


















Tham khảo: Sử dụng Phased Array với bộ quét Cobra kiểm tra mối hàn ống Boiler thay thế chụp ảnh phóng xạ.
Tóm tắt
Trong đánh giá không phá huỷ (NDE), hoặc thử nghiệm không phá hủy (NDT), nhiều tiêu chuẩn và code đã cho phép thay thế một phương pháp kiểm tra với một phương pháp kiểm tra khác, miễn là đáp ứng các yêu cầu nhất định. Ngoài ra, các phương pháp kiểm tra dựa trên tiêu chuẩn cũng liên tục được xem xét để cải tiến quy trình và giảm chi phí. Phương pháp siêu âm đã trở thành một phương án thay thế phổ biến và được chấp nhận trong các kiểm tra mà trước đây thường yêu cầu sử dụng phương pháp chụp ảnh phóng xạ.
Trong những năm gần đây, ngày càng có nhiều các yêu cầu giải pháp thay thế cho chụp X quang truyền thống. Đáp lại các yêu cầu này, ASME Code Sections I và VIII đã giải quyết những đòi hỏi này bằng các sửa đổi để cho phép kiểm tra siêu âm được thay thế cho chụp ảnh phóng xạ. Đối với Sections I và VIII, các quy định khi sử dụng UT thay thế cho RT được nêu chi tiết trong Code Case 2235 (hiện đã tới Bản sửa đổi số 9). Tiêu chuẩn kiểm tra đường ống ASME / ANSI B31.1, cũng chỉ định các yêu cầu UT để kiểm tra ngay trong Code. Trong tiêu chuẩn cũng phê duyệt các biện pháp để thực hiện theo yêu cầu của CC 2235 liên quan đến tiêu chí chấp nhận theo cơ học đứt gãy.
Các phần khác nhau của tiêu chuẩn cũng được phát triển để đưa ra những giải pháp thay thế chụp ảnh phóng xạ. Code cases N-659 trong ASME Section III và N-713 trong ASME XI đề cập đến tiêu chuẩn thay thế khi kiểm tra các cấu kiện trong nhà máy điện hạt nhân. Ở các phần tiếp theo, chúng ta sẽ thảo luận sự khác nhau giữa những yêu cầu, ứng dụng và tiêu chuấn/tiêu chí chấp nhận giữ ASME Section I và VIII và ANSI B31.1 cũng như đề cập chi tiết đến những ưu nhược điểm khi sử dụng kiểm tra siêu âm thay cho chụp ảnh phóng xạ.
Giới thiệu chung về Siêu âm AUT thay cho chụp ảnh phóng xạ
Chụp ảnh phóng xạ và siêu âm là hai kỹ thuật NDT có thể bổ sung cho nhau. Cả hai đều có thể kiểm tra các khuyết tật mối hàn dạng hình khối và các bất liên tục như vết nứt, thiếu ngấu… Sự lựa chọn phương pháp nào thường phụ thuộc vào các quyết định do ngoại cảnh hoặc hoặc sự khác biệt nhỏ trong khả năng phát hiện của mỗi phương pháp. Tuy nhiên, siêu âm đang dần dần thay thế cho chụp phóng xạ cả trong thực tế và trong các tiêu chuẩn kiểm tra của các tổ chức lớn như ASME (American Society of Mechanical Engineers) và API (American Petroleum Institute).
Mặc dù hầu hết các tiêu chuẩn không chỉ định rõ ràng, phương pháp siêu âm hay siêu âm pha (PA) đã trở thành phương pháp thay thế phổ biến nhất trong các quá trình kiểm tra. PA thường được kết hợp với phương pháp nhiễu xạ thời gian bay (TOFD) khi kiểm tra tra do thiết bị và bộ gá có thể sử dụng cả hai phương pháp cùng một lúc. Trong quá khứ, các quy trình kiểm tra dựa trên tiêu chuẩn thường đi sau các code case hoặc các phụ lục bổ sung. Tuy nhiên, sau quá trình sử dụng và được chấp nhận rộng rãi hơn, các quy trình kiểm tra siêu âm đang được bổ sung trực tiếp vào như một nội dung cơ bản của các tiêu chuẩn chính, ví dụ như ASME Sec. V. Art. 4 từ năm 2010 trở đi. Thiết bị siêu âm mảng pha ngày càng trở nên linh hoạt hơn, giá cả phải chăng và dễ sử dụng hơn, làm cho siêu âm trở thành một thiết bị thay thế an toàn và thiết thực cho chụp ảnh phóng xạ/X Quang.
