



















Tham khảo: Kỹ thuật kiểm tra mối hàn nhiệt ống HDPE
Tổng quan về kiểm tra ống HDPE
Thông thường hiện nay các nhà thi công thường sử dụng bốn phương pháp để tiến hành hàn ống HDPE vì cách làm đơn giản dễ dàng thao tác đó là: Phương pháp hàn đối đầu bằng nhiệt, Phương pháp hàn sử dụng khớp nối, Phương pháp hàn điện trở, Phương pháp nối gioăng cao su. Trong đó, phương pháp hàn đối đầu bằng nhiệt là phương pháp phổ biến nhất do tạo mối hàn ngấu tốt và kỹ thuật hàn đơn giản.
Ống nhựa mật độ cao (HDPE) đã được sử dụng thay thế các ống thép trong hóa dầu, năng lượng và công nghiệp khai khoáng do các đặc tính chịu ăn mòn và xói mòn. Gần đây, HDPE còn được sử dụng trong các nhà máy điện hạt nhân trong các ứng dụng liên quan đến nước làm lạnh nhằm duy trì an toàn. Ứng dụng trong hạt nhân yêu cầu các đảm bảo về an toàn ở các mối nối. Siêu âm nhiễu xạ thời gian bay (TOFD) thường được sử dụng để đảm bảo kết cấu của các mối hàn áp nhiệt này.

Vấn đề cần giải quyết khi kiểm tra siêu âm ống HDPE
Các mối nối HDPE thường có một loại khuyết tật phổ biến: không ngấu vách, ngậm khuyết tật bên trong và các lỗ hổng. Trong công nghiệp hiện nay chưa có tiêu chuẩn chung để quản lý kích thước của các khuyết tật lớn nhất, tuy nhiên, kiểm tra không phá hủy thường được sử dụng hay được yêu cầu để kiểm tra tình trạng của của các mối nối này.
Vật liệu HDPE có một số đặc tính đặc biệt làm cho việc kiểm tra trở nên khó khăn. Âm trở và vận tốc sóng âm rất tương đồng với các vật liệu sử dụng chế tạo phụ kiện kiểm tra siêu âm, làm cho việc có được một góc phát phù hợp của chùm âm trở cần các thiết lập và thiết bị cụ thể. Thêm vào đó, tiếp âm giữa Rexolite và vật liệu HDPE có thể gặp các trở ngại do không tương đồng về mặt âm trở. Hơn nữa, HDPE là vật liệu tương đối tán âm và hấp thụ âm so với thép, do vậy không thể sử dụng các đầu dò tần số cao thông thường. Để loại trừ các khó khăn này, đầu dò TOFD tần số thấp và nêm nước TOFD cần được sử dụng.
Thiết bị chính kiểm tra mối hàn ống HDPE
Hệ thống PV-200 dựa trên 2 kỹ thuật siêu âm là Time of Flight Diffraction (TOFD) và Phased. Trong khi TOFD là kỹ thuật nhanh, tương đối hiệu quả, phát hiện được các khuyết tật có hướng và hình dạng bất kỳ và khả năng đánh giá kích thước khuyết tật chính xác, TOFD lại có những mặt hạn chế cố hữu ở các vùng gần mặt trên và mặt dưới của vật liệu. Phased Array bổ xung hoàn hảo cho các hạn chế này và còn cung cấp các thông tin khác giúp cho việc đánh giá khuyết tật chính xác và đơn giản hơn rất nhiều. Giải pháp PV-200 thường được sử dụng để thay thế cho chụp ảnh phóng xạ hay siêu âm truyền thống.
Hệ thống hoàn chỉnh bao gồm:
- OmniScan MX2 với module siêu âm 16:128
- Bộ gá đầu dò có dây xích ChainScanner.
