



















Quá trình đo chiều dày các đường ghép nối ở túi khí trên ô-tô cũng có thể áp dụng cho việc đo độ dày khác trong các rãnh mỏng, các rãnh hoặc các gân lõm bên trong các vật liệu phi từ tính.
Khái quát
Trong những năm gần đây, việc sử dụng túi bơm khí nén như một thiết bị an toàn trong xe ô tô và xe tải đã trở nên phổ biến trên khắp thế giới. Các túi khí được lắp trong ngăn trên của tay lái, bảng điều khiển và cửa ra vào với lớp vỏ bọc bằng nhựa. Những vỏ bọc này có đường nối hở, được thiết kế để có thể mở ra ngay lập tức khi phát nổ hay va chạm.
Chiều dày đường ghép nối là một phần quan trọng trong việc kiểm soát chất lượng sản xuất. để đảm bảo rằng nó nằm trong thông số kỹ thuật — nếu đường may không hoạt động chính xác, túi khí có thể không phồng lên đúng cách hoặc hoàn toàn. Nếu quá dày, túi khí có thể không được triển khai đầy đủ trong trường hợp khẩn cấp; và nếu chúng quá mỏng thì có thể sẽ bị tách rời khi bị va chạm trong quá trình lái xe thông thường.
Trong khi độ dày của đường ghép nối có thể được đo nhờ các kỹ thuật phá hủy thì Magna-Mike 8600 lại mang đến một giải pháp thay thế nhanh chóng và không phá hủy giúp đo đường rách hay mép rách túi khí.

Thiết bị sử dụng:
Magna-Mike 8600 với Đầu dò 86PR1-CWC và các đĩa 80TD1, 80TD2.
Phương pháp
Magna-Mike 8600 là thiết bị đo độ dày dựa trên hiệu ứng Hall Effect, nguyên lý sử dụng điện từ để đo khoảng cách giữa mũi của đầu dò và bia có từ tính. Đầu dò được giữ ở một bên của vật mẫu và bia được đặt ở bên kia, do đó khoảng cách giữa chúng đại diện cho độ dày cần đo.

Do hình dạng của đường may, chúng tôi đã tạo ra một đầu dò đặc biệt (86PR1-CWC) và bộ đĩa mục tiêu (80TD1 và 80TD2) để giúp đảm bảo các phép đo độ dày chính xác. Đầu dò được sử dụng trong ứng dụng này có một đầu nhọn, hẹp được thiết kế để vừa với vết rách túi khí. Đĩa đích 80TD1 được làm sắc cạnh và nó được thiết kế để vừa với các đường nối hình chữ V. Bia dạng đĩa 80TD2 có cạnh hình vuông, lý tưởng cho các đường nối phẳng hơn.
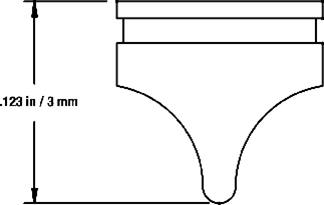
Các phần đường may điển hình trong túi khí ô tô có chiều ngang từ khoảng từ 1 đến 2 mm (0,040 “đến 0,080”), với độ dày trung tâm từ 0,5 mm đến 1,5 mm (0,020 “đến 0,060”). Mặt cắt ngang có thể phẳng ở cả hai mặt, hình chữ V ở cả hai mặt, hoặc một mặt phẳng và một mặt hình chữ V.
Hiệu chuẩn thiết bị được thực hiện theo cách tương tự như đối với đầu dò và bia khác và được mô tả chi tiết trong Hướng dẫn vận hành Magna-Mike 8600. Khi thực hiện hiệu chuẩn với các bia mục tiêu dạng đĩa, điều quan trọng là đảm bảo rằng bia được xếp thẳng với đầu dò. Nếu mục tiêu bị lệch trong quá trình hiệu chuẩn, các phép đo sẽ không chính xác.
Khi đo, đầu dò thường được đặt ở bên ngoài nắp túi khí và đĩa mục tiêu ở bên trong, để cho phép đầu dò có thể di chuyển tự do. Nhà thực hiện nên theo dõi vị trí của đĩa mục tiêu để bảo đảm rằng nó nằm đúng ở đáy rãnh đường rách. Điều cực kỳ quan trọng để đo chính xác là đĩa phải thẳng hàng với đầu dò. Nếu đầu dò hay ổ đĩa bị lệch, hoặc nếu đĩa bị nghiêng trong đường may thì các giá trị đọc sẽ không chính xác. Hãy nhớ rằng, như với bất kỳ ứng dụng Magna-Mike nào khác, dụng cụ để đo khoảng cách giữa đầu dò và mục tiêu. Vì vậy, nếu đầu dò hoặc mục tiêu không tiếp xúc với bề mặt của đường nối, độ dày hiển thị sẽ có sai số cao. Tương tự, nếu đĩa mục tiêu bị lệch hướng đối với đầu dò, kết quả thể hiện có thể xa hơn thực tế. Với các hiệu chuẩn phù hợp và hướng đĩa mục tiêu đúng, độ chính xác của phép đo sẽ ở khoảng ±3% hoặc cao hơn có thể.

Vị trí bia dạng đĩa bên trong đường nối 
Kiểm tra chiều dày vị trí bên ngoài túi khí


Để biết thêm thông tin về cách đo đường nối trong túi khí ô tô ứng dụng khác của Magna-Mike, hãy liên hệ VISCO.

