


















9.2. ĐÚC TRONG KHUÔN CÁT
9.2.1. Khái niệm
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc một lần (chỉ rót một lần rồi phá khuôn). Vật đúc tạo hình trong khuôn cát có độ chính xác thấp, độ bóng bề mặt kém, lượng dư gia công lớn, nhưng khuôn cát có ưu điểm là tạo ra vật đúc có kết cấu phức tạp, khối lượng lớn và giá thành khuôn thấp.
9.2.2. Sơ đồ sản xuất vật đúc trong khuôn cát
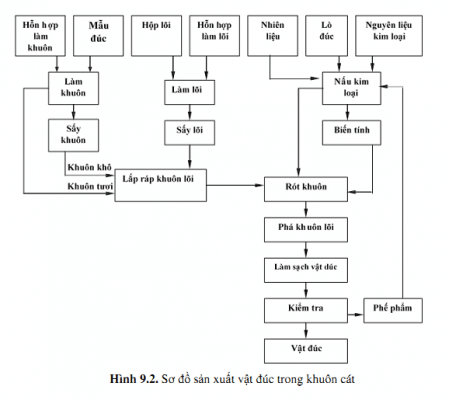
Quá trình sản xuất vật đúc trong khuôn cát có thể tóm tắt như sau:
- Bộ phận kỹ thuật căn cứ theo bản vẽ chi tiết để lập ra bản vẽ vật đúc, mẫu, hộp lõi.
- Căn cứ vào bản vẽ để chế tạo bộ mẫu gồm: mẫu đúc để tạo ra lòng khuôn mang hình dáng bên ngoài của vật đúc; hộp lõi để chế tạo lõi tạo ra hình dáng bên trong của vật đúc, mẫu hệ thống rót để tạo ra đậu hơi, đậu ngót dùng để dẫn kim loại lỏng và thoát khí cho khuôn.
- Lắp ráp khuôn.
- Bộ phận nấu chảy kim loại lỏng phải phối hợp nhịp nhàng với quá trình làm khuôn, lắp ráp khuôn để tiến hành rót kim loại lỏng vào khuôn kịp thời.
- Sau khi kim loại đông đặc, vật đúc được hình thành trong khuôn, tiến hành phá khuôn, lõi, làm sạch vật đúc, kiểm tra vật đúc bằng thủ công hoặc bằng máy.
- Kiểm tra vật đúc về hình dáng, kích thước, chất lượng bên trong.
9.2.3. Các bộ phận khuôn cát
 YouTube Video
YouTube Video
9.2.4. Thành phần của hỗn hợp làm khuôn
a. Thành phần
Hỗn hợp làm khuôn, thao (lõi) bao gồm: cát, đất sét, chất dính kết và chất phụ.
- Cát: cát là thành phần chủ yếu của hỗn hợp làm khuôn, thao. Thành phần hóa học chủ yếu của cát là SiO2 (thạch anh), ngoài ra còn có một ít đất sét và tạp chất khác.
- Đất sét: thành phần chủ yếu là cao lanh có công thức là mAl2O3.n SiO2.qH2O. Ngoài ra còn có một số tạp chất khác như CaCO3, Fe2O3, Na2CO3. Khi lượng nước thích hợp đất sét dẻo và dính, khi sấy khô độ bền tăng nhưng giòn, dễ vỡ.
- Chất kết dính: là những chất được đưa vào hỗn hợp để tăng độ dẻo, độ bền của nó.
- Những chất kết dính: thường dùng như dầu thực vật (dầu lanh, dầu bông, dầu trẩu), các chất hòa tan trong nước (đường, mật mía, bột hồ, các chất dính kết hóa cứng (nhựa thông, ximăng, bã hắc ín) và nước thủy tinh (là dung dịch silicat Na2O.nSiO2.mH2O hoặc K2O.nSiO2.mH2O).