- Bơm nước sử dụng để cung cấp chất tiếp âm CFU03 hoặc sử dụng bơm tay
Phụ kiện cho kiểm tra TOFD inspection:
- Cáp chia kênh 0.5 m dùng cho đầu dò PA và 4 kênh UT (P/N: E128P0-0202-OM)
- Bộ tiền khuếch đại TRPP-5810 2-channel pulser/preamplifier (P/N: TRPP-5810)
- Đầu dò C542-SM hoặc C546-SM Centrascan (Biến tử 6.25 mm.; tần số 2.25 MHz và 3.5 MHz cho các chiều dày khác nhau)
- Nêm nước ST1-60L-HDPE-WHC
- Cáp UT cho đầu dò TOFD
- 5 m UT RG174 coaxial cable with LEMO-00 to LEMO-00 connectors (P/N: C174-LM-LM-5M)
- 5 m UT RG174 coaxial cable with LEMO-00 to Microdot connectors (P/N: C174-LM-UDOT-5M)
- 0.45 m UT RG174 coaxial cable with LEMO-00 to Microdot connectors (P/N: C174-LM-UDOT-0.45M)
Kiểm tra thực nghiệm một số mẫu mối hàn ống HDPE

Thí nghiệm được tiến hành trên 3 mẫu ống, trên các mẫu có các khuyết tật giả sử dụng lỗ khoan 2mm và 3mm. Các kết quả được kiểm tra nhiều lần để xác định độ lặp lại và tính tin cậy. Chất tiếp âm trong thí nghiệm là nước, cấp liên tục sử dụng một hệ thống bơm tay.
Trong quá trình kiểm tra, việc ống có đường kính tròn không đều hay bị lệch tâm khi nối cũng như vị trí gần mối nối có bề mặt không bằng phẳng làm việc kiểm tra bị chậm lại do đầu dò bị lệch vị trí. Do vậy cần sử dụng bộ đỡ đầu dò lớn hơn với bánh xe phù hợp.
Mẫu mối hàn HDPE số 1
Ống lớn, chiều dày thành ống 20mm, đường kính 300mm (Mẫu 1). Có các lỗ khoan 2mm và 3mm ở khoảng 50mm, 100mm, 350mm và 850mm làm khuyết tật giả vị trí không ngấu của mối hàn.

Mẫu 1 có chiều dài chu vi là khoảng 900mm. Thí nghiệm quét ở độ dài 1300 mm để cho thấy tính lặp lại của kết quả kiểm tra (900-1300mm là kết quả quét lần 2 lặp lại khi hết 1 vòng chu vi của 100-400mm đầu tiên).
Kiểm tra trên mẫu 1, sử dụng bộ quét ChainScanner dạng dây xích để giữ đầu dò và giúp di chuyển vòng quanh ống dễ dàng. Đầu dò sử dụng thử nghiệm sử dụng cả loại 2MHz và 5Mhz. Nêm nước tạo góc 70 độ, đầu dò đặt cách nhau 50mm. Hội tụ chùm âm ở 15mm để có thể phát hiện cả các khuyết tật hàn gần bề mặt và bên dưới.
Mẫu mối hàn HDPE số 2
Ống nhỏ, chiều dày thành ống 15mm, đường kính 170mm (Mẫu 2). Có các lỗ khoan 2mm ở 30mm và 140mm làm khuyết tật giả vị trí không ngấu của mối hàn.
Mẫu 2 có chiều dài chu vi là 530mm. Thí nghiệm quét ở độ dài 800mm (quét lặp lại khi hết chiều dày chu vi) để cho thấy tính lặp lại của kết quả kiểm tra.
Kiểm tra trên mẫu 2, sử dụng bộ quét ChainScanner dạng dây xích để giữ đầu dò và giúp di chuyển vòng quanh ống dễ dàng. Đầu dò sử dụng thử nghiệm sử dụng cả loại 2MHz và 5Mhz. Nêm nước tạo góc 70 độ, đầu dò đặt cách nhau 50mm. Hội tụ chùm âm ở 11mm để có thể phát hiện cả các khuyết tật hàn gần bề mặt và bên dưới.
