10.5. PHƯƠNG PHÁP DẬP TẤM
10.5.1. Khái niệm
Dập tấm là một trong những phương pháp tiên tiến của gia công áp lực để chế tạo sản phẩm từ vật liệu tấm, thép bản hoặc dài cuộn.
Dập tấm có thể tiến hành ở trạng thái nóng hoặc nguội, song chủ yếu gia công ở trạng thái nguội vì vậy còn gọi là dập nguội.
Dập tấm được dùng rộng rãi trong tất cả các ngành công nghiệp, đặc biệt trong công nghiệp chế tạo ôtô, máy bay, tàu thủy, chế tạo thiết bị điện, các đồ dân dụng.
Ví dụ: tỷ lệ các chi tiết dập tấm trong một số ngành: máy điện 60 – 70%; ôtô máy kéo 60 – 95%; đồ dùng dân dụng 95 – 98%. Dập tấm có một số đặc điểm:
- Độ chính xác và chất lượng sản phẩm cao: dập tấm cho ta khả năng lắp lẫn cao, độ bền, độ bóng của sản phẩm cao.
- Khả năng cơ khí hóa và tự động hóa cao.
- Năng suất cao.
10.5.2. Các nguyên công của dập tấm
a. Cắt phôi
Cắt phôi là nguyên công chia phôi thành nhiều phần bằng nhau theo đường cắt hở hoặc kín.
Cắt có thể được tiến hành trên máy cắt có lưỡi dao song song, nghiêng hay lưỡi dao cắt hình đĩa (Hình 10.14 – a, b, c).
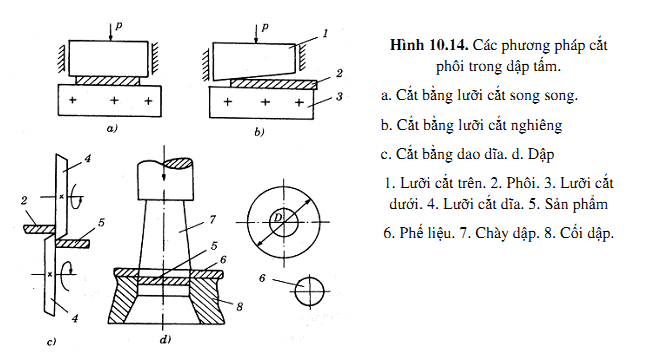
Để cắt những đường khép kín ta dùng dập cắt và đột lỗ. Về bản chất nguyên công dập cắt và đột lỗ hoàn toàn giống nhau chỉ khác nhau về công dụng. Ví dụ, trên hình (10.14 d), khi dập cắt phôi có đường kính D, ta được sản phẩm 5, còn lại 6 là phế liệu. Ngược lại khi đột lỗ thì 6 là sản phẩm còn 5 trở thành phế liệu.
Khi cắt phôi cần bố trí hợp lý để hệ số sử dụng vật liệu cao nhất. Công thức đánh giá hệ số sử dụng nguyên vật liệu:

- Fo : tổng diện tích các phôi bố trí trên tấm cắt có diện tích F.
- F : diện tích của tấm phôi ban đầu.
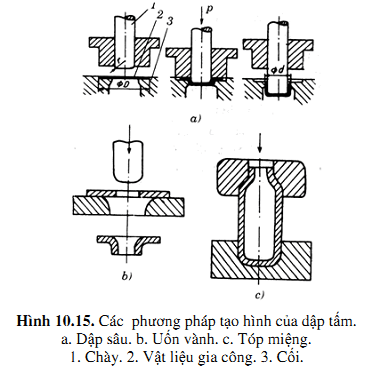
b. Các nguyên công tạo hình
Từ những phôi đã được tạo ra ở các nguyên công trước, ta tiến hành chế tạo các chi tiết dạng cốc, ca,… Tùy theo yêu cầu cụ thể mà ta có các phương pháp tạo hình khác nhau. Trên hình 10.15 giới thiệu một số phương pháp tạo hình của dập tấm.