử dụng để điều chỉnh cài đặt zero ở nhiệt độ cao. Xem sách hướng dẫn sử dụng của thiết bị để biết chi tiết. Đối với các thiết bị đo chiều dày và kiểm tra khuyết tật khác, xem sách hướng dẫn sử dụng của chúng để biết thông tin về cách bù zero ở nhiệt độ cao. Ngoài ra, độ khuếch đại khi đo ở nhiệt độ cao cần được điều chỉnh tăng. Tất cả các thiết bị đo ăn mòn và kiểm tra khuyết tật của Olympus đều có chức năng điều chỉnh độ khuếch đại liên tục hoặc chức năng tăng cường độ khuếch đại có thể được sử dụng cho mục đích này.
Tham khảo thêm bài viết về kiểm tra siêu âm nhiệt độ cao
5. Thiết bị đo chiều dày và kiểm tra khuyết tật:
Một thiết bị đo ăn mòn sử dụng công nghệ siêu âm được thiết kế để phát hiện và đo xung dội phản hồi từ thành bên dưới của mẫu kiểm tra. Nó có thể là các bất liên tục của vật liệu như khuyết tật, nứt, lỗ rỗng hoặc tách lớp có thể tạo ra xung dội có biên độ đủ để kích hoạt thiết bị đo, hiển thị dưới dạng các phép đo mỏng bất thường tại các điểm cụ thể trên mẫu kiểm tra. Tuy nhiên, thiết bị đo ăn mòn không được thiết kế để phát hiện khuyết tật hoặc nứt và không thể dựa vào nó để phát hiện các bất liên tục vật liệu. Một đánh giá đúng về các bất liên tục của vật liệu đòi hỏi một máy siêu âm khuyết tật Ultrasonic Flaw Detector, chẳng hạn như các thiết bị Olympus EPOCH 650® hoặc EPOCH 6LT®, được sử dụng bởi một người vận hành được đào tạo đúng cách. Nói chung, bất kỳ một bài đọc giá trị không giải thích được bằng một thiết bị đo ăn mòn đều phải kiểm tra thêm.
Các thiết bị sử dụng trong bài viết
-
 Dòng sản phẩm các thiết bị siêu âm đo độ dày và đầu dò siêu âm đo độ dày
Dòng sản phẩm các thiết bị siêu âm đo độ dày và đầu dò siêu âm đo độ dày -
Cáp kết nối đầu dò siêu âm
-
Đầu dò siêu âm biến tử kép đo chiều dày ăn mòn
-
Thiết bị siêu âm khuyết tật nhỏ gọn EPOCH 6LT
-
Thiết bị đo chiều dày siêu âm đa năng 38DL PLUS
-
Thiết bị đo chiều dày siêu âm 45MG
-
Thiết bị siêu âm khuyết tật đường hàn EPOCH 650