Mẫu mối hàn HDPE số 3
Ống lớn, cắt thành miếng, chiều dày thành ống 100mm, đường kính chưa biết (Mẫu 3). Có các lỗ khoan ở vị trí 150mm và 300mm và lỗ khoan ngang ở hai đầu của mẫu.

Kiểm tra trên mẫu 3, sử dụng bộ quét ChainScanner đã tháo dây xích. Đầu dò sử dụng thử nghiệm sử dụng cả loại 2MHz và 5Mhz và các nêm 70, 60, 45 độ để kiểm tra các chiều dày khác nhau. Do kích thước vùng mũ mối hàn lớn cỡ 70mm nên đầu dò đặt cách nhau tối thiểu 70mm và có thể làm cho việc phát hiện các khuyết tật nhỏ gần bề mặt khó khan hơn.
Kích thước cắt của mẫu 3 cũng nhỏ và không đủ diện tích để bố trí đầu dò và bộ quét, chính vì vậy việc bố trí đầu dò 45 độ để hội tụ ở vùng sâu hơn của mối hàn (75mm) không thể thực hiện được.
Kết quả kiểm tra mối hàn ống HDPE
Kết quả kiểm tra mẫu 1
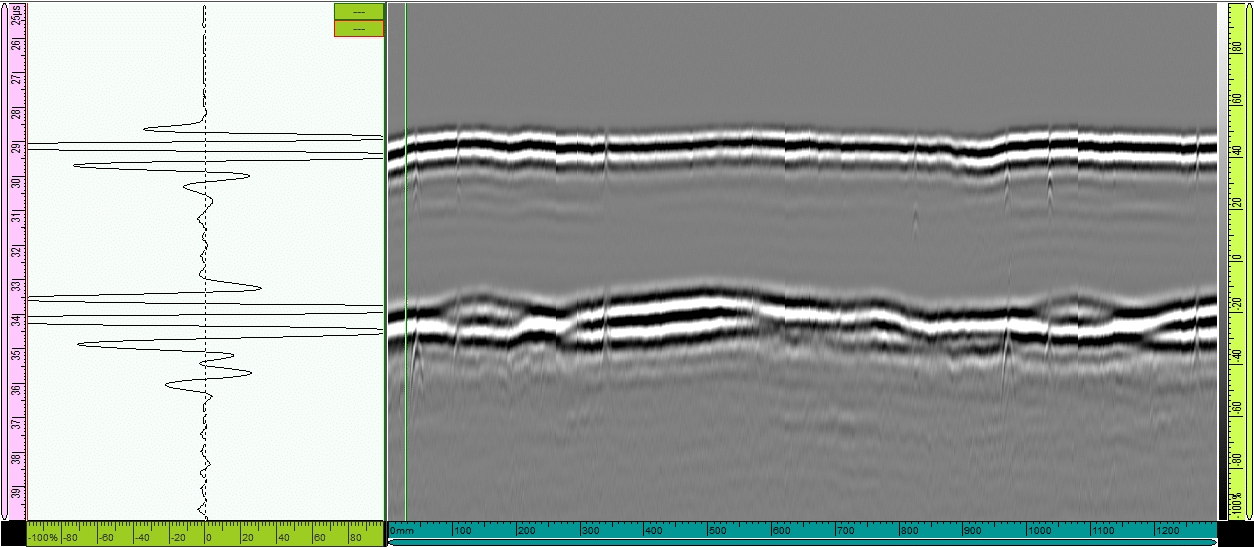
Trong cả 2 lần quét, đều phát hiện được hết các khuyết tật. Dữ liệu có tính lặp lại có thể quan sát được từ vị trí 0 và 900mm. Trên dữ liệu có thể quan sát được cả 4 khuyết tật. Ở đoạn lặp lại có thể quan sát được khuyết tật 1, 2 và 3.
Các lỗ 2mm có biên độ phản hồi nhỏ hơn lỗ 3mm. Do vậy có thể sử dụng bộ tiền khuếch đại tín hiệu để cho kết quả rõ ràng hơn.
