


















Ed GINZEL
Oleg VOLF và Ben BROWN
Giới thiệu
NDT trong sản xuất các mối hàn đường ống pipeline đã được sử dụng tương đối phổ biến kể từ cuối những năm 1980. Kỹ thuật được phát triển dựa trên khái niệm phân chia mối hàn thành các vùng (Zone discrimination) thẳng đứng và hướng các chùm siêu âm đi qua tâm của mỗi vùng này. Tiêu chuẩn phổ biến khi kiểm tra theo kỹ thuật phân vùng là API 1104.
Kỹ thuật này dẫn đến việc tiêu chuẩn hóa quá trình kiểm tra trong đó các tham số quan trọng của nó được đưa ra chi tiết. Ưu điểm lớn của kỹ thuật Zone luôn là tốc độ kiểm tra và đơn giản hóa quá trình giải đoán. Trong môi trường sản xuất, yêu cầu quá trình hoàn tất cho một mối hàn có chu kỳ tương đối ngắn (5-10 phút). Quá trình kiểm tra NDT sau đó cũng phải phù hợp với hệ thống này với thời gian tương tự để không làm chậm tốc độ sản xuất (trừ khi phát hiện ra các khuyết tật cần sửa chữa).
FMC/TFM là gì
Tham khảo thông tin về TFM/FMC theo đường link.
Sử dụng FMC / TFM trong Kiểm tra mối hàn vòng đường ống pipeline
Các hệ thống AUT kiểm tra Pipeline đã đi được một chặng đường dài kể từ phiên bản đầu vào những năm 1980 và 1990, được cung cấp bởi R/D TECH (Sau được Olympus mua lại), với 20 đến 30 đầu dò đơn biến tử. Các hệ thống mảng pha hiện nay như PipeWizard ít cồng kềnh hơn và thường bao gồm một cặp đầu dò mảng pha và TOFD chuyên dụng và / hoặc đầu dò để phát hiện nứt ngang.

Chi tiết về hình dạng mối hàn (độ dày thành, góc vát) có thể giúp chế độ TFM có các ưu điểm hơn các phương pháp khác. Phạm vi và phát hiện trong vùng hàn làm tốt bởi TOFD và các phương pháp xung-vọng khác lại hữu ích trong việc tìm hiểu các tín hiệu và giảm tỷ lệ đánh giá sai. Tuy nhiên, cần lưu ý rằng bố cục hình ảnh giúp đánh giá nhanh chóng các khuyết tật và kích thước của chúng là rất quan trọng trong việc giảm thời gian phân tích và tăng độ chính xác.
Khi thu thập nhiều dữ liệu với các phương pháp như TFM, người kiểm tra cần dành thời gian để xem và giải đoán trên nhiều màn hình. Tùy thuộc vào độ dày mối hàn cần được kiểm tra, khi sử dụng AUT với kỹ thuật phân vùng mối hàn, có thể đạt được tốc độ quét từ 50mm / giây đến 100mm / giây với màn hình hiển thị theo biểu đồ dải (Strip chart). Những phát triển gần đây của hệ thống AUT kết hợp FMC và TFM, tốc độ quét đạt được từ 25-30mm / giây cho các mối hàn mỏng. Khi vật liệu càng dày, TFM cho thấy tốc độ quét từ 10mm / giây hoặc chậm hơn khi cần sử dụng nhiều Group để kiểm tra (2 group cho bên trái và bên phải mối hàn).
Do FMC/TFM sử dụng tính chất đa hướng của các bước sóng được tạo ra từ mỗi phần tử, nên nó không cố gắng điều khiển và tập trung chùm tia tới một vị trí cụ thể. Nếu được sử dụng như một kỹ thuật độc lập, FMC có thể được cấu hình với khối hiệu chỉnh đơn giản hơn. Tuy nhiên còn tùy thuộc rất nhiều vào tiêu chuẩn yêu cầu của từng dự án.
