



















Kiểm tra nứt trên bề mặt bánh răng
Bánh răng là một thành phần quan trọng của thiết bị được sử dụng trong ngành khai thác mỏ. Từ thiết bị xử lý quặng đến thiết bị nặng, tất cả các bánh răng này phải được giám sát chặt chẽ để phát hiện sớm các vết nứt vỡ bề mặt do ứng suất trong quá trình vận hành. Nếu những bất thường này không được tìm thấy trong quá trình kiểm tra, nó có thể dẫn đến hư hại lớn cho thiết bị.
Để thực hiện kiểm tra, thiết bị phải được đưa vào trạng thái dừng hoàn toàn. Để giữ chi phí bảo trì thấp và giảm tác động khi dừng vận hành, thời gian dừng cần được giữ càng ngắn càng tốt để nhanh chóng đưa thiết bị trở lại hoạt động. Việc lưu lại các hư hại trên bánh răng trong khi hoạt động có thể dẫn đến chi phí thay thế rất cao, chủ yếu là do thời gian thiết bị không hoạt động. Có một số loại thiết bị với các bộ phận được sử dụng trong các cơ sở khai thác, vì vậy bảo trì chúng là một công việc cần thực hiện định kỳ. Bất kỳ chương trình bảo dưỡng bánh răng nào cũng cần phải có phương pháp kiểm tra bề mặt đáng tin cậy và hiệu quả.

Bộ phận bảo trì luôn muốn đánh giá tổng thể về tình trạng bánh răng; xác định chính xác mọi vết nứt là quan trọng, nhưng điều kiện bề mặt cũng là một mối quan tâm lớn. Kiểm tra từ tính (MPI) hiện là phương pháp NDT phổ biến được sử dụng để kiểm tra bề mặt bánh răng. Tuy nhiên, trước khi thực hiện kiểm tra từ tính, cần chuẩn bề mặt kỹ. Đầu tiên, các bánh răng phải được làm sạch chất bôi trơn, đây là một loại mỡ rất khó để loại bỏ hết và ảnh hưởng trực tiếp đến giải đoán MPI.
Sau khi kiểm tra với phương pháp ECA để tìm các nứt bề mặt, các bánh răng có thể được kiểm tra lần nữa sử dụng Phased Array để đánh giá tình trạng cụ thể và độ lớn vết nứt và quyết định dùng tiếp hay sửa chữa.
Ưu điểm của phương pháp kiểm tra Dòng xoáy mảng pha so với Dòng xoáy thông thường
Sử dụng công nghệ dòng xoáy mảng để kiểm tra bánh răng giữ cho việc chuẩn bị bề mặt ở mức tối thiểu, vì các bánh răng chỉ cần được làm sạch sơ qua. Thực hiện kiểm tra với ECA cũng rất nhanh. Tốc độ thu nhận có thể đạt tới hai mét mỗi giây và chỉ cần một lần để quét toàn bộ một mặt của bánh răng. Việc hiệu chuẩn thiết bị cũng rất đơn giản; tất cả những gì được yêu cầu là một mẫu vật liệu có khuyết tật để đảm bảo độ nhạy được điều chỉnh đúng. Tập tin thiết lập có thể được lưu và dễ dàng gọi lại cho các công việc tiếp theo. Dữ liệu lưu lại cũng cho phép phân tích sau khi quét, và báo cáo có thể dễ dàng được tạo trực tiếp từ thiết bị.
- Tiết kiệm thời gian khi so sánh với phương pháp NDT truyền thống.
- Hình ảnh trực quan, rất giống với MPI và PT.
- Kết quả lưu trữ được và phân tích sau khi quét.
- Kiểm tra trong một lần quét, tốc độ quét nhanh và cho kết quả ngay lập tức.
- Có khả năng đánh giá độ sâu Khiếm khuyết.
- Điều chỉnh độ nhạy.
- Là phương pháp thân thiện với môi trường (không sử dụng hóa chất).
- Không làm từ hóa bánh răng như phương pháp từ tính.

