



















Ứng dụng kiểm tra siêu âm trong ngành đúc
Tổng quan chung về các ứng dụng kiểm tra không phá hủy bằng siêu âm trong ngành đúc, bao gồm đo độ dày, phát hiện vết ngót rỗng và đánh giá cấu trúc hạt gang cầu.
Giới thiệu chung
Nghệ thuật đúc kim loại thành các hình dạng cụ thể đã được thực hiện trong hàng nghìn năm nay, nhưng chỉ trong những thập kỷ gần đây, các công cụ NDT siêu âm hiện đại mới tham gia trong quá trình đảm bảo tính toàn vẹn của thành phẩm. Trước đây, một người thợ đúc sẽ đánh giá chất lượng của một vật đúc bằng cách gõ bằng búa để đánh giá âm thanh phản hồi. Ngày nay, các thiết bị sử dụng sóng âm siêu âm có thể cung cấp chính xác hơn nhiều thông tin về cấu trúc ẩn bên trong của cả vật đúc kim loại đen và kim loại màu.

Khuyết tật vật đúc
Dù là đúc gang, đúc thép, hay đúc hợp kim thì vẫn tồn tại nhiều lỗi trên vật đúc khiến năng suất làm việc và chất lượng thành phẩm giảm sút. Dưới đây là những lỗi thường gặp bên trong vật đúc.
Rỗ co
Các lỗ ở gần biên hạt. Nguyên nhân do sự co ở kim loại lỏng. Ở gần biên hạt có độ quá nguội lớn nên các liên kết giữa các hạt bị đứt tạo thành các lỗ. Rỗ co làm giảm mật độ kim loại. Ảnh hưởng cơ tính vật đúc.
Cách khắc phục rỗ co là gia công áp lực để làm rõ ấy bị ”bẹp lại” hoặc đúc áp lực.
Lõm co
Phần lõm ở bề mặt của vật đúc hoặc phần lõm ở tâm vật đúc (kết tinh sau cùng). Lõm co có nguyên nhân từ quá trình khi kim loại kết tinh đến phần cuối cùng thì không còn kim loại nữa, dẫn đến chỗ này hình thành khoảng trống.
Rỗ khí
Các lỗ khí không kịp thoát ra khi đúc dẫn đến hình thành các bọt khí bên trong. Nguyên nhân của rỗ khí là khi kim loại nóng chảy đã hòa tan một lượng khí, và trong quá trình đông đặc, nó ”nhả” khí ra, khí này khi bị đông đặc đột ngột không kịp thoát ra bề mặt và bị tắc ở trong vật liệu đúc. Khí cũng có thể do hơi nước ở thành khuôn bốc lên hoặc trong không khí không kịp thoát. Kích thước rỗ khí thường lớn hơn Rỗ co. Rỗ khí là khuyết tật nguy hiểm khi ở dưới lớp vỏ kim loại.
Nứt
Là khuyết tật tương đối nguy hiểm đối với vât đúc. Nguyên nhân chủ yếu của khuyết tật nứt là do ứng suất bên trong trong quá trình đông đặc với các giọt không đều giữa các vùng khác nhau trong vật đúc cả khi kết tinh và làm nguội theo nhiệt độ.
- Nứt nóng: Sinh ra ở nhiệt độ cao do đó bên mặt vế nứt bị oxy hóa làm cho bề mặt không sạch. Loại nứt này sinh ra khi kết tinh. Nguyên nhân do kim loại bị kìm hãm bởi độ lún của khuôn và lõi kém. Những kim loại có độ kéo dài nhỏ ít bị nứt nóng.
- Nứt nguội: Xảy ra ở nhiệt độ thấp nên bề mặt nứt sạch do không bị oxy hóa.
Thiên tích (segregation)
Sự không đồng nhất về tổ chức kim loại trong quá trình đúc.