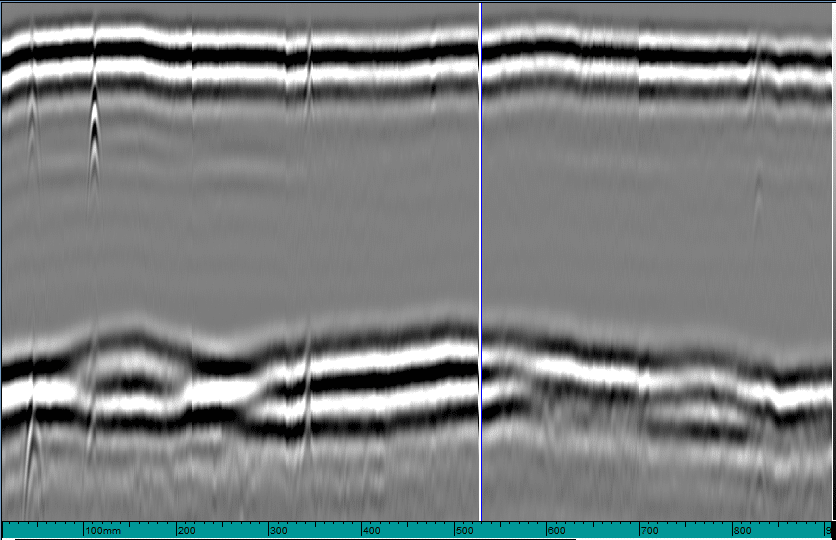
Kết quả kiểm tra mẫu 2
Do ống nhỏ nên điều kiện bề mặt ảnh hưởng nhiều hơn tới sóng Lateral (sóng mặt). Do vậy kết quả kiểm tra sử dụng tính năng đồng bộ hóa xung bề mặt để “là” phẳng, giúp quan sát khuyết tật tốt hơn. Để ý rằng các mấp mô của bề mặt đã được xử lý phẳng.
Mẫu 15mm khi sử dụng đầu dò 5Hz cho kết quả tốt hơn, các khuyết tật rõ ràng hơn. Do vậy trong các kiểm tra ống mỏng dưới 20mm, nên sử dụng đầu dò tần số cao. Kết quả sẽ tốt hơn nữa nếu kết hợp với bộ tiền khuếch đại.