Ưu điểm của kiểm tra siêu âm (so với Chụp ảnh phóng xạ):
- Xác suất phát hiện cao (POD), đặc biệt là đối với các vết nứt và không ngấu:
- Siêu âm có xu hướng phát hiện các khiếm khuyết phẳng tốt hơn so với chụp X quang ở hầu hết các nghiên cứu.
- Xác định chính xác kích thước chiều cao khuyết tật và ít bị các trường hợp reject hoặc sửa chữa bằng cách sử dụng Đánh giá tới hạn chuyên gia (ECA):
- Siêu âm cho phép đánh chiều cao khuyết tật, cho phép xem xét về thể tích và độ nghiêm trọng của vết nứt (thay vì chỉ có loại nứt và chiều dài).
- Không phát ra bức xạ, không gây nguy hiểm, và không đòi hỏi phải có giấy phép đặc biệt hoặc nhân viên bổ sung.
- Không yêu cầu cách ly các khu vực được kiểm tra. Công việc gần vị trí kiểm tra siêu âm có thể tiếp tục bình thường.
- Không sử dụng hóa chất nào (trái ngược với chụp X quang bằng phim).
- Phân tích mối hàn siêu âm theo thời gian thực và có thể cung cấp đánh giá và phản hồi ngay cho thợ hàn.
- Dễ dàng tạo các báo cáo ở định dạng điện tử.
Một số tiêu chuẩn phố biến với kiểm tra siêu âm Phased Array thay thế chụp ảnh phóng xạ
- ASME Code Case 2235
- ASME Code Case 179
- ASME Code Case 168
- ASME Code Case N-659
- ASME Code N-713
- API 620/650 App. U
- ASME Sec. V Mandatory Appendixes (Phụ lục về các yêu cầu bắt buộc khi làm Phased Array thủ công hay tự động).
ASME Section I, VIII and Code Case 2235
Vào năm 1996, tổ chức ASME đã ban hành Code case 2235 cho Section I và Section VIII Div I và II. Code case này đề cập đến các yêu cầu khi sử dụng kiểm tra siêu âm thay thế cho chụp ảnh phóng xạ với các kiểm tra cần tuân thủ code. Tiêu chuẩn chấp nhận của code case dựa trên cơ học đứt gãy (fracture mechanic) thay vì đánh giá tay nghề (workmanship criteria). Thêm vào đó, có các yêu cầu bổ sung trong code case khi tiến hành kiểm tra siêu âm:
- Kiểm tra cần thực hiện sử dụng thiết bị hỗ trợ thu nhận dữ liệu từ máy tính.
- Dữ liệu cần được lưu giữ ở dạng không nén. Bao gồm đầy đủ các thông tin A-Scan.
- Quy trình kiểm tra cần phải được chứng thực trên mẫu có ít nhất 3 khuyết tật, bao gồm 2 khuyết tật mặt và 1 khuyết tật dưới bề mặt.
- Nhân sự thực hiện việc kiểm tra cần được đào tạo và thực hành cũng như tham dự trong quá trình demo.
- Cả kỹ thuật dựa trên biên độ (Amplitude based technique) và không dựa trên biên độ (non distance amplitude based technique) đều có thể được sử dụng.
- Phương án quét chi tiết, chỉ rõ cách đặt đầu dò, và độ bao phủ cần được thực hiện.