- Chất phụ: là những chất đưa vào để tăng tính lún, tính thông khí, tăng độ bóng bề mặt khuôn, thao và tăng khả năng tính chịu nhiệt của hỗn hợp. Chất phụ gồm hai dạng sau đây:
– Những chất phụ trộn vào hỗn hợp như mùn cưa, rơm rạ, bột than nhờ nhiệt độ của kim loại lỏng khi rót vào khuôn chúng bị cháy tạo nên các khỏang trống trong hỗn hợp làm tăng độ xốp, độ lún và khả năng thoát khí của hỗn hợp.
– Chất sơn khuôn có thể dùng bột graphit, bột than, nước thủy tinh, bột thạch anh hoặc dung dịch của chúng với đát sét sơn lên bề mặt khuôn, thao để tăng độ bóng, tính chịu nhiệt của chúng.
Đem trộn các vật liệu trên theo tỷ lệ nhất định phụ thuộc vào vật liệu, khối lượng vật đúc ta được hỗn hợp làm khuôn và thao.
b. Phân loại
Hỗn hợp làm khuôn chia làm hai loại:
- Cát áo dùng để phủ sát mẫu khi làm khuôn nên phải có độ bền, độ dẻo cao và bền nhiệt, vì lớp cát này tiếp xúc trực tiếp với kim loại lỏng. Cát áo thường được làm bằng vật liệu mới và chiếm khoảng 10 – 15% lượng cát làm khuôn.
- Cát đệm dùng để đệm cho phần khuôn còn lại nhằm làm tăng độ bền của khuôn. Cát đệm không yêu cầu cao như cát áo nhưng phải có tính thông khí mạnh. Thường dùng cát cũ để làm cát đệm và chiếm khoảng 55 – 90% tổng lượng cát khuôn.
Tỷ lệ các vật liệu trong hỗn hợp làm khuôn tùy thuộc vật liệu, trọng lượng vật đúc nhưng nói chung cát chiếm khoảng 70 – 80%, đất sét khoảng 8 – 20%. So với hỗn hợp làm khuôn, hỗn hợp làm thao yêu cầu cao hơn, vì thao làm việc ở điều kiện khắc nghiệt hơn, do đó thường tăng lượng thạch anh (SiO2) có khi tới 100%, giảm tỷ lệ đất sét, chất dính kết, chất phụ và phải sấy thao.
9.2.5. Tính chất của hỗn hợp làm khuôn
Hỗn hợp làm khuôn và thao phải có những tính chất sau đây:
- Tính dẻo: là khả năng biến dạng vĩnh cửu của hỗn hợp khi ngừng lực tác dụng (sau khi rút mẫu hay tháo hộp khuôn). Tính dẻo của hỗn hợp đảm bảo dễ làm khuôn, thao và cho ta nhận được lòng khuôn, thao rõ nét. Tính dẻo tăng khi lượng nước trong hỗn hợp tăng đến 8%, đất sét, chất dính kết tăng, cát hạt nhỏ.
- Độ bền: là khả năng của hỗn hợp khi chịu được tác dụng của ngoại lực mà không bị phá hủy. Khuôn, thao cần đảm bảo bền để không vỡ khi vận chuyển, lắp ráp khuôn, thao và khi rót kim loại lỏng vào khuôn. Độ bền tăng khi lượng nước tăng đến 8%; cát nhỏ, không đồng đều, sắc cạnh và khi lượng đất sét tăng. Khuôn khô có độ bền cao hơn khuôn tươi.
- Tính lún: là khả năng giảm thể tích của hỗn hợp khi chịu tác dụng của ngoại lực. Tính lún làm giảm sự cản trở của khuôn, thao khi vật đúc co ngót trong quá trình kết tinh và nguội để tránh nứt, rỗ và cong vênh của vật đúc. Tính lún tang khi cát hạt to, chất kết dính ít, chất phụ (ví dụ: mùn cưa, rơm rạ, bột than) tăng.
- Tính thông khí: là khả năng thoát khí từ lòng khuôn và trong hỗn hợp ra ngoài để tránh rỗ khí vật đúc. Tính thông khí tăng khi cát hạt to và đều, lượng đất sét và chất kết dính ít, chất phụ và lượng nước ít.
- Tính bền nhiệt: là khả năng giữ được độ bền ở nhiệt độ cao của hỗn hợp làm khuôn. Tính bền nhiệt đảm bảo cho thành khuôn và thao khi tiếp xúc với kim loại lỏng ở nhiệt độ cao không bị chảy. Tính bền nhiệt tăng khi lượng SiO2trong hỗn hợp tăng, cát to và tròn, chất phụ ít.
- Độ ẩm: Độ ẩm của hỗn hợp là lượng nước chứa trong hỗn hợp đó tính bằng %. Độ ẩm tăng đến 8% làm cho độ bền, độ dẻo của hỗn hợp tăng, quá giới hạn đó sẽ có ảnh hưởng xấu.
9.2.6. Những hư hỏng thường gặp
a. Lõm co và rỗ co
Lõm co hình thành do kim loại co thể tích, vì vậy lõm co bao giờ cũng nằm ở phía trên cùng vật đúc, tại đó kim loại đông đặc sau cùng. Vùng lõm co có nhiều tạp chất có nhiệt độ nóng chảy thấp. Để tránh lõm co, trong khuôn đúc phải thiết kế đậu ngót bổ sung.
Rỗ co cũng hình thành do kim loại co thể tích khi kết tinh, nhưng chúng phân bố ở phía trong vật đúc tạo ra các lỗ hỗng to nhỏ khác nhau với bề mặt nham nhở. Trong vật đúc rỗ co thường xuất hiện ở vùng có thể tích kim loại lớn, bởi vì tốc độ nguội ở vùng này nhỏ hơn xung quanh, nên khi kim loại co không được bổ sung thêm. Nếu lỗ hỗng rất nhỏ và tập trung thì gọi là xốp co. Rỗ co làm giảm tiết diện chịu lực của vật đúc, làm tăng ứng suất tập trung và làm giảm độ dẻo.
Để hạn chế rỗ co, điều cần thiết là thiết kế kết cấu đúc hợp lý để quá trình kết tinh luôn hướng từ xa đến chân đậu ngót hoặc hệ thống rót.
b. Rỗ khí
Một lượng khí hoặc đã hoà tan vào kim loại lỏng khi nấu, hoặc theo dòng chảy chảy vào lòng khuôn, hoặc do các phản ứng sinh khí khi kim loại lỏng tiếp xúc tác dụng lên vật liệu khuôn, trong quá trình kim loại vật đúc kết tinh không thoát ra được và tạo ra những bọt khí khi cân bằng dạng cầu lưu lại trong vật đúc. Bề mặt lỗ hỗng rỗ khí nhẵn và bị ôxy hoá. Chúng phân bố bất kỳ trong vật đúc. Cũng như rỗ co, rỗ khí làm giảm tiết diện chịu lực, giảm cơ tính.
c. Thiên tích
Kim loại vật đúc do kết tinh qua các giai đoạn khác nhau, hướng từ dưới lên và từ ngoài vào trong nên dễ tạo ra sự không đồng đều về thành phần hoá học, dẫn đến không đều về tổ chức cơ tính và khả năng chịu lực.
9.2.7. Kiểm tra Suất đàn hồi trong vật đúc
Suất đàn hồi hay Young Modulus là một thông số quan trọng đánh giá chất lượng vật liệu đúc.
Thông thường, các xưởng đúc công nghệ cao sẽ cần kiểm tra thông số này để kiểm soát chất lượng sản phẩm.
Yêu cầu từ một xưởng đúc đang sử dụng các phép đo UT để tính Mô-đun đàn hồi (Young Modulus) của vật đúc để kiểm soát chất lượng vật liệu. Quá trình đo rất thủ công và cần phải thực hiện bằng hai phép đo vận tốc: một chiều dọc; và một theo phương ngang. Young Modulus được tính toán bằng tay và báo cáo trên giấy. Quy trình thủ công có tốc độ làm việc chậm, không hiệu quả và rất dễ có lỗi của con người.
Tham khảo về cách thức kiểm tra Suất đàn hồi tự động sử dụng phương pháp đo siêu âm.