


















11.4. CÔNG NGHỆ HÀN KHÍ VÀ HÀN VẢY
11.4.1. Công nghệ hàn khí
a. Khái niệm
Hàn khí là một trong những phương pháp hàn hóa học trong đó dùng nhiệt lượng phản ứng cháy của khí đốt trong oxy, để nung chảy các sản phần kim loại được hàn và que hàn bổ sung để tạo thành mối hàn.
Phương pháp hàn khí được dùng để hàn các tấm kim loại mỏng, kim loại và hợp kim màu.
b. Các loại khí dùng trong hàn khí
Khí dùng trong hàn khí có hai loại: khí oxy dùng để duy trì cho sự cháy và các loại khí cháy như acetylen (C2H2), hydro (H2), khí than đá, hơi của xăng và benzen… trong thực tế khí đốt chủ yếu dùng để hàn là acetylen vì khí này khi cháy trong oxy tỏa ra nhiệt lượng có ít cao nhất (11470 cal/m3) và đưa nhiệt độ lên mức cao nhất (3150oC)
Khí hydrô là một loại khí đốt không màu, không mùi. Hydro được điều chế bằng phương pháp điện phân hoặc những phương pháp khác. Oxy và hydro được bán ngoài thị trường ở dạng bình chứa, thường có áp suất 150 at và dung tích tiêu chuẩn là 40L. Phương pháp hàn khí hydro được ứng dụng khá sớm nhưng vì nhiệt lượng của nó tương đối ít và nhiệt độ không cao nên chỉ được dùng để hàn kim loại màu như nhôm, chì và hàn những tấm thép mỏng hoặc để nung vật liệu khi cắt bằng oxy. Mặt khác vì nhiệt độ thấp nên khi hàn những tấm thép dày phải kéo thời gian đốt nóng chảy làm cho nhiệt lượng tổn thất rất nhiều, do đó giá thành cao. Cũng vì vậy nên khí actylen được dùng nhiều trong kỹ thuật hàn khí, còn hàn hơi hydro ít được dùng.
Khí actylen (còn gọi là hơi đất đèn) là một loại khí nhẹ hơn oxy và hydro, không màu và thoang thoảng mùi ete, bốc cháy ở nhiệt độ 420o và dễ nổ khi áp suất lớn hơn 1,75 at hoặc tiếp xúc lâu với đồng và bạc. Hỗn hợp của không khí với actylen khi nồng độ của nó trong hỗn hợp nằm trong giới hạn từ 2,8 – 65% có thể gây nổ.
c. Công nghệ hàn khí
Chất lượng của mổi mối hàn khí phụ thuộc vào cách chọn công suất của mỏ hàn, chất lượng que hàn, cách điều chỉnh ngọn lửa hàn, cách chọn phương pháp hàn và độ nghiêng của mỏ hàn.
Các phương pháp hàn: Hàn khí gồm có hai phương pháp: hàn phải và hàn trái.
Hàn phải: người thợ hàn bắt đầu hàn từ bên trái sang bên phải (tức là mỏ hàn di chuyển trước, que hàn di chuyển sau) như hình 11.16b. Phương pháp này có năng suất cao và tiết kiệm được khí actylen, đồng thời mối hàn sau khi hàn xong còn được ngọn lửa đốt nóng trong một thời gian nữa cho nên độ dẻo mối hàn được tăng lên và ít bị nứt. Phương pháp này là phương pháp hàn chủ yếu trong công nghệ hàn khí.
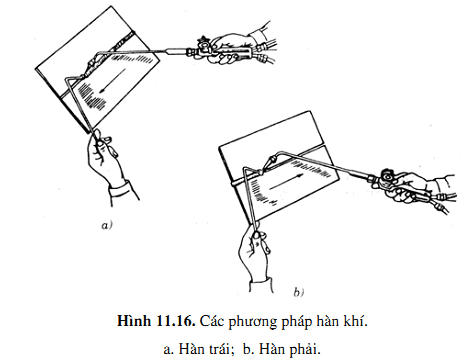
Hàn trái: Người thợ hàn bắt đầu hàn từ bên phải sang bên trái (que hàn di chuyển trước mỏ hàn) hình 11.16 – a. tốc độ hàn theo phương pháp này tương đối chậm (thường chậm hơn hàn phải 20 – 30%) và thường chỉ dùng hàn những vật mỏng (từ 3mm trở xuống), những kim loại màu như nhôm, kẽm…
Que hàn dùng để hàn hơi thường có thành phần hóa học tương tự như thành phần hóa học của vật hàn (tức là hàn kim loại nào thì que hàn dùng vật liệu đó) gần đây người ta còn cho thêm vào que hàn chất crom, vanadi, niken, đồng…
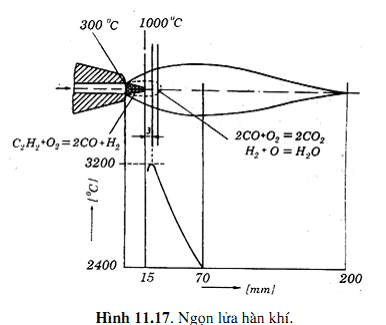
Ngọn lửa hàn khí: ngọn lửa cháy của actylen và oxy cho nhiệt độ rất cao với tỷ lệ tương ứng
(11.5)
Sẽ cho những ngọn lửa với những đặc điểm và công dụng khác nhau (Hình 11.17)
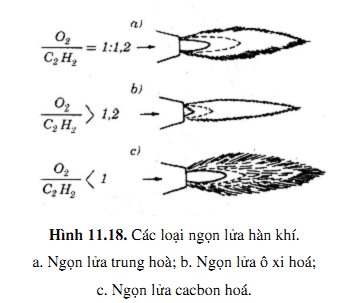
Ngọn lửa = 1,0 – 1,2 gọi là ngọn lửa trung hòa (Hình 11.18 – a). ngọn lửa này dùng để hàn các loại thép.