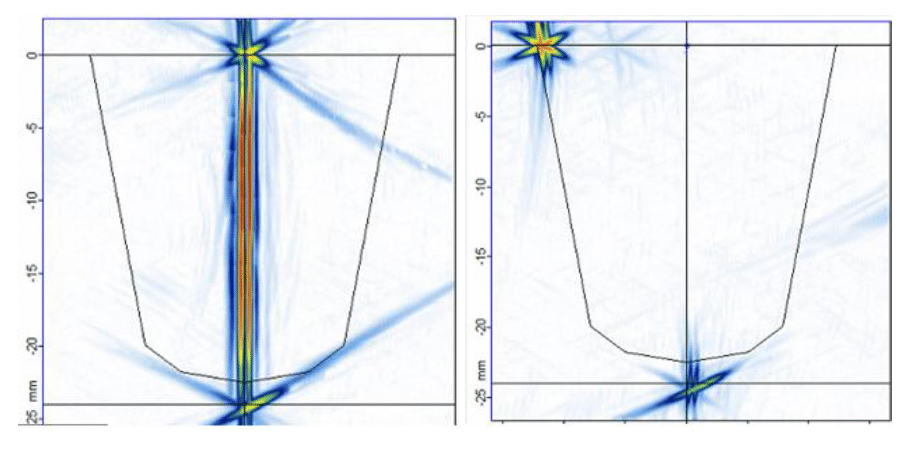
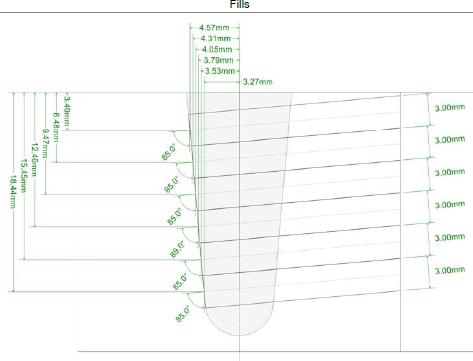
Khi được sử dụng như một kỹ thuật độc lập, việc hiệu chỉnh độ nhạy trên thiết lập FMC có thể được đơn giản hóa thành một lỗ thẳng đứng (slot). Hình 3 minh họa cách thiết lập tính đồng nhất của độ nhạy bằng cách sử slot xuyên qua (5x1mm) và vết khắc (1x10mm) ở trên và dưới mối hàn. Điều này được minh họa trong Hình 4.
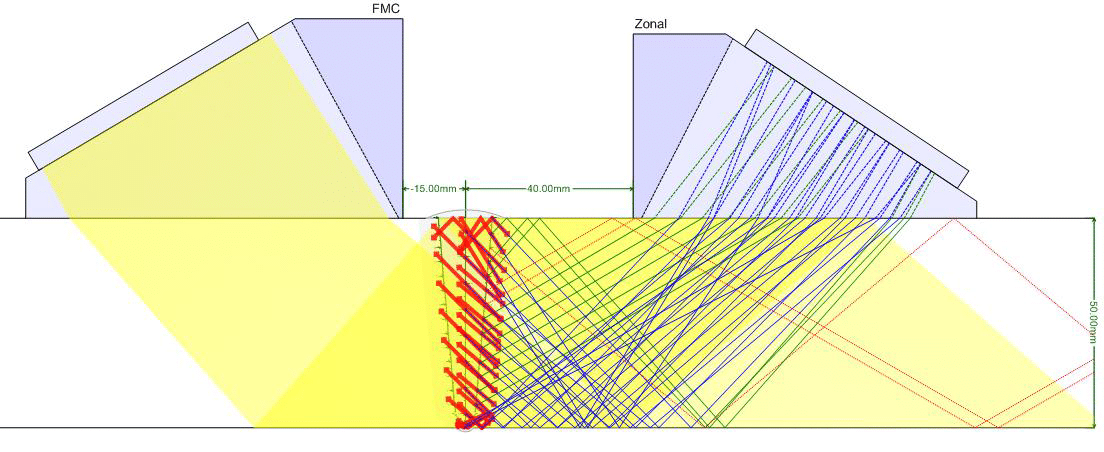
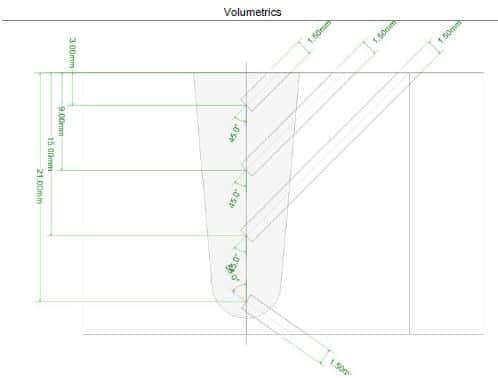
Do quy trình được sử dụng bởi FMC chỉ sử dụng các cung của sóng âm phát ra từ mỗi phần tử, nên nhu cầu đặt đầu dò cách xa tâm mối hàn để kiểm tra các phần dày như mối hàn ở Hình 5 sẽ giảm đi. Hình 5 minh họa vị trí của đầu dò FMC và của đầu dò khi kiểm tra theo kỹ thuật phân vùng mối hàn với độ dày thành 50mm.
Ứng dụng thử nghiệm