ASME ANSI B31.1
ASME B31.1 cho kiểm tra mối hàn power piping đã phát triển các yêu cầu trong bản thân Code để cho phép sử dụng UT hay RT cho kiểm tra mối hàn. Tiêu chuẩn chấp nhận trong B31.1 dựa trên đánh giá tay nghề (workmanship criteria). Hơn nữa, việc kiểm tra siêu âm cần có thêm các yêu cầu và đã được thay đổi theo từng phiên bản của tiêu chuẩn. Chi tiết yêu cầu năm 2004 của Code như sau:
- Thiết bị sử dụng khi kiểm tra cần có khả năng lưu giữ dữ liệu UT, bao gồm cả vị trí quét.
- Chiều dày của chi tiêt kiểm tra cần lớn hơn ½”.
- Nhân sự quét và giải đoán dữ liệu UT cần chứng minh khả năng thực hiện theo quy trình đã viết và cần được chứng nhận.
- Quy trình cần được chứng minh bằng thực tế là sẽ cho kết quả chấp nhận được khi quét trên mẫu calibration block được chế tạo theo ASME Section V, Article 4, T-542.2.
Mục số 4 đã được thay đổi trong vài năm gần đây theo hướng “Test block approved by the Owner – Mẫu kiểm tra được chấp nhận bởi chủ đầu tư”. Yêu cầu này thường được đánh giá là không rõ ràng khi so sánh với code case 2235.
ASME Section V
Khi ASME Phần VIII cho phép việc sử dụng siêu âm trong Code 2235, một phần Code case này liên quan đến các yêu cầu kiểm tra không phá hủy đã được đưa vào ASME V. Do đó, trong phiên bản 2010 của ASME V, Article 4 có bao gồm các Phụ lục bắt buộc phác thảo các yêu cầu khi thực hiện kiểm tra Siêu âm mảng pha tuân thủ theo code. Cụ thể, Điều 4 phụ lục IV và V đưa ra quy định bắt buộc và các yêu cầu để thực hiện kiểm tra Phased Array thủ công và Có mã hóa. Ngoài ra, Phụ lục VI và VII giải quyết các yêu cầu đối với Tiêu chí chấp nhận dựa trên tay nghề và Tiêu chí chấp nhận theo cơ học đứt gãy.
Các tiêu chí chấp nhận được trình bày trong Code 2235 dựa trên cơ học đứt gãy. Tiêu chí chấp nhận cho kiểm tra siêu âm dựa trên đánh giá tay nghề chỉ được áp dụng khi kiểm tra một số loại mối hàn và khi không thể chụp X quang.
Khi sử dụng tiêu chí chấp nhận theo cơ học đứt gãy, phần Phụ lục VII, các yêu cầu bổ sung được đưa ra trong Phụ lục VIII bao gồm các khối mẫu có khuyết tật v.v.
Mặc dù ASME đã đưa ra các yêu cầu chi tiết để giải quyết việc cho phép sử dụng kiểm tra Phased Array một cách chính thức, đôi khi các yêu cầu có thể phức tạp và tốn kém khi cần chuẩn bị tiến hành kiểm tra siêu âm. Tuy nhiên, ASME Code Section V, Article 1, T-150, paragraph (b) cho phép các quy trình đặc biệt có thể được sử dụng khác với các yêu cầu miễn là quy trình có thể được chứng minh là có khả năng phát hiện bất liên tục và có thể so sánh với các phương pháp khác. Do vậy phần này cho phép thay đổi các yêu cầu trong các phụ lục bắt buộc của Phần V, Điều 4.
Thiết bị phổ biến và phụ kiện cho kiểm tra siêu âm thay chụp ảnh phóng xạ
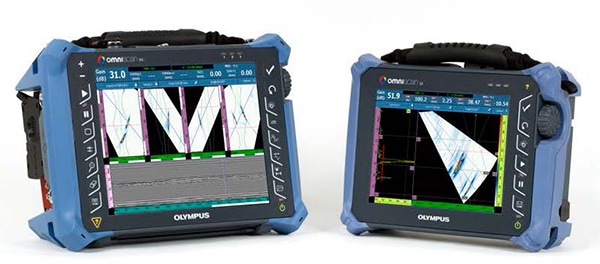
- Một bộ thu phát với khả năng lưu giữ dữ liệu A-scan nguyên gốc (không nén), và khả năng mã hóa vị trí (Ví dụ như thiết bị kiểm tra siêu âm khuyết tật OmniScan® hoặc FOCUS PX ™).