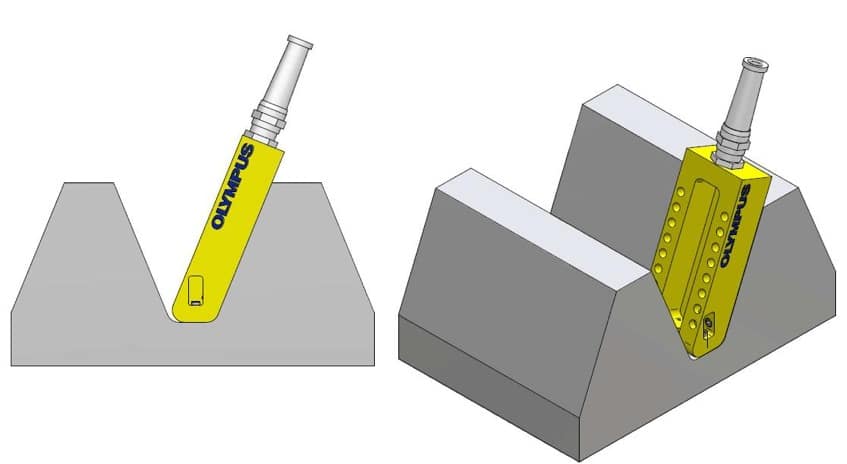
Đầu dò kiểm tra bánh răng được đặt trên mẫu và kết nối với thiết bị OmniScan ECA 
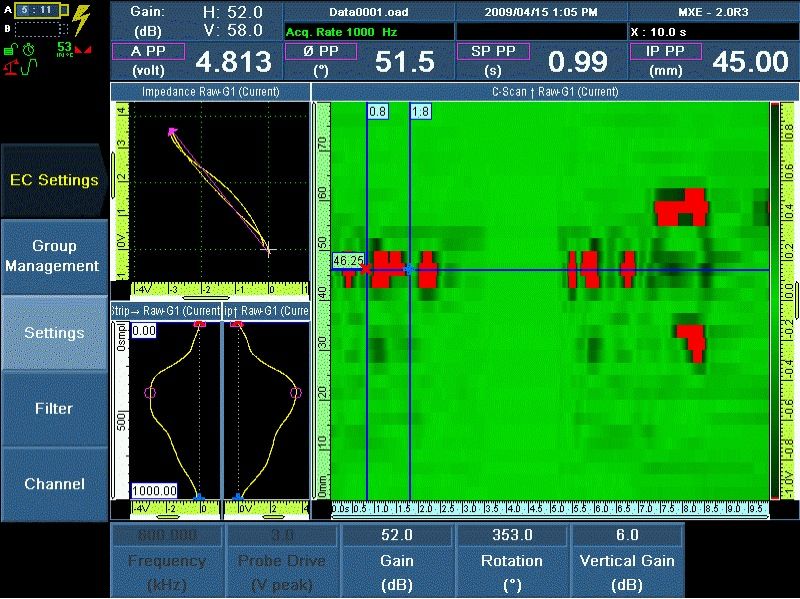
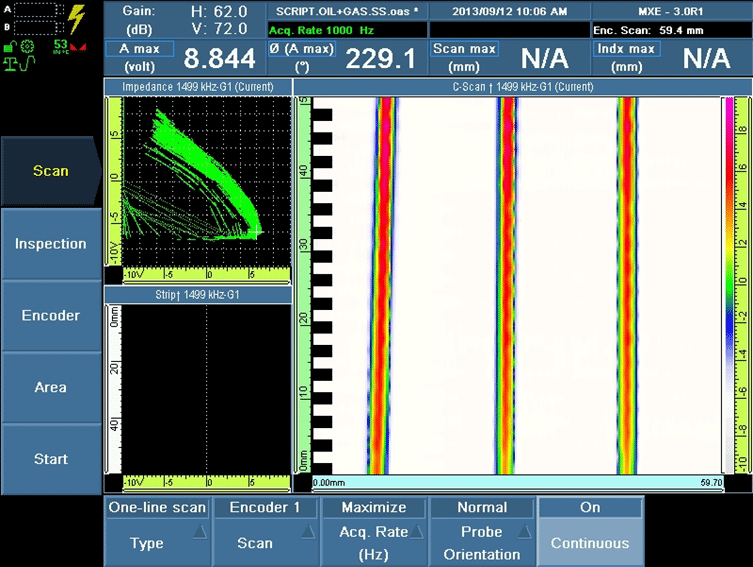
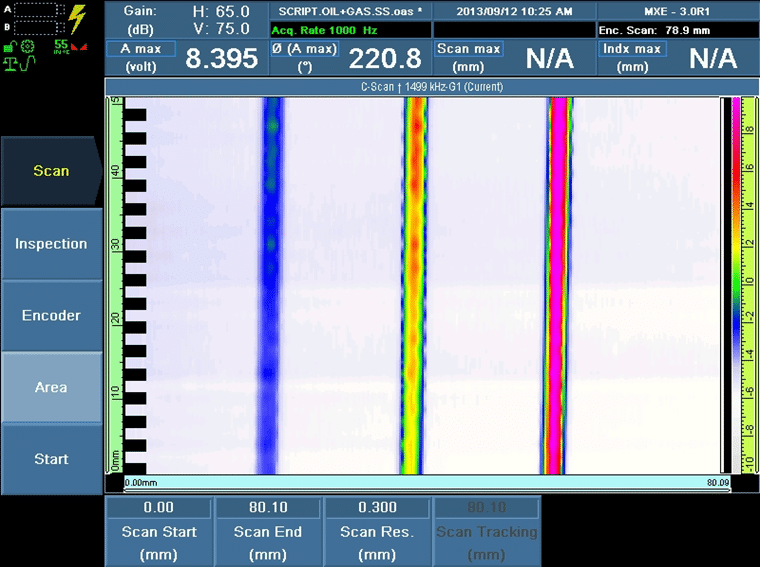
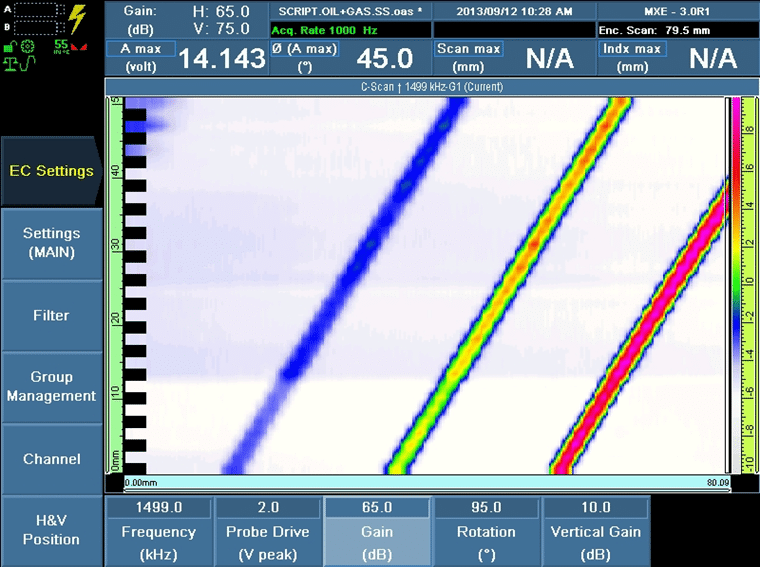
Màn hình Kết quả kiểm tra bánh răng sử dụng ECA

Thiết bị ECA sử dụng trong kiểm tra bánh răng
Sử dụng với thiết bị OmniScan ECA
- C-scan view.
- Hoạt động bằng Pin.
- Từ 32 kênh tới 64 kênh khi dùng bộ Multiplexer.
- Quét theo thời gian hoặc bộ mã hóa vị trí.
- Lưu dữ liệu, file cài đặt có thể gọi lại
Sử dụng với thiết bị MS5800
- Kết nối với PC.
- C-scan và 3D C-scan view.
- Sử dụng tới 64 kênh.
- Quét theo thời gian hoặc bộ mã hóa vị trí.
- Lưu dữ liệu, file cài đặt có thể gọi lại
Đầu dò sử dụng trong kiểm tra bánh răng
- Đầu dò ECA có thiết kế bền chắc đặc biệt cho kiểm tra bánh răng.
- Kiến trúc Transmit-receive cho kết quả tin cậy hơn.
- Tín hiệu dạng Absolute giúp dễ dàng giải đoán hơn.
- Một đầu dò cho một dải nhiều loại răng khác nhau.
- Chỉ cần 2 đầu dò cho hầu hết thiết kế răng với kích thước khác nhau.
- Có thể gắn bộ quét khi cần.
- Có thiết kế tùy biến theo yêu cầu của khách hàng.

Đầu dò ECA gear-tooth probe 
Đầu dò ECA khớp với mặt răng và chân răng khi kiểm tra.

Lưu ý khi cài đặt chế độ kiểm tra
Các đầu dò Gear probe hay các đầu dò TX thông thường có cài đặt độ nhạy để phát hiện các khuyết tật vuông góc với Scan Axis. Trong trường hợp các về nứt bánh răng thường song song với hướng quét, cần điều chỉnh giá trị độ nhạy (dB chung) hợp lý và thay đổi cài đặt Element orientation từ Inverse thành Normal cũng như thử nghiệm trước trên mẫu để có cài đặt tối ưu.
Thiết bị OmniScan MX ECA cũng cho phép thực hiện nhiều Group được tối ưu cho các dạng khuyết tật khác nhau.
Sau khi chế độ cài đặt tối ưu được thiết lập, chuyển sang chế độ hiển thị C-Scan only và Full screen để quan sát tốt hơn. Có thể thực hiện việc kiểm tra trên mẫu chuẩn theo nhiều hướng khác nhau để đảm bảo phát hiện hết và không bỏ sót khuyết tật.
Đầu dò ECA kiểm tra Gear tooth
| Mã | Thông số đầu dò |
| [Q2700047] E320350 | Gear probe that can be used on an OmniScan MX. TX-RX 32