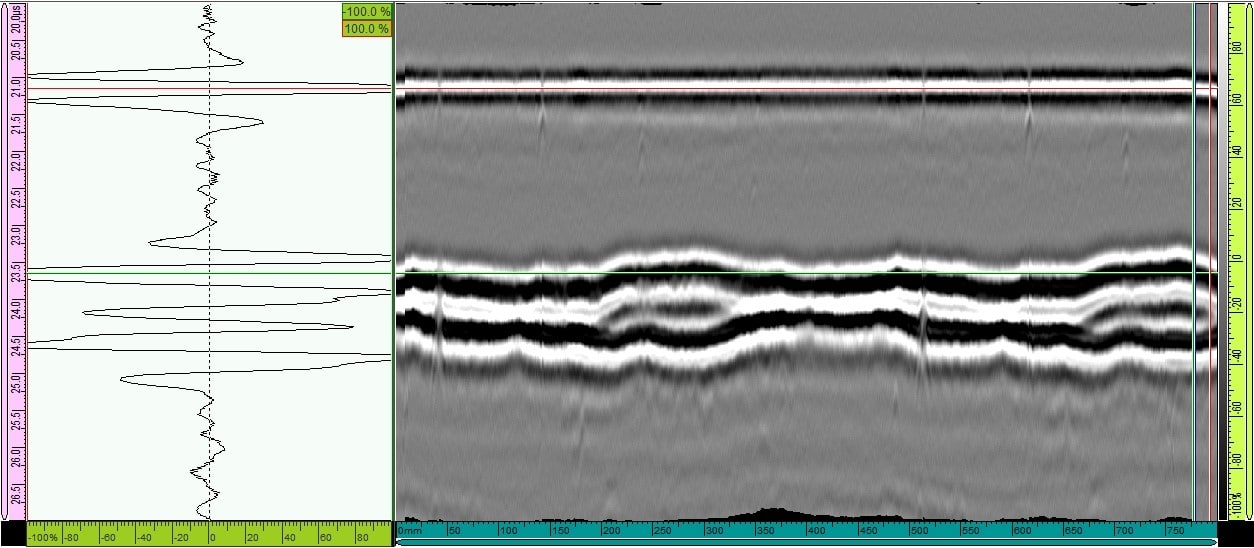
Kết quả kiểm tra mẫu 3
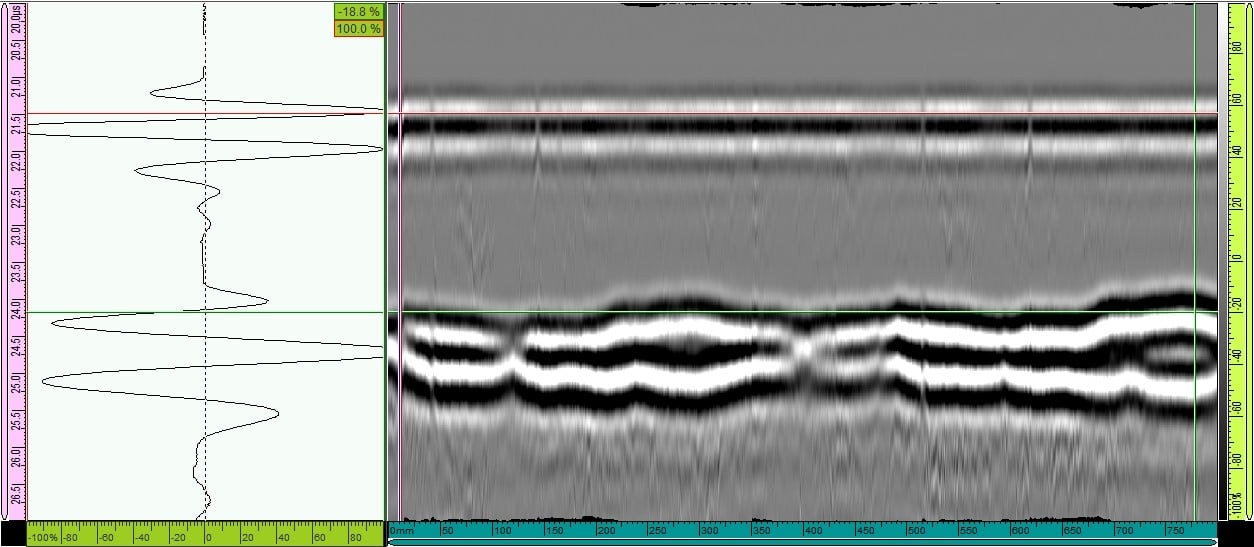
Do mẫu số 3 có kích thước cắt nhỏ nên không đủ chỗ để bố trí đầu dò ở vị trí tối ưu (Đầu dò đặt xa mối nối để bắt xung đáy và các khuyết tật gần đáy). Kết quả kiểm tra bao gồm kết quả từ đầu dò 5MHz, nêm 70 đặt cách nhau 70mm và đầu dò 2MHz, nêm 60 đặt cách nhau 70mm.
Kết quả khi sử dụng đầu dò 5MHz phát hiện các khuyết tật gần bề mặt (0-30mm).
