Tham khảo thêm nêm cong sử dụng trong kiểm tra các mối hàn ống nhỏ.
Chiều dày nhỏ nhất khi kiểm tra siêu âm thủ công cho mối hàn là bao nhiêu?
Đây là câu hỏi được hỏi rất nhiều khi kiểm tra siêu âm: chiều dày nhỏ nhất có thể kiểm tra được là bao nhiêu và code hay tiêu chuẩn nào đưa ra hướng dẫn về vấn đề này?
Câu trả lời đơn giản luôn là “Không có chiều dày tối thiểu khi kiểm tra siêu âm. Vấn đề này phụ thuộc vào khả năng của thiết bị và kinh nghiệm của người kiểm tra“. Với chiều dày mỏng hơn, sử dụng các đầu dò có góc lớn 70° và sử dụng đầu dò dạng Phát-Thu (TR) và quét từ chân thứ 3 hoặc thứ 4. Trên thiết bị siêu âm mới như thiết bị EPOCH 650, có thể sử dụng tính năng Zoom để quan sát tín hiệu tốt hơn. Trường hợp mũ mối hàn đã được mài phẳng, việc kiểm tra sẽ dễ dàng hơn nhiều, và nếu vật liệu là vật liệu từ tính, có thể kết hợp với phương pháp kiểm tra từ tính (MT) hay dòng xoáy mảng pha (ECA) trước khi kiểm tra siêu âm.
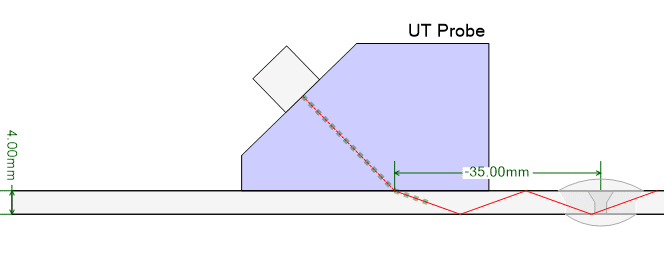
Trường hợp mũ mối hàn vẫn còn và không được mài phẳng hay bề mặt không được tốt, bạn sẽ có thể thấy một số xung nhiễu từ các cạnh sắc (như chân mối hàn, undercut), tuy nhiên, xung thu được từ các khuyết tật bề mặt trên có thể dễ dàng phát hiện còn xung thu được từ các khuyết tật mặt dưới và gần chân mối hàn sẽ khó đánh giá hơn.
Trong mọi trường hợp, tiêu chuẩn sẽ yêu cầu sản xuất hay chế tạo một mẫu mockup với các khuyết tật nhân tạo để chứng minh khả năng của thiết bị và con người, vậy vấn đề này được đề cập đến trong tiêu chuẩn thế nào?
Yêu cầu kỹ thuật của dự án đang thực hiện nói gì?
Đặc tả dự án là một tài liệu liệt kê các yêu cầu, mục tiêu, ràng buộc, các tính năng mong đợi, thời điểm thực hiện v.v. Đặc tả dự án là tài liệu dành riêng cho dự án và sẽ được nhà sản xuất ban hành trước khi bắt đầu dự án, các thủ tục và quy trình NDT có thể được phát triển dựa trên tài liệu này.
Một số thông số kỹ thuật của dự án chỉ định độ dày tối thiểu để thực hiện kiểm tra siêu âm, và một số không đề cập đến độ dày tối thiểu để thực hiện kiểm tra siêu âm.
Đối với trường hợp thứ hai, và khi không có thông số kỹ thuật của dự án, chúng ta có thể tham khảo code được sử dụng để chế tạo cấu kiện đang cần kiểm tra.
Chiều dày tối thiểu đề cập đến trong các tiêu chuẩn
Code là một tập hợp các quy tắc mà những người hiểu biết đề xuất hay quy định để những người khác tuân theo. Nó không phải văn bản luật nhưng có thể được thông qua thành luật.
Vậy các code quy định độ dày tối thiểu để thực hiện Kiểm tra siêu âm như thế nào?