Ngọn lửa >1,2 gọi là ngọn lửa thừa oxy hay còn gọi ngọn lửa oxy hóa. Ngọn lửa này thích hợp dùng để hàn đồng và hợp kim của chúng (Hình 11.18 – b).
Ngọn lửa < 1,0 gọi là ngọn lửa thừa acetylen hay còn gọi là ngọn lửa cacbon hóa. Nó dùng để hàn gang (Hình 11.18 – c).
Chế độ hàn khí: hàn khí để hàn kim loại có một số yếu tố cần thiết được tính tóan thích ứng như sau:
+ Đường kính que hàn (d), tức là vật liệu kim loại bổ sung cho mối hàn, thông thường vật liệu que hàn giống với vật liệu hàn
* Dùng khi hàn phải chọn: d = S/2 (mm) (11.6)
* Dùng khi hàn trái chọn: d = S/2 +1 (mm) (11.7)
+ Công suất ngọn lửa hàn: đó là lượng tiêu hao khí oxy hoặc khí cháy trong một đơn vị thời gian: A = k.S (lít/giờ) (11.8)
Ở đây: S: chiều dày vật hàn (mm); k: hệ số phụ thuộc vào kim loại vật hàn và phương pháp hàn. Hàn thép k = 100 – 120; hàn đồng k = 150 – 200.
Thiết bị dùng hàn khí
Gồm những bộ phận dưới đây (Hình 11.19)
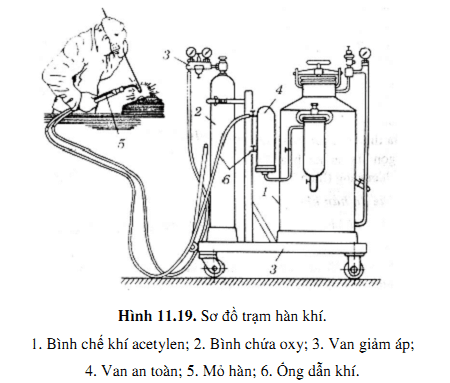
Acetylen được điều chế bằng cách cho đất đèn (cacbua canxi) tác dụng với nước. Đất đèn được sản xuất bằng cách nung chảy đá vôi với than gỗ trong lò điện. Đất đèn gioongs như đá có màu đen xám, rất cứng, khó tác dụng với axit, nhưng gặp nước và khí ẩm trong không khí sẽ sinh khí acetylen 0,3%. Để tránh hiện tượng nổ thùng chứa đất đèn, thùng phải hết sức kín, phải để nơi thoáng gió, khô ráo, kê cao trên mặt đất, nhất thiết không đặt ở nơi ẩm ướt và kín gió. Cần có buồng riêng biệt lập cho thùng chứa đất đèn.
Khí acetylen được đến chỗ hàn từ bình chế khí acetylen hoặc những bình chứa khí acetylen trong dung dịch aceton dưới áp suất 16 -22 at. Loại khí acetylen chứa trong bình này khi dùng rất thuận tiện, chỉ cần lắp thêm bộ van giảm áp là có thể sử dụng được, sau khi dùng hết vẫn có thể đưa bình về xưởng nạp khí lại.
Khí oxy là khí không màu, không mùi, không độc, không thể tự cháy, nhưng nó giúp cho sự cháy. Oxy có trong không khí chừng 21% (tính theo thể tích), oxy dùng khi hàn là oxy nguyên chất được điều chế từ không khí bằng cách: ép, làm lạnh, làm giãn nở để cho không khí hóa thể lỏng, sau đó để bốc hơi ở nhiệt độ -183oC thu được oxy nguyên chất. Khi oxy đó được chứa trong bình thép (bình oxy) dung tích 40 lít với áp suất 150 at và được mang tới chỗ hàn.
Cắt kim loại bằng nhiệt
Cắt đứt kim loại đen, kim loại màu và hợp kim bằng hồ quang hoặc bằng ngọn lửa khí đều là những phương pháp dùng nhiệt đốt nóng để làm cho vật kim loại cần cắt đạt tới điểm nóng chảy, sau khi chảy sẽ bị thổi ra khỏi rãnh cắt để hình thành rãnh cắt.
Cắt đứt bằng hồ quang điện: là quá trình nung chảy và cắt đứt kim loại bằng nhiệt lượng hồ quang điện. Điện cực của hồ quang có thể là điện cực than hoặc là điện cực kim loại. Phương pháp cắt đứt bằng hồ quang điện là phương pháp không kinh tế, khó thực hiện khi chiều dày cần cắt lớn và thường cho đường cắt không đều, do đó nó thường dùng để tháo rời các cơ cấu kim loại cũ và cắt đứt các hệ thống đậu ngót, hệ thống rót của các vật đúc. Ưu điểm cơ bản của phương pháp cắt đứt bằng hồ quang điện là: không chỉ dùng để cắt đứt được thép mà còn có thể cắt đứt được gang và kim loại màu
Cắt bằng ngọn lửa khí và khí oxy: là quá trình nung chảy và cắt đứt kim loại bằng nhiệt của ngọn lửa khí và khi oxy.
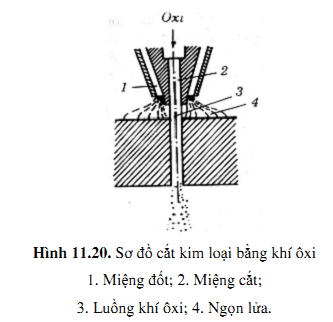
Cắt đứt bằng oxy dựa trên khả năng của một số kim loại, khi cháy trong khí oxy thì tỏa ra nhiệt lượng lớn có thể làm chảy được kim loại và các oxyt tạo thành. Kim loại được cắt đứt bằng một mỏ hàn (Hình 11.20), có cấu tạo khác với mỏ hàn. Mỏ hàn cắt có hai bộ phận: miệng cắt và miệng đốt. Miệng đốt (1) dùng để xì hỗn hợp cháy acetylen và oxy tạo nên ngọn lửa (4) dùng để đốt nóng kim loại tới nhiệt độ cháy. Miệng cắt (2) dùng để xì khí oxy (3) có áp suất cao, giúp cho quá trình cháy được nhanh và thổi hết các oxyt kim loại đi. Phương pháp cắt đứt bằng khí oxy chỉ có thể dùng để cắt những kim loại có nhiệt độ cháy thấp hơn nhiệt độ nóng chảy và nhiệt độ chảy của các oxit được tạo thành phải thấp hơn nhiệt độ nóng chảy của bản thân kim loại đó. Mặt khác tính dẫn nhiệt của kim loại cắt phải thấp để tập trung nhiệt năng. Do đó gang, nhôm, đồng và hợp kim màu không thể cắt bằng khí ôxy. Phương pháp này chỉ có thể dùng để cắt thép có lượng cacbon dưới 0,3% và thép kết cấu hợp kim thấp. Đối với thép hợp kim cao thì trước khi cắt phải đốt nóng tới 650 – 700oC.
Cắt kim loại bằng khí ôxy có chất trơ: là phương pháp dùng thêm chất trợ dung (thành phần cơ bản là bột sắt và một số ít các chất phụ thêm) được dẫn cùng với luồng khí ôxy tới vùng cắt. Kim loại cháy trong ôxy có chất trợ dung sẽ tỏa thêm nhiệt, làm cháy thêm các ôxyt kim loại khó chảy và đồng thời thổi chúng ra khỏi vùng cắt được dễ dàng. Phương pháp này dùng để cắt đứt các loại thép không gỉ, thép chịu nhiệt, gang và một số kim loại màu.
Chiều sâu cắt đứt bằng ngọn lửa khí và khí ôxy có thể tới 1m và hơn nữa. Khe cắt không rộng quá tương đối bằng phẳng.
Ngoài phương pháp cắt đứt bằng ngọn lửa khí và ôxy người ta còn dùng phương pháp phối hợp giữa hồ quang và ngọn lửa khí với nhau. Nội dung của phương pháp phối hợp này là: vật cắt được đốt nóng bằng hồ quang điện, điện cực là một ống thép để dẫn khí ôxy dùng cho việc cắt kim loại.
Phương pháp cắt tiên tiến hiện nay là cắt plasma không khí nén với máy cắt A70; PS – 55; P100 (Nhật); PLG50 (Thụy điển); NERTAZIP215 (Pháp)
11.4.2. Công nghệ hàn vảy
a. Khái niệm
Hàn vảy là phương pháp nối các chi tiết kim loại hoặc hợp kim ở trạng thái rắn nhờ một kim loại trung gian gọi là vảy hàn (kim loại có nhiệt độ nóng chảy thấp hơn kim loại chi tiết hàn). Sự hình thành mối hàn ở đây chủ yếu dựa vào quá trình hòa tan và khuếch tán của vảy hàn (do vảy hàn chảy) vào kim loại vật hàn ở chỗ nối cho đến khi vảy hàn đông đặc.
Hàn vảy được sử dụng rộng rãi ở các ngành công nghiệp, vì chúng có những đặc điểm sau:
– Có tính kinh tế cao.
– Do không gây ra sự thay đổi thành phần hóa học của kim loại vật hàn, vùng ảnh hưởng nhiệt không có, do vậy vật hàn không bị biến dạng.
– Có thể hàn được kết cấu phức tạp mà các phương pháp hàn khác khó thực hiện được.
– Có khả năng hàn được các kim loại khác nhau.
– Năng suất hàn cao không đòi hỏi công nhân bậc cao.
b. Vảy hàn và thuốc hàn
Vảy hàn và thuốc hàn là các yếu tố quan trọng trong hàn vảy, vảy hàn thường là những kim loại hoặc hợp kim có khả năng khuếch tán và liên kết với các kim loại khác.
Vảy hàn: Tùy thuộc vào hình dáng của vật hàn, kim loại của vật hàn mà có nhiều loại vảy hàn. Nếu căn cứ vào nhiệt độ nóng chảy của vảy hàn có thể chia ra làm hai nhóm sau:
– Vảy hàn mềm: có nhiệt độ thấp hơn 450oC, có độ cứng nhỏ, tính chất cơ học thấp. Loại vảy hàn này dùng để hàn các chi tiết chịu lực nhỏ, làm việc trong điều kiện nhiệt độ thấp.
– Ví dụ, vảy hàn Sn-Pb (thiếc – chì) với 61%Sn và 39%Pb; vảy hàn Sn – Zn (thiếc – kẽm) để hàn nhôm…
– Vảy hàn cứng có nhiệt độ nóng chảy tương đối cao (>500oC) thường từ 720 – 900oC. Vảy hàn này có độ cứng và độ bền cơ học tương đối cao.
Vảy hàn cứng dùng để hàn các chi tiết chịu lực lớn. Ví dụ trong chế tạo máy, dùng vảy hàn cứng để hàn mảnh hợp kim cứng lên thân dao bằng thép kết cấu …
Loại vảy hàn này thường dùng là đồng thau, bạc niken…
Thuốc hàn. Thuốc hàn là vật liệu hàn cần thiết để làm sạch mối hàn và thúc đẩy quá trình hòa tan và khuếch tán của vảy hàn vào kim loại cơ bản. Tùy thuộc loại vảy hàn mà sử dụng thuốc hàn khác nhau.
Thuốc hàn gồm các loại:
– Các muối (clorua kẽm), axit phốt phoric…dùng cho vảy hàn mềm.
– Borat, clorua kẽm, muối kali dùng cho vảy hàn cứng.
Để giảm ứng suất nhiệt xuất hiện trong miếng hợp kim cứng, khi hàn thường dùng miếng đệm bằng thép ít cacbon hoặc hợp kim pecmalôi. Việc sử dụng miếng đệm này rất có tác dụng, nhất là khi hàn các hợp kim cứng titan-vonfram vàtitan-tantan-vofram.
|
Vảy hàn |
Thành phần hóa học |
Nhiệt độ nóng chảy oC |
Công dụng |
| Đồng niken | Cu – 68,7%
Ni – 27,5% Al – 0,8% |
1170 |
Hàn mảng hợp kim cứng vào dụng cụ, khi hàn phải đốt nóng đến 900oC. Loại này chịu tải trọng lớn |
| Đồng điện giải | Cu – 99,9%
Tạp chất 0,1 |
1083 |
Hàn mảng hợp kim cứng vào dụng cụ, khi hàn phải đốt nóng đến 700oC. Loại này chịu tải trọng trung bình |
| Đồng thau niken | Cu – 68,0%
Zn – 27,0 Ni – 5,0 |
1000 |
Như trên |
| Đồng thau Л162 | Cu – 62,0%
Zn – 38 |
900 |
Hàn mảng hợp kim cứng vào dụng cụ, khi hàn phải đốt nóng đến 600oC. |
Bảng 11.2. Các loại vảy hàn
| Thành phần chất trợ dung | Công dụng |
| Borat – 100 | Chất trợ dung chính |
| Borat – 50
Axit boric – 50 |
Dùng cho vảy hàn bằng đồng thau |
Bảng 11.3. Các chất trợ dung khi hàn vảy