2MHz phát hiện các khuyết tật vùng giữa (30mm-60mm)
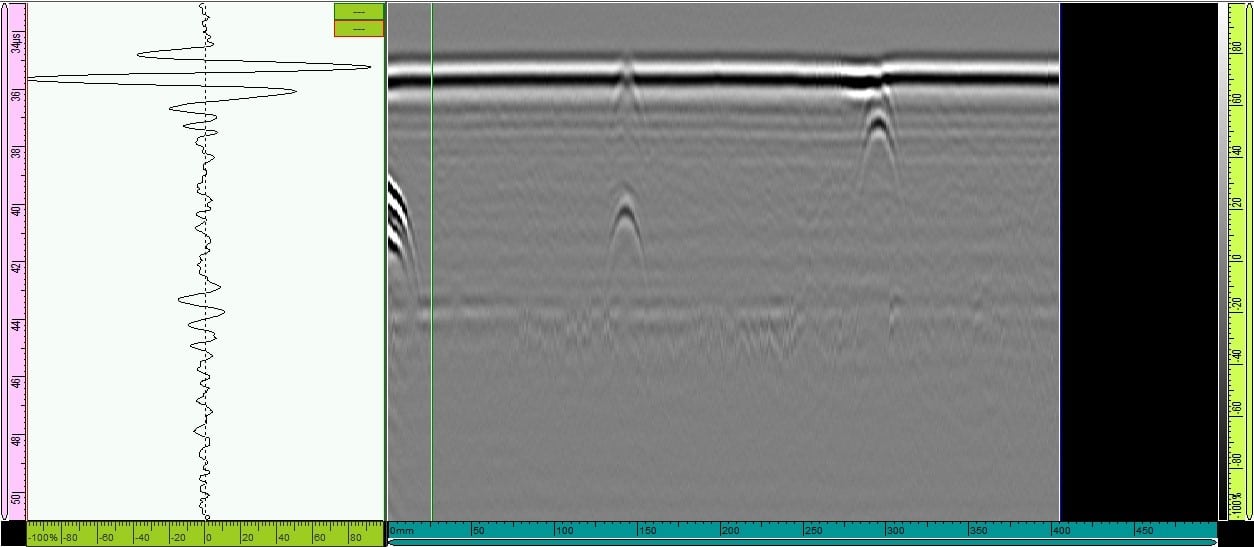
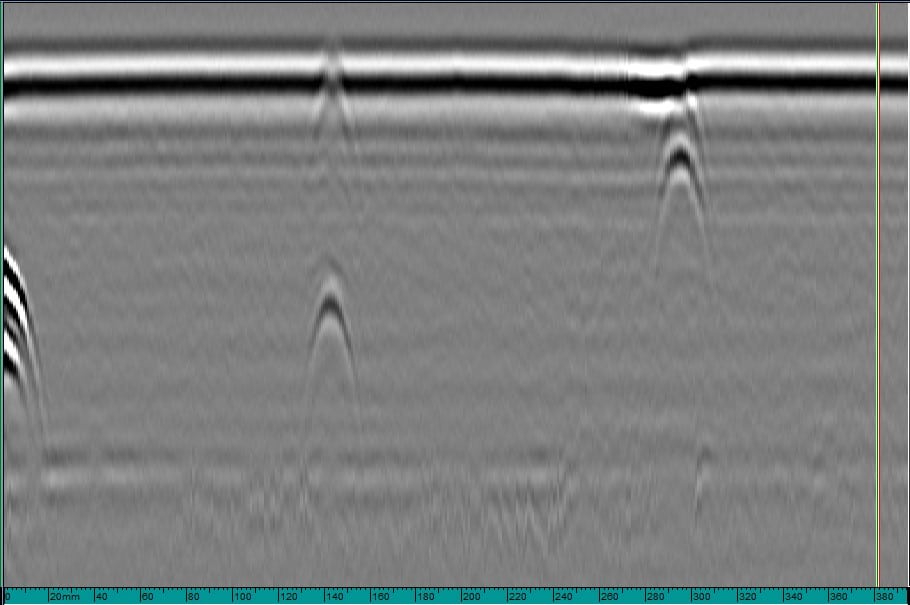
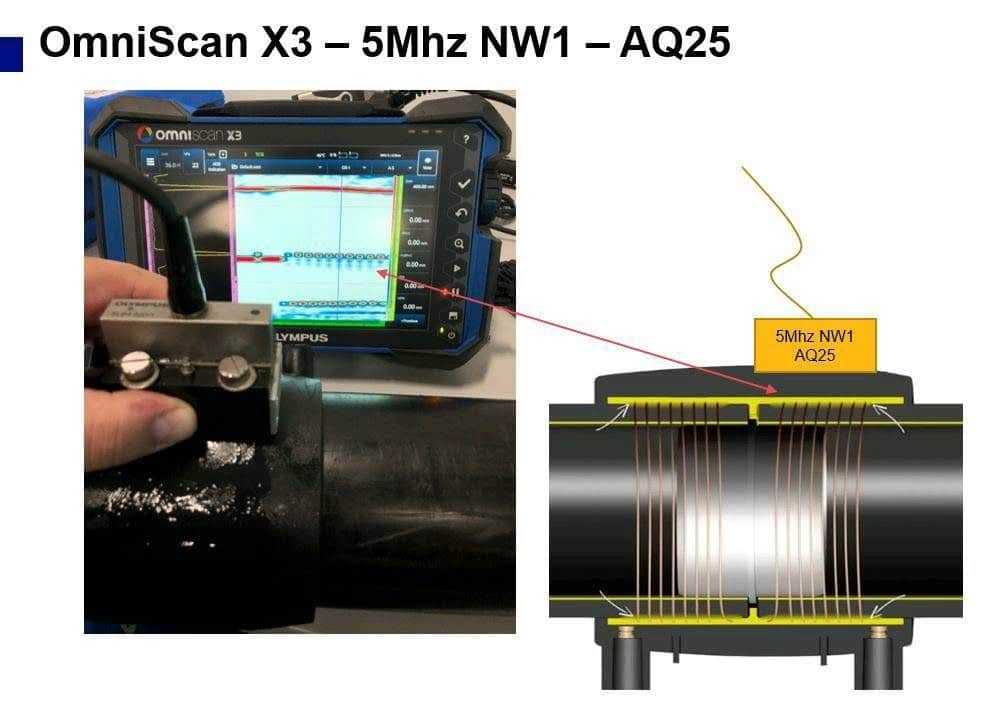
Kiểm tra mối hàn điện trở cho ống HDPE
Hàn điện trở là tên được đặt cho việc hàn sử dụng ống cấy điện trở của ống nhựa dẻo. Đây là một trong hai kỹ thuật chính được sử dụng để nối ống nước bằng polyetylen, và là một trong những phương pháp nối ống nhựa đáng tin cậy nhất khi ống cần chịu áp lực cao.

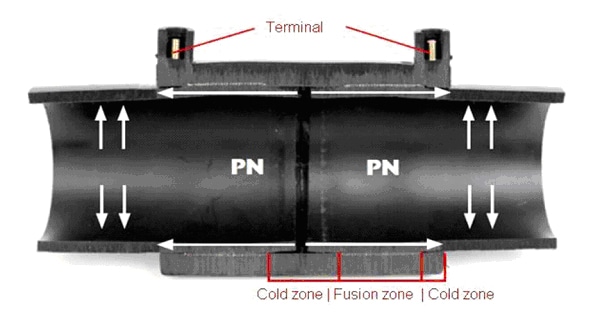
Quá trình hàn điện liên quan đến việc sử dụng một ống khớp nối có chứa một cuộn dây điện trở có thể gia nhiệt bằng cách cấp điện. Các đầu ống được chuẩn bị sẵn và đưa vào phần khớp nối và cố định lại. Một dòng điện sau đó được truyền qua cuộn dây trong thời gian tính toán trước tùy thuộc vào độ dày ống. Polymer xung quanh cuộn dây được đốt nóng và truyền nhiệt vào thành ống. Vùng lạnh ở hai đầu của khớp nối còn vùng nóng chảy và ngấu nằm ở phần trung tâm, cho phép áp suất nóng chảy cao hơn và hình thành khớp đồng nhất.
Việc kiểm tra mối hàn điện trở cho ống HDPE thường sử dụng đầu dò NW1 có độ phân giải bề mặt tốt cho vật liệu composite, kết hợp với nêm nước SNW1-0L-AQ25. Tín hiệu được hội tụ ở độ sâu quanh cuộn dây, cho độ phân giải tốt và có thể dễ dàng phát hiện sự bong tách/không ngấu giữa ống và khớp nối.