Một số quy chuẩn xây dựng đề cập đến độ dày tối thiểu, ví dụ, Đoạn QW-191.2.1 (a) của ASME IX khuyến nghị độ dày tối thiểu để thực hiện kiểm tra siêu âm là 6 mm. Trong khi một số quy chuẩn xây dựng quy định độ dày tối thiểu để thực hiện kiểm tra siêu âm dưới dạng tiêu chí chấp nhận, ví dụ, Bảng E-3-1 của ASME I có thể áp dụng cho độ dày mối hàn từ 13 mm trở đi.
Với tiêu chuẩn như ASME B31.3 code cho kiểm tra process piping hoặc ASME 31.1, không có các giới hạn về chiều dày tối thiểu trừ các code đặc biệt cho high pressure piping weld.
Với AWS D1.1 chúng ta có giới hạn 8mm khi kiểm tra siêu âm thường và 6mm khi kiểm tra siêu âm Phased Array tuy nhiên trong tiêu chuẩn cũng đề cập đến các code thay thế trong trường hợp chiều dày nhỏ hơn.
ISO 13588: 2012 quy định việc áp dụng Phased array để kiểm tra siêu âm tự động đối với các mối hàn bằng vật liệu kim loại có độ dày tối thiểu 6 mm. Nó áp dụng cho các mối hàn ngấu hoàn toàn có dạng hình học đơn giản của tấm, ống và bồn bể, trong đó cả mối hàn và vật liệu gốc đều là thép cacbon hợp kim thấp.
Các thông số siêu âm phụ thuộc vào vật liệu được quy định trong ISO 13588: 2012 dựa trên giả thuyết thép có vận tốc siêu âm là (5 920 ± 50) m / s đối với sóng dọc và (3 255 ± 30) m / s đối với sóng ngang . Do vậy độ dày thực tế cần phải tính đến yếu tố vận tốc khi kiểm tra các vật liệu có vận tốc khác biệt quá nhiều.
Tần số đầu dò thông thường khi kiểm tra siêu âm thường trong khoảng từ 2 tới 5MHz. Tuy nhiên, tiêu chuẩn cho phép sử dụng các đầu dò tần số cao hơn để tăng độ phân giải dọc khi tiêu chuẩn chấp nhận dựa trên đặc tính của chỉ thị. Tiêu chuẩn cũng yêu cầu có ít nhất 1 góc vuông góc hay gần như vuông góc với mặt mép vát mối hàn.
Khi kiểm tra mối hàn mỏng, độ phủ chùm âm cũng cần được xem xét với ít nhất 10mm mỗi bên mối hàn để kiểm tra vùng ảnh hường nhiệt (HAZ).
Về độ nhạy các tiêu chuẩn cũng quy định một số kỹ thuật để đặt độ nhạy quét. Một trong các kỹ thuật là sử dụng đường cong DAC với các lỗ khoan cạnh đường kính cho trước tùy tiêu chuẩn. Vật phản xạ chuẩn cũng có thể sử dụng các vết khắc với đầu dò góc tương đối lớn như 70°.
Bảng dưới đây liệt kê một số Code xây dựng và các giới hạn về độ dày có thể áp dụng trong quá trình Kiểm tra bằng siêu âm.