- Một kế hoạch quét và quy trình kiểm tra và các thông số thiết yếu (Ví dụ: các tham số được cài đặt bằng phần mềm NDT SetupBuilder).
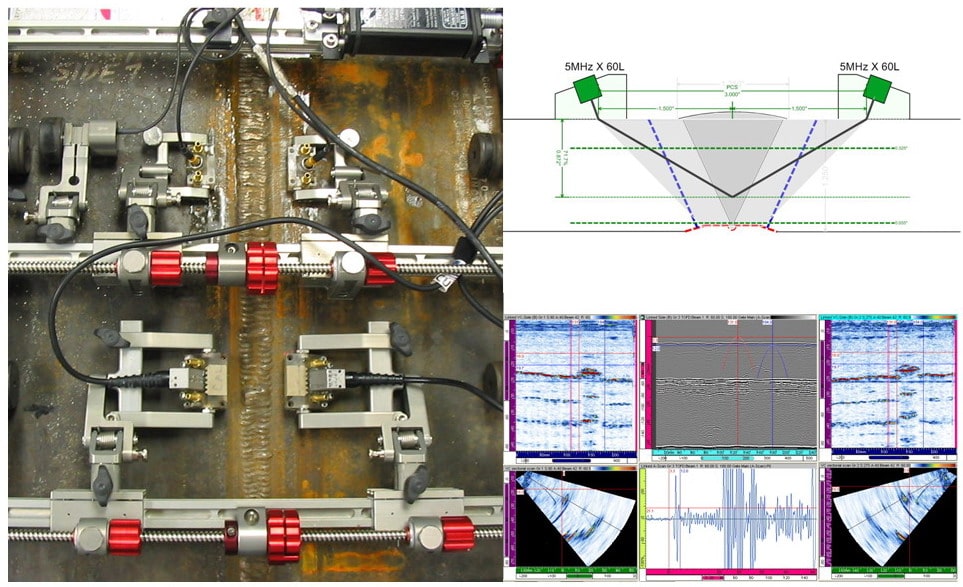
- Bộ quét công nghiệp (với bộ mã hóa vị trí) có thể quét liên tục nhiều lần mối hàn hoặc các vật cần kiểm tra (bán tự động hoặc tự động):
- Việc lựa thiết bị cần dựa trên số lượng đường hàn, đường kính ống, chiều dày mối hàn, loại vật liệu, quy trình hàn…
- Lưu giữ và phân tích dữ liệu
- Chứng minh hiệu năng, hiệu suất của thiết bị, quy trình, người vận hành, và quá trình kiểm tra.
- Tiêu chí chấp nhận thay thế theo yêu cầu.
- Đầu dò, nêm, thiết bị phân phối chất tiếp âm và các phụ kiện khác.
- Đào tạo và chứng nhận phù hợp cho nhân viên.


Kết luận
Việc thay thế chụp X quang bằng siêu âm đã trở thành một xu hướng ngành công nghiệp, cũng như thực tiễn đã được chấp nhận bằng các tiêu chuẩn ban hành. Thiết bị siêu âm mảng pha dễ sử dụng và giá cả phải chăng cùng các phần mềm ngày càng mạnh đang hỗ trợ rất nhiều cho việc sử dụng siêu âm. Những lý do chính tiếp tục xu hướng này bao gồm tiết kiệm chi phí và thời gian của quá trình kiểm tra, cải thiện an toàn của người vận hành và những người khác trong khu vực xung quanh và tính sẵn sàng sử dụng của các tiêu chí chấp nhận thay thế. Việc sử dụng siêu âm tăng lên cũng giúp dẫn đến giảm bớt việc loại bỏ và sửa chữa.



Pingback: Các vấn đề cần chú ý khi lên kế hoạch quét (Scan Plan) trong kiểm tra Phased Array và TFM cho mối hàn – VISCO NDT