Kết luận
- Phương án kiểm tra có thể bắt được các khuyết tật tương đối nhỏ là các lỗ khoan 2mm và 3mm ở vị trí của mối hàn. Các khuyết tật thực tế có thể lớn hơn rất nhiều và dễ bắt hơn do các cạnh của khuyết tật sắc nét và cho phản hồi tốt hơn so với khuyết tật nhân tạo là lỗ khoan.
- Trên thực tế, các khuyết tật nhân tạo được tạo trên các mẫu hàn đều có thể phát hiện được tốt, tốc độ nhanh.
- Các khuyết tật hiện lên rõ ràng, có tính lặp lại cao. Đề xuất khi kiểm tra thực tế có thể kiểm tra 2 lần chu vi để cho dữ liệu lặp lại 2 lần.
- Khi kiểm tra các mẫu dày, đầu dò với tần số và góc khác nhau giúp xác nhận lại khuyết tật. Tuy nhiên cần sử dụng đầu dò tần số và góc tối ưu để cho kết quả tốt nhất.
- Với các mối hàn 50mm trở lên, có thể kết hợp cùng lúc 2 hoặc 3 đầu dò để tránh trường hợp một đầu dò chỉ hội tụ được vào một vùng của mối hàn. Khi lên phương án kiểm tra, cần thực hiện vẽ Beam Profile và tính toán độ mở rộng của chùm âm để tránh bỏ sót khuyết tật.
- Có thể kết hợp với Phased Array khi muốn nghiên cứu sâu hơn về khuyết tật (Hình dáng, hướng… hay khi cần thực hiện các ứng dụng phức tạp hơn như mối hàn điện trở).
- Có thể hết hợp thêm các giải pháp kiểm tra bong tách ở HDPE gần mối nối nếu các tiêu chuẩn yêu cầu.
- Khi kiểm tra thực tế với các mẫu chiều dày lớn, cần sử dụng các bộ quét hỗ trợ 2-3 kênh (6 đầu dò) cùng một lúc để đảm bảo tính đồng nhất của dữ liệu và tiết kiệm thời gian.
Thông tin đặt hàng
|
Item Number |
Part Number |
Description |
Qty |
|
U8779743 |
OmniSX-UT |
OmniScan SX portable one-channel conventional UT acquisition. |
1 |
|
U8750041 |
CHAINSCAN-XY38 |
CHAIN Scanner-XY38: Hand scanner for pipe inspection with encoded x-axis and y-axis for pipe from 1.75 in. to 38 in OD. |
1 |
|
U8435019 |
C542-SM |
Angle beam transducer, 2.25 MHz, 0.25 in. element size. |
2 |
|
U8435023 |
C546-SM |
Angle beam transducer, 3.50 MHz, 0.25 in. element size. |
2 |
|
U8710122 |
ST1-60L-WHC-HDPE |
Custom wedge for conventional TOFD UT probe. |
2 |
|
U8779091 |
5682-KIT02 |
5682 preamplifier, 5 m UT probe cable (LEMO-00 to LEMO-00), 5 m UT probe cable (LEMO- 00 to Microdot), 0.6 m UT probe cable (LEMO-00 to Microdot), 5 m power supply cable linking to the OmniScan, and a belt case. |
1 |
|
U8780008 |
CFU03 |
Electric water pump and tubing, works on 120 V and 220 V. CE compliant. |
1 |
Phụ kiện thay thế
|
Item Number |
Part Number |
Description |
|
U8779370 |
CHAINSCAN-SP- BASIC |
Basic spare part kit for the CHAIN scanner including: Lead screw and lever for buckle , Wedge pivot but- tons, dovetail nuts, specific tool, plastic wheel, different types of wing screws and screws. |
|
U8908985 |
KITX0303 |
Kit of 10 (MQIV8894) neoprene gaskets for ST1 flat wedges with the WHC option (water column, holes, and carbides) that are designed to inspect HDPE. |