| STT | Tiêu chuẩn | Nội dung tham chiếu | Giới hạn kiểm tra siêu âm |
| 1 | ASME BPVC-I: Rules for construction of Power Boilers | PW-52: UT | Không đề cập |
| 2 | ASME BPVC-I: Rules for construction of Power Boilers | Mandatory Appendix E: AUT/SAUT | 13 mm |
| 3 | ASME BPVC-VIII.I: Rules for construction of Pressure vessels | Mandatory Appendix 12: UT | Không đề cập |
| 4 | ASME BPVC-VIII.I : Rules for constructionof Pressure vessels | U-51 (a)(4): UT in lieu of RT | 6 mm |
| 5 | ASME BPVC-VIII.2: Alternative Rules for construction of Pressure vessels | Para 7.5.4: UT | Không đề cập |
| 6 | ASME BPVC VIII.2: Alternate Rules for construction of Pressure vessels | Para 7.5.5: UT In lieu of RT | 6 mm |
| 7 | ASME BPVC-VIII.3: Alternate Rules for construction of High-Pressure vessels | Article KE-3: AUT | 25 mm |
| 8 | ASME B31.1: Power Piping | Para 136.4.6 & Mandatory Appendix R | Không đề cập |
| 9 | ASME B31.3: Process Piping | Para 344.6 & Appendix R | Không đề cập |
| 10 | API 620: Design and construction of Large Welded, low pressure storagare Tanks | Annex U/AUT | 6 mm |
| 11 | API 650: Welded Tanks for Oil Storage | Annex U/AUT | 6 mm |
| 12 | AWS D1.1:Structural Welding Code – Steel | Para 8.19.1/MUT | 8mm |
| 13 | AWS D1.1: Structural Welding Code – Steel | Annex H/PAUT | 8mm |
| 14 | BS EN ISO 5817: Quality Levels for Imperfections | Para 1 | 8mm |
| 15 | BS EN ISO 11666: Ultrasonic Testing Acceptance Levels | Para 1 | 8mm |
| 16 | BS EN ISO 17640: Ultrasonic Testing technique, testing Level and assessment | Para 1 | 8mm |
Là người thực hiện kiểm tra UT, cần tham chiếu tới các thủ tục và quy trình trước khi thực hiện để biết được chiều dày tối thiểu cho phép khi kiểm tra siêu âm. Tuy nhiên, khi chưa có quy trình, có thể đối chiếu với các thông số dự án hoặc tiêu chuẩn xây dựng sử dụng để sản xuất cấu kiện cần kiểm tra.
Thiết bị và quy trình kiểm tra
Có thể sử dụng các thiết bị siêu âm thông dụng như EPOCH 650 với đầu dò tần số 10MHz và góc 45, 60, 70°, đường kính biến tử 6mm (biến tử nhỏ). Đầu dò cần có bề mặt trước ngắn từ 20 tới 30mm với điểm ra chùm âm ở gần mặt trước và cho phép giảm số lượng skip sử dụng khi kiểm tra mặt đáy mối hàn. Tham khảo thêm về các đầu dò siêu âm tia xiên để chọn đúng loại đầu dò bạn cần.
Theo kinh nghiệm thực tế, khi kết hợp với các yếu tố như mối hàn dạng ống nhỏ, chiều dày khoảng 7mm hoặc nhỏ hơn, kiểm tra siêu âm thủ công sẽ có tỷ lệ phát hiện khuyết tật kém, tốn nhiều thời gian và khách hàng có thể nghĩ tới sử dụng các phương án kiểm tra Phased Array bán tự động kết hợp với bộ quét phù hợp như bộ quét COBRA. Kiểm tra siêu âm Phased array cũng có ưu điểm hơn khi vùng trường gần của đầu dò vẫn có thể sử dụng để kiểm tra và tăng dộ ổn định ngay cả khi đầu dò đặt sát mối hàn cho chiều dày nhỏ.
Phương pháp mảng pha có ưu điểm là màn hình hiển thị cho phép giải thích các tín hiệu dễ dàng hơn và do đó xác định kích thước và đặc điểm của các khiếm khuyết tốt hơn. Tuy nhiên, ở độ dày nhỏ, việc đầu dò có thể di chuyển tự do theo mọi hướng dọc theo mối hàn như được sử dụng với siêu âm thông thường giúp phát hiện các khiếm khuyết tốt hơn so với việc quét cố định từ một ví trí so với mối hàn. Do đó, đối với độ dày dưới 4mm, có thể khuyến nghị quét thủ công di chuyển bằng tay với phased array để phát hiện các khiếm khuyết. Sau đó, các dữ liệu quét được mã hóa sẽ được bổ sung ở khu vực có xuất hiện những nghi ngờ.