Kiểm tra siêu âm trong ngành đúc
Máy đo độ dày siêu âm có thể được sử dụng để đo kích thước thành của vật đúc rỗng. Máy kiểm tra khuyết tật siêu âm như EPOCH 650 cũng có thể được sử dụng để xác định các điểm không liên tục như rỗng ẩn, tạp chất và vết nứt. Kiểm tra siêu âm dựa trên vận tốc bằng cách sử dụng máy đo độ dày hoặc máy kiểm tra khuyết tật cũng có thể được sử dụng để định lượng cấu trúc hạt của than chì trong gang cầu.
Thiết bị đo chiều dày siêu âm thường được sử dụng để đo các vật đúc rỗng có hình dạng phức tạp, chẳng hạn như khối động cơ ô tô. Sự thay đổi trong quá trình đúc có thể dẫn đến một phần thành quá mỏng ở một bên và quá dày ở bên kia. Máy đo độ dày siêu âm có thể đo độ dày của thành từ một phía.
Có thể xuất hiện các vết lồi, rỗ, tạp chất và vết nứt trên kim loại trong quá trình đúc. Những khiếm khuyết này tạo ra các chỉ thị siêu âm có thể được xác định bởi người vận hành được đào tạo bằng cách sử dụng máy kiểm tra khuyết tật siêu âm với đầu dò thích hợp.
Kích thước hạt và sự phân bố của hạt (độ sần) có ảnh hưởng lớn đến độ bền cơ học của gang. Kiểm tra cấu trúc hạt đặc biệt quan trọng trong ngành công nghiệp ô tô và các lĩnh vực khác, nơi hoạt động an toàn của các bộ phận bằng gang được quan tâm hàng đầu. Các kỹ thuật siêu âm cung cấp một giải pháp thay thế không phá hủy cho việc kiểm tra bằng kính hiển vi và các bài kiểm tra độ bền kéo để xác định mức độ hạt, bởi vì cấu trúc hạt tương quan với vận tốc âm thanh.
Đo độ dày siêu âm của vật đúc
Kiểm tra độ dày của thành có thể được thực hiện với máy đo độ dày Olympus 38DL PLUS® hoặc 45MG. Nếu độ dày kim loại vượt quá khoảng 12,7 mm (0,5 in.), nên sử dụng tùy chọn phần mềm Độ thâm nhập cao để đảm bảo độ đâm xuyên. Lựa chọn đầu dò phụ thuộc vào phạm vi độ dày cần đo và đặc tính âm học của kim loại đúc cụ thể. Các đầu dò được sử dụng phổ biến nhất là M106, M1036 (2,25 MHz), M109 và M110 (5 MHz). Đối với vật đúc dày hơn khoảng 50 mm (2 in.), đầu dò có đường kính lớn, tần số thấp như M101 (500 KHz) thường được khuyên dùng.
Quy trình đo độ dày vật đúc
Quy trình thiết lập và hiệu chuẩn thiết bị đo chi tiết đúc có thể được tìm thấy trong sách hướng dẫn vận hành cho từng thiết bị. Ngoài ra, việc lựa chọn đầu dò, tình trạng bề mặt, hình học, hiệu chuẩn đo và tín hiệu nhiễu tán xạ có thể ảnh hưởng đến phép đo vật đúc.
Chất tiếp âm
Các bề mặt thô ráp thường thấy trên vật đúc cát sẽ làm giảm khả năng tiếp âm của đầu dò, vì vậy luôn phải sử dụng chất tiếp âm có độ nhớt cao như gel (Couplant D) hoặc glycerin (Couplant B).
Điều kiện bề mặt
Khi bề mặt gồ ghề, độ dày tối thiểu có thể đo được sẽ tăng lên do âm thanh dội lại trong phần tiếp xúc giữa đầu dò và vật đo. Những âm vang này phải được loại bỏ để có thể đo tốt hơn. Tương tự như vậy, độ dày tối đa có thể đo được giảm do tiếp âm không hiệu quả giữa đầu dò và vật đúc. Trong hầu hết các trường hợp, phép đo độ dày có thể được thực hiện trên bề mặt đúc, nhưng đối với các ứng dụng khó, việc chuẩn bị bề mặt sẽ cải thiện hiệu suất (mài nhẵn, phẳng, đảm bảo 2 bề mặt đo song song).