Để thử nghiệm và so sánh một số tính năng của FMC / TFM, chúng ta lấy một số mối hàn tiêu biểu và thu dữ liệu TFM với cùng các đầu dò mảng pha với cùng index offset khi sử dụng phương pháp phân vùng mối hàn. Dữ liệu khu vực tiêu chuẩn bao gồm dữ liệu biên độ và thời gian cho hiển thị biểu đồ dải, quét B để phát hiện các tính năng thể tích như độ xốp và TOFD.
Mối hàn 25 mm, vát mép chữ J
Hàn GMAW (Hàn hồ quang trong môi trường khí bảo vệ) là một kỹ thuật hàn hay được sử dụng trong sản xuất mối hàn đường ống. Một sản phẩm hàn thông thường sử dụng mép vát dạng chữ J với vùng hàn nhỏ.
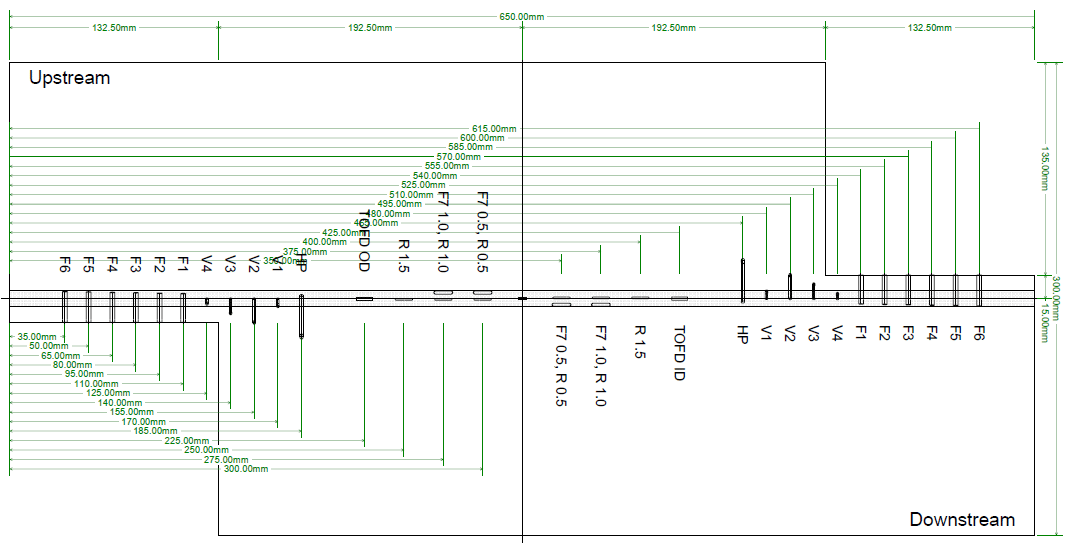
Mối hàn sử dụng trên đường ống có đường kính 36 inch và độ dày thành 25 mm. Hình 6 minh họa cách bố trí mẫu hiệu chuẩn theo kỹ thuật phân vùng mối hàn và được thiết kế trong phần mềm Beamtool.
