


















5.2. PHÂN LOẠI VÀ CÔNG DỤNG
5.2.1. Phân loại
a. Nhóm hợp kim cứng loại một cacbit vonfram WC
Là hợp kim cứng có thành phần chủ yếu là cacbit vonfram nhỏ mịn được kết dính bằng coban, có tính cứng nóng ≈ 8000C.
Theo tiêu chuẩn Nga được ký hiệu bằng chữ BK và số đằng sau chỉ phần trăm nguyên tố coban. Ví dụ: BK2 (2% Co còn lại là 98% WC).
Theo TCVN được ký hiệu bằng ký hiệu hóa học WC Co có kèm theo chỉ số phần trăm Co. Ví dụ: WCCo8 ≈ BK8.
Nhóm này chủ yếu được dùng làm lưỡi dao cắt tốc độ cao cho các vật liệu dễ cắt như gang graphit, hợp kim màu, thép có thành phần cacbon trung bình. Ngoài ra còn căn cứ vào điều kiện cắt để chọn các loại dao thích hợp, cụ thể là nếu cắt thô thì sẽ dùng những ký hiệu hợp kim cứng có nhiều thành phần Co, còn nếu cắt tinh thì ngược lại.
b. Nhóm hợp kim cứng loại hai cacbit vonfram WC và titan TiC
Là hợp kim cứng có thành phần chủ yếu là hai cacbit vonfram và cacbit titan nhỏ mịn được kết dính bằng coban, có tính cứng nóng từ 900 – 10000C.
Theo tiêu chuẩn Nga được ký hiệu bằng chữ TK và các số đằng sau mỗi chữ lần lượt chỉ phần trăm cacbit titan và phần trăm nguyên tố coban. Ví dụ: T15K6 (15% TiC, 6% Co, còn lại là 79% WC).
Theo TCVN được ký hiệu bằng ký hiệu hóa học WC TiC (số chỉ % TiC) Co (số chỉ %Co). Ví dụ: WCTiC15Co15 ≈ T15K6.
Loại này được dùng để chế tạo lưỡi dao cắt tốc độ cao cho các loại vật liệu khó cắt như thép có thành phần cacbon quá thấp hoặc quá cao. Ngoài ra, tùy theo điều kiện cắt mà chọn ký hiệu dao cho thích hợp, cụ thể là khi cắt thô nên chọn ký hiệu có ít cacbit TiC, còn khi cắt tinh thì ngược lại.
c. Nhóm hợp kim cứng loại ba cacbit
Là hợp kim cứng có thành phần chủ yếu là ba cacbit vonfram và cacbit titan và cacbit tanta (TaC).
Theo tiêu chuẩn Nga được ký hiệu bằng chữ TTK và các số đằng sau mỗi chữ lần lượt chỉ phần trăm cacbit TiC+TaC và phần trăm nguyên tố coban. Ví dụ: TT10K8 (10% TiC+TaC, 8% Co, còn lại là 82% WC).
Theo TCVN được ký hiệu bằng ký hiệu hóa học WC TiC (số chỉ % TiC), TaC (số chỉ % TaC), Co (số chỉ %Co). Ví dụ: WCTiC4TaC3Co12 ≈ TT7K12.
Loại này do có khả năng chịu va đập (do có thêm TaC) nên dùng làm lưỡi dao để phá các thỏi đúc.
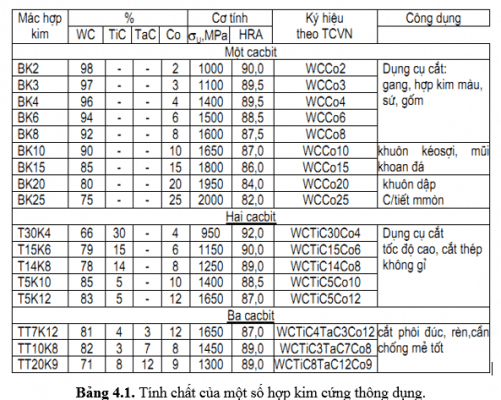
Khi làm dao, miếng hợp kim cứng nhỏ được hàn (hàn đồng) hay kẹp vào thân dao làm bằng thép C45 có độ bền uốn và độ dẻo tốt, sẽ tránh được các nhược điểm của hợp kim cứng. Bảng 4.1 trình bày tính chất và công dụng của một số hợp kim cứng thường dùng.
5.2.2. Các loại vật liệu cứng khác
a. Vật liệu làm đĩa cắt
Dao (đĩa) cắt bằng kim cương nhân tạo hay Nitrit Bo (BN) được dùng rộng rãi trong cắt kim loại, đá. Chúng là các vật liệu siêu cứng (HV: 8000 – 10000).
b. Vật liệu mài
Bột mài (SiO2), êmêri (hỗn hợp tự nhiên của Al2O3), Al2O3, SiC, BN, kim cương. Được sử dụng dưới dạng:
– Bột tự do trong máy phun cát, bột mài rà, bột đánh bóng.
– Gắn trên giấy, vải (gọi là giấy hay vải nhám) để đánh bóng gỗ, kim loại.
– Khối (đá mài), thường bằng SiC, các hạt mài được liên kết với nhau bằng chất kết dính như gốm, thủy tinh hay nhựa hữu cơ.