Hình học vật cần đo
Bề mặt bên trong và bên ngoài của vật đúc phải gần như song song hoặc đồng tâm để cho phép đo siêu âm. Khi các thành bị lệch nhiều với nhau, sóng âm thanh sẽ bị phản xạ ra khỏi đầu dò và không có xung vọng nào được hiển thị trên màn hình.
Hiệu chuẩn thiết bị
Bất kỳ phép đo độ dày siêu âm nào sẽ chỉ chính xác khi vận tốc âm thanh của vật liệu phù hợp với giá trị sau hiệu chuẩn thiết bị. Tốc độ truyền âm có thể khác nhau ở cả gang đen và gang màu vì những thay đổi về độ cứng và cấu trúc hạt. Trong các vật đúc lớn, nơi các khu vực khác nhau nguội với tốc độ khác nhau, vận tốc có thể thay đổi trong một bộ phận do cấu trúc hạt không đều. Để có độ chính xác đo tối ưu, việc hiệu chuẩn vận tốc phải luôn được thực hiện trên mẫu chuẩn tham chiếu có độ dày đã biết có cùng tính luyện kim với các bộ phận được thử nghiệm.
Hiện tượng tán âm
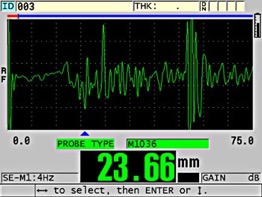
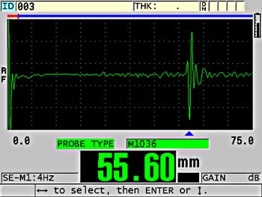
Cấu trúc hạt thô của một số kim loại đúc tạo ra tín hiệu tán xạ bên trong trước xung phản xạ của mặt đáy phía sau. Tán âm có thể khiến phần mềm đo độ dày cho kết quả đọc sai, đặc biệt là khi sử dụng cài đặt đo độ dày mặc định thay vì cài đặt tùy chỉnh. Tình trạng này có thể được chẩn đoán dễ dàng bằng cách quan sát dạng sóng. Nhiễu xạ/Tán xạ bên trong thường có thể được loại bỏ bằng cách chuyển sang đầu dò tần số thấp hơn, hoặc bằng các điều chỉnh đơn giản về độ lợi của thiết bị cũng như sử dụng khoảng trống (BLANKING) (xem dạng sóng 38DL PLUS trong Hình 1 và Hình 2).

Hình 1 – Nhiễu xạ gây ra đọc sai (phản xạ từ đáy sau ở bên phải màn hình). Hình 2 -Giá trị đo chính xác sau khi điều chỉnh độ lợi và độ dốc TCG (phản xạ mặt đáy được hiển thị rõ ràng).
Kiểm tra khuyết tật vật đúc
Có thể sử dụng bất kỳ thiết bị siêu âm khuyết tật nào thuộc dòng Olympus EPOCH® (EPOCH 650, EPOCH 6LT) để kiểm tra vật đúc. Các đầu dò biến tử kép như dòng DHC, với tần số từ 1 MHz đến 5 MHz thường được sử dụng khi kiểm tra vật đúc, cần giảm phản xạ từ đầu dò tiếp xúc với bề mặt đúc thô và để tối ưu hóa phản xạ từ các bất liên tục có hình dạng bất thường. Trong một số trường hợp, đầu dò góc có thể được sử dụng để phát hiện vết nứt. Các hệ thống kiểm tra chuyên dụng thực hiện quét tự động sẽ sử dụng đầu dò nhúng trong cùng dải tần số.