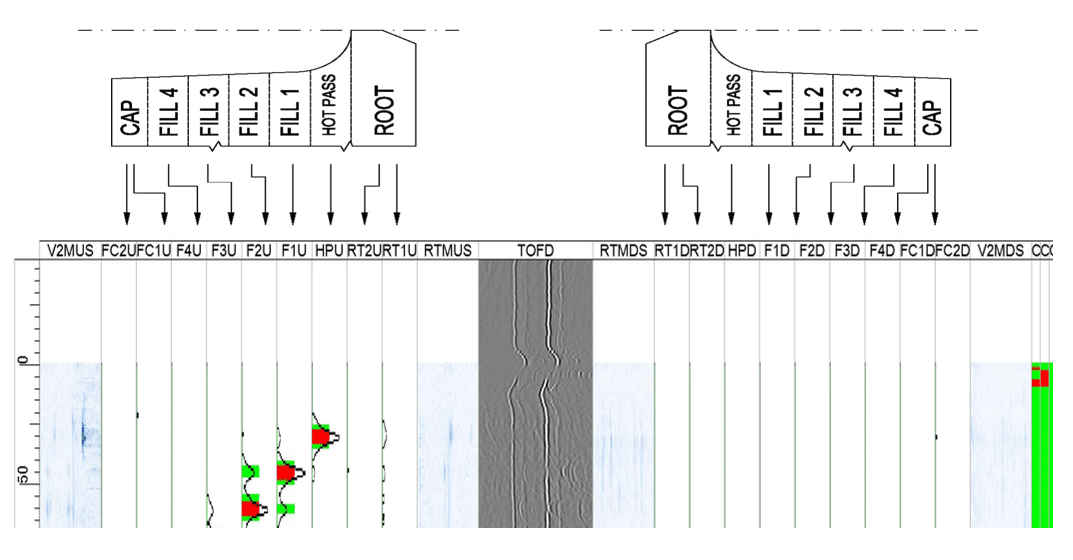
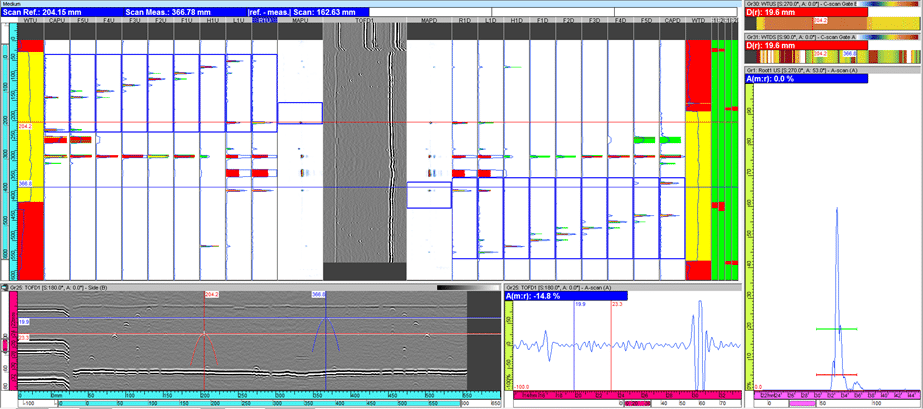
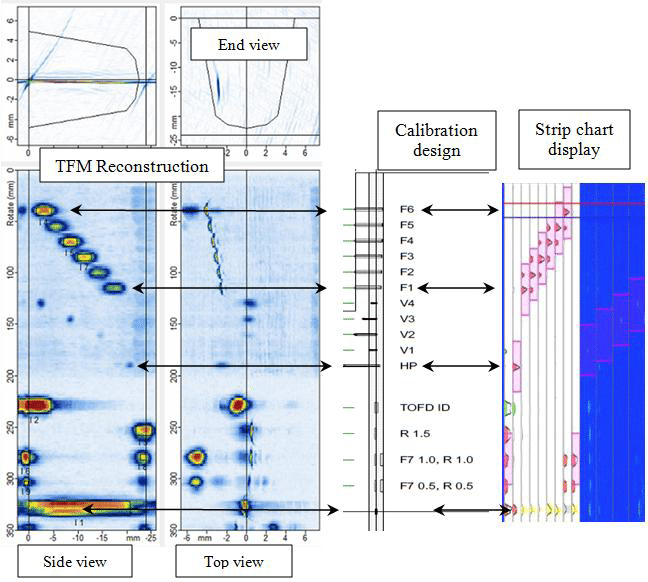
Hiệu chuẩn theo phương pháp Zonal discrimination thường được hiển thị dạng biểu đồ dải cho biết biên độ và quãng đường của từng vùng dọc theo chiều dài quét. Hình 7 minh họa màn hình của chế độ quét kiểm tra phân vùng mối hàn điển hình với quét B, TOFD và trạng thái được thêm vào dữ liệu biểu đồ dải.
Khi sử dụng phương pháp đánh giá phân vùng mối hàn, người vận hành đã được đào tạo với kinh nghiệm phù hợp có thể dễ dàng để đánh giá. Với dữ liệu TFM, tương tự như Phased Array, cung cấp chế độ hiển thị khá trực quan. Về cơ bản, hiển thị dữ liệu được trình bày sử dụng chế độ xem Top-Side-End như được sử dụng bởi nhà thiết kế CAD.
Màn hình TFM cho phép dễ dàng xác định vị trí khuyết tật trong không gian ba chiều và cũng cung cấp các tùy chọn để định cỡ bằng cách sử dụng các kỹ thuật biên chùm tia đơn giản (6dB drop) hoặc kỹ thuật đầu tip khuyết tật.
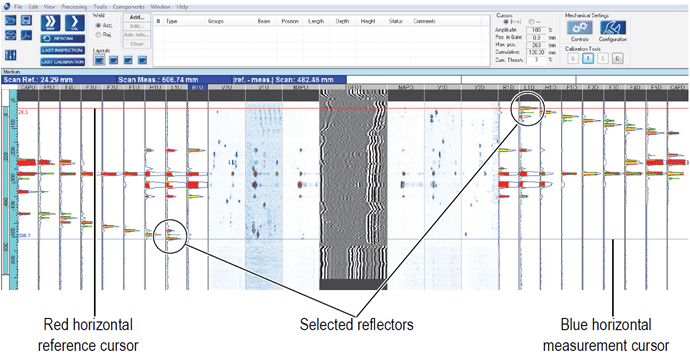
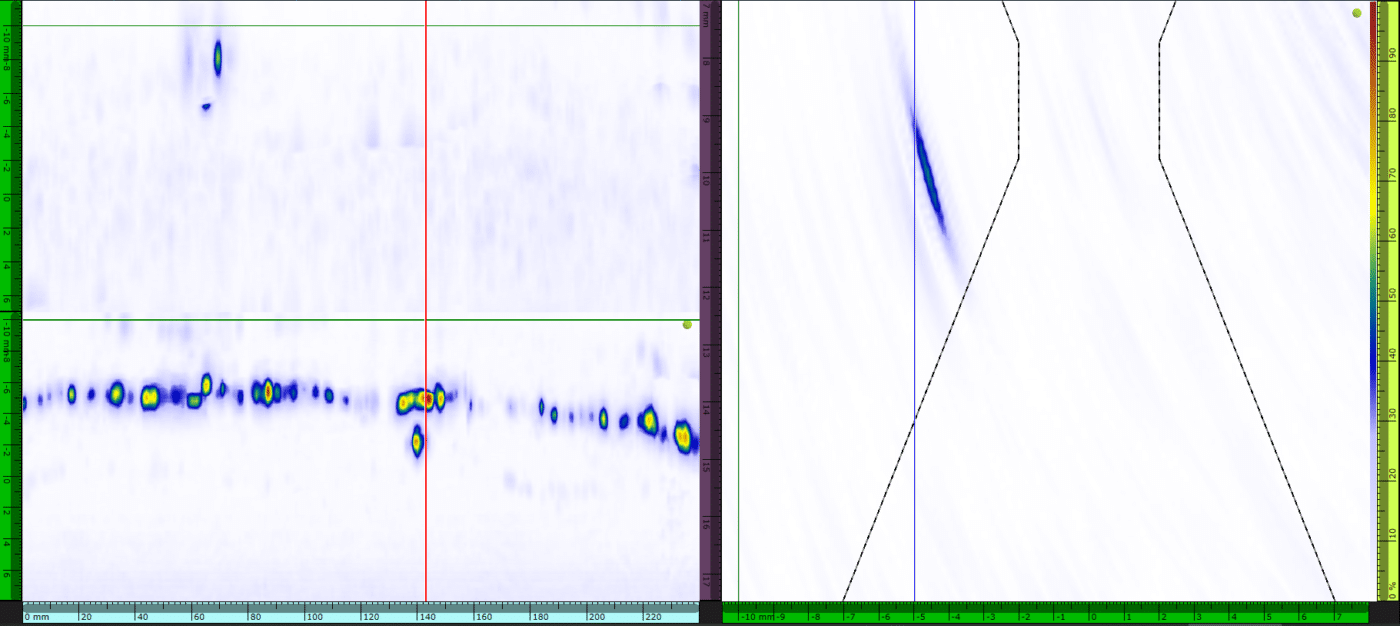
Hình 8 so sánh kết quả quét TFM trong chế độ xem Top và Side và dạng hiển thị biểu đồ dải điển hình với phần downstream của mẫu hiệu chuẩn. Thay vì nhiều biểu đồ dải để phân tích và ước tính nhanh kích thước, màn hình TFM hiển thị các chỉ thị trong toàn bộ mối hàn.
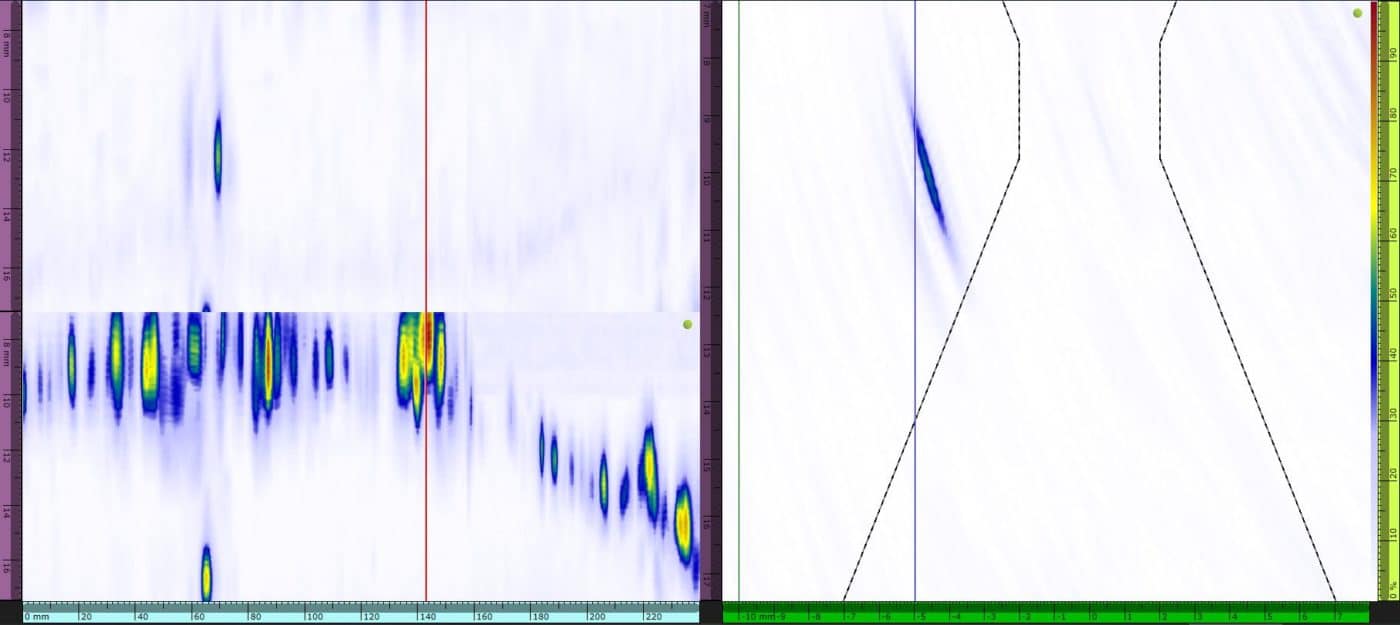
Khi hệ thống được cấu hình phù hợp, kết quả kiểm tra mối hàn có thể được hiển thị với các chế độ xem Top-Side-End dễ hiểu. Hình 9 minh họa một phần của mối hàn có khuyết tật hàn. Ngoài chế độ xem chiếu cạnh và chiếu đứng, chế độ xem End-View cũng có thể được sử dụng.

Top – Side 
Side – End
Kết luận và bình luận
Khi sử dụng hệ thống FMC / TFM trên OmniScan X3 so sánh với kỹ thuật kiểm tra phân vùng mối hàn trên PipeWizard sẽ đi kèm với các ưu và nhược điểm riêng:
Ưu điểm
- Cải thiện phát hiện cho các chỉ thị gần bề mặt.
- Cải thiện độ phân giải của các chỉ thị gần nhau.
- Có khả năng kiểm tra các mối hàn mà không cần khối hiệu chuẩn được thiết kế riêng.
- Chế độ xem Top-Side-End dễ hiểu giống như với siêu âm PAUT thông thường.
- Các mối hàn tương đối dày có thể được kiểm tra sử dụng index offset ngắn và đầu dò ngắn.
- Có khả năng kiểm tra mối hàn có hồ sơ mối hàn không xác định (như khu vực sửa chữa) mà không yêu cầu hiệu chuẩn thêm.
Nhược điểm
- Chưa có các tiêu chuẩn pipeline liên quan.
- Tốc độ rất chậm. Chưa phù hợp với tiến độ và môi trường sản xuất thực tế. Việc chưa hỗ trợ 2 đầu dò TFM 2 bên mối hàn yêu cầu phải quét 2 lần
- Giải đoán phức tạp và mất nhiều thời gian.
- FMC/TFM bị ảnh hưởng lớn bởi thay đổi chiều dày vật liệu (hay gặp trong kiểm tra pipeline).
- Kết hợp với TOFD, Siêu âm thường kiểm tra nứt ngang yêu cầu phải quét thêm 1 lần nữa.
- Kênh kiểm tra tiếp âm ngay trên đầu dò TFM chưa thực hiện được.
Sử dụng FMC và TFM như một phương pháp bổ sung hoặc thay thế cho các kỹ thuật siêu âm phân vùng kiểm tra mối hàn sản xuất bằng AUT hiện có thể thực hiện được. Các thiết bị xử lý với tốc độ tính toán được cải thiện đang được cải thiện để đưa tốc độ kiểm tra. Tuy nhiên trong thực tế, còn nhiều hạn chế ảnh hưởng trực tiếp đến chất lượng kiểm tra, tiêu chuẩn chấp nhận… và cần được nghiên cứu nghiêm túc trước khi có thể thực sự sử dụng trong môi trường sản xuất.