


















11.1. KHÁI NIỆM VÀ PHÂN LOẠI
11.1.1. Khái niệm chung
a. Khái niệm
Hàn là phương pháp công nghệ nối các chi tiết máy bằng kim loại hoặc phi kim loại với nhau bằng cách nung nóng chỗ nối đến trạng thái hàn (chảy hoặc dẻo). Sau đó kim loại lỏng hóa rắn hoặc kim loại dẻo thông qua có lực ép, chỗ nối tạo thành mối liên kết bền vững gọi là mối hàn.
b. Đặc điểm
Phương pháp hàn ngày càng được phát triển và sử dụng rộng rãi trong các ngành kinh tế vì chúng có đặc điểm sau:
– Tiết kiệm nhiều kim loại, so với các phương pháp nối khác như tán rivê, ghép bulông tiết kiệm từ 10 – 25% khối lượng kim loại, hoặc so với đúc thì hàn tiết kiệm 50%.
– Hàn có thể nối những kim loại có tính chất khác nhau. Ví dụ, kim loại đen với kim loại đen, kim loại với vật liệu phi kim loại,…
– Tạo được các chi tiết máy, các kết cấu phức tạp mà các phương pháp khác không làm được hoặc gặp nhiều khó khăn.
– Độ bền mối hàn cao, mối hàn kín.
– Tuy nhiên hàn có nhược điểm: sau khi hàn vẫn tồn tại ứng suất dư, vật hàn dễ biến dạng (cong vênh).
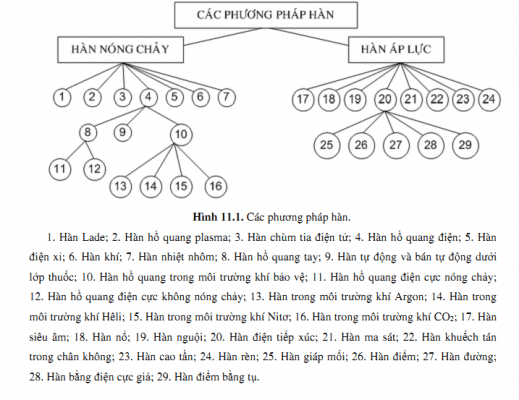
11.1.2. Phân loại các phương pháp hàn
Căn cứ theo trạng thái kim loại mối hàn khi tiến hành nung nóng, người ta chia các phương pháp hàn thành hai nhóm sau:
– Hàn nóng chảy là chỗ hàn và que hàn bổ sung được nung đến trạng thái nóng chảy.
– Hàn áp lực nếu chỗ nối của các chi tiết được nung nóng đến trạng thái dẻo thì phải dùng ngoại lực ép lại. Sau khi ép thì mới có khả năng tạo nên mối hàn bền vững.
| Tên | Định nghiã |
| 1. Hàn | Phương pháp nối các phần tử thành một khối liên kết không thể tháo rời bằng cách nung nóng chỗ nối đến trạng thái chảy hoặc dẻo, sau đó kim loại hóa rắn (hoặc chịu tác dụng lực) cho mối hàn. |
| 2. Hàn đắp | Phủ lên bề mặt của chi tiết một lớp kim loại. |
| 3. Hàn chảy | Phương pháp hàn mà tại chỗ hàn kim loại được làm chảy để nối các phần tử liên kết. |
| 4. Hàn hồ quang bằng que hàn | Sử dụng nhiệt hồ quang để làm chảy kim loại phụ (điện cực nóng chảy – que hàn) và một phần kim loại cơ bản. |
| 5. Hàn hồ quang hở. | Hàn hồ quang với điện cực nóng chảy có khí bảo vệ hàn, khi đó vùng hồ quang nhì thấy được. |
| 6. Hàn hồ quang điện cực không nóng chảy. | Phương pháp hàn hồ quang, nhưng điện cực là loại không nóng chảy (như điện cực vônfram). Điện cực này có tác dụng để gây hồ quang và duy trì sự cháy của hồ quang trong quá trình hành. |
| 7. Hàn dưới lớp thuốc | Phương pháp hàn hồ quang mà hồ quang cháy trong lớp thuốc hàn (không nhìn thấy hồ quang – gọi là hồ quang kín). |
| 8. Hàn hồ quang trong môi trường khí bảo vệ. | Phương pháp hàn hồ quang mà hồ quang cháy trong vùng khí bảo vệ (như khí argon) được đưa vào. |
| 9. Hàn hồ quang argon. | Hàn hồ quang trong môi trường khí bảo vệ là argon (TIG; MIG). |
| 10. Hàn trong khí CO2. | Hàn hồ quang trong môi trường khí bảo vệ là CO2 – (MAG). |
| 11. Hàn hồ quang tự động. | Hàn hồ quang mà trong đó chuyển động của dây hàn (điện cực) và hồ quang hàn (được duy trì và dịch chuyển) được thực hiện bằng máy. |
| 12. Hàn hai hồ quang. | Phương pháp hàn hồ quang tự động, thực hiện đồng thời hai hồ quang bằng hai nguồn và dòng hàn riêng. |
| 13. Hàn nhiều hồ quang
|
Phương pháp hàn hồ quang tự động, thực hiện đồng thời nhiều hồ quang (hơn 2) với nguồn hàn và dòng hàn riêng. |
| 14. Hàn hai điện cực.
|
Phương pháp hàn hồ quang tự động, thực hiện đồng thời hai điện cực hàn với dòng hàn truyền dẫn chung |
| 15. Hàn hồ quang tay. | Phương pháp hàn hồ quang có điện cực là que hàn. Trong quá trình hàn các chuyển động như gây hồ quang, dịch chuyển que, dịch chuyển hồ quang theo dọc mối hàn được thực hiện bằng tay. |
Bảng 11.1. Tên và định nghĩa các phương pháp hàn
Đối với phương pháp hàn nóng chảy yêu cầu nguồn nhiệt có công suất đủ lớn (ngọn lửa ôxy – acetylen, hồ quang điện, ngọn lửa plasma…) đảm bảo nung nóng cục bộ phần kim loại ở mép hàn của vật liệu cơ bản và que hàn (vật liệu bổ sung) tới nhiệt độ chảy.
Khi hàn nóng chảy, các khí xung quanh nguồn nhiệt có ảnh hưởng rất lớn đến quá trình luyện kim và hình thành mối hàn. Do đó để điều chỉnh quá trình hàn theo chiều hướng tốt thì phải dùng các biện pháp công nghệ nhất định: dùng thuốc bảo vệ, khí bảo vệ, hàn trong chân không…
Trong nhóm hàn này, ta thường gặp các phương pháp hàn khí, hàn hồ quang tay, hàn tự động và bán tự động dưới lớp thuốc, hàn hồ quang trong môi trường khí bảo vệ, hàn điện xỉ, hàn plasma,..
Đối với hàn áp lực: phạm vi nguồn nhiệt tác động để hàn rất lớn. Bằng nguồn nhiệt này, ở một số phương pháp hàn, kim loại cơ bản bị nung nóng đến nhiệt độ bắt đầu nóng chảy (như hàn điểm, hàn đường).
Ở một số phương pháp khác, kim loại cơ bản chỉ đạt đến trạng thái dẻo (như hàn tiếp xúc điện trở hoặc công nghệ hàn khuếch tán) kim loại hoàn toàn không chảy, nhưng tất cả đều có sự liên kết hàn xảy ra là do khuếch tán ở trạng thái rắn có sự tác dụng của nhiệt và áp lực.
Ngoài ra còn có dạng hàn chỉ có tác dụng của áp lực, ở phương pháp này sự liên kết hàn chỉ do tác dụng lực mà hoàn toàn không có nguồn nhiệt cung cấp như hàn nguội.
Căn cứ vào dạng năng lượng cung cấp cho quá trình hàn ta có các dạng sau:
– Hàn điện là phương pháp sử dụng điện năng biến thành nhiệt cung cấp cho quá trình nung nóng. Ví dụ: hàn hồ quang, hàn tiếp xúc…
– Hàn hóa học là phương pháp sử dụng hóa năng (các phản ứng hóa học) biến thành nhiệt năng cung cấp cho quá trình hàn. Hàn khí, hàn nhiệt nhôm là dạng hàn hóa học.
– Hàn cơ học là sử dụng cơ năng biến thành nhiệt để làm dẻo chỗ hàn như hàn ma sát, hàn nguội, hàn nổ…
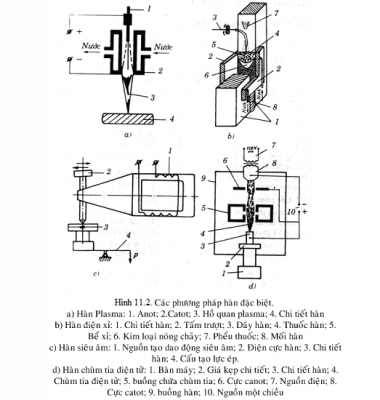
Người ta còn phân ra dạng hàn đặc biệt. Đó là các phương pháp dựa trên những nguyên lý đặc biệt để hàn các kết cấu có yêu cầu cao hoặc với dạng thường dùng. Có nhiều dạng hàn đặc biệt như: hàn xỉ điện để hàn nối các vật rất dày, lớn; hàn bằng chùm tia điện tử với nhiệt độ rất cao trong buồng chân không; hàn siêu âm sử dụng các dao động siêu âm với tần số cao, hàm cảm ứng, hàn lazer; hàn nổ…