Quy trình kiểm tra khuyết tật vật đúc
Bản chất dạng hạt của vật đúc kim loại tạo ra thách thức đối với việc phát hiện khuyết tật bằng sóng siêu âm vì sự phản xạ tạo ra bởi các ranh giới hạt, sóng âm tán xạ tăng lên khi kích thước hạt tăng lên. Ngoài ra, cũng như trong các ứng dụng đo độ dày, bề mặt thô ráp thường thấy trên vật đúc cát làm suy giảm khả năng ghép âm và làm giảm biên độ xung phản xạ. Các yếu tố này xác định kích thước khuyết tật tối thiểu có thể phát hiện được trong thử nghiệm siêu âm. Vì lý do này, điều quan trọng là phải chú ý cẩn thận đến việc lựa chọn đầu dò và thiết lập thiết bị. Quy trình được khuyến nghị là tối ưu hóa việc lựa chọn và thiết lập đầu dò. Điều này được thực hiện với sự hỗ trợ của các tiêu chuẩn tham chiếu đại diện cho các mẫu của chi tiết cần được kiểm tra có chứa các khuyết tật đã biết được xác định bằng thử nghiệm phá hủy, chụp X quang hoặc các kỹ thuật phi siêu âm khác. Sau đó có thể lưu trữ các chỉ thị từ các khuyết tật đã biết này và so sánh với các chỉ thị từ các mẫu thử. Lọc thông dải trong dòng máy EPOCH 650, EPOCH 6LT rất hữu ích trong việc giảm nhiễu tán xạ hạt.
Hình 3 và 4 cho thấy một thử nghiệm điển hình với đầu dò kiểm tra vật đúc 40 mm (1,6 inch), sử dụng máy dò khuyết tật EPOCH 650 với đầu dò kép DHC709-RM (5 MHz, đường kính 12,7 mm [0,5 inch]). Hình 3 cho thấy xung phản xạ thành sau từ quá trình đúc ở phía bên phải của màn hình, cùng với nhiễu bề mặt mức độ thấp và nhiễu hạt dọc theo đường truyền âm. Hình 4 cho thấy một chỉ thị từ một khuyết tật bên trong, có thể dễ dàng xác định được dựa trên nhiễu xung quanh.
Hình 3 – Khu vực đúc tốt Hình 4 – Chỉ thị khuyết tật


Mặc dù ứng dụng phát hiện khuyết tật phổ biến nhất trong vật đúc liên quan đến lỗ rỗng và tạp chất, một số người dùng cũng cần kiểm tra vết nứt hoặc gãy. Kiểm tra vết nứt phải luôn được áp dụng đối với hình dạng cụ thể của vật đúc, và vị trí, kích thước và hướng của các vết nứt nghi ngờ. Ngoài ra, thử nghiệm vết nứt phải sử dụng các mẫu chuẩn tham chiếu thích hợp có chứa các khuyết tật đã biết hoặc do nhân tạo. Đầu dò tia thẳng được sử dụng khi bề mặt nứt song song với bề mặt đầu dò. Đầu dò góc được sử dụng khi vết nứt vuông góc hoặc nghiêng so với bề mặt tiếp xúc. Lưu ý rằng do tốc độ truyền âm trong gang và vật đúc kim loại màu thấp hơn, góc khúc xạ thực tế của nêm được thiết kế để sử dụng trên thép có thể sẽ thấp hơn. Các góc này nên được tính toán lại bằng Định luật Snell bất cứ khi nào các nêm góc của vật liệu thép được sử dụng trên các vật liệu khác.
Kiểm tra cấu trúc hạt gang cầu (Nodularity)
Các thiết bị được khuyến nghị để kiểm tra hạt là máy đo độ dày 38DL PLUS và 45MG với đầu dò đơn biến tử, có thể cung cấp khả năng đọc trực tiếp vận tốc âm thanh dựa trên độ dày chi tiết đo. Các tùy chọn phần mềm có độ thâm nhập cao cho thiết bị đo 38DL PLUS và 45MG được khuyến nghị nếu độ dày kim loại vượt quá khoảng 12,5 mm (0,5 in.). Cũng có thể sử dụng bất kỳ máy dò khuyết tật dòng EPOCH nào của Olympus và lấy thông tin vận tốc bằng cách thực hiện quy trình hiệu chuẩn vận tốc. Chủ đề quan trọng này được thảo luận chi tiết trong “Kiểm tra cấu trúc hạt gang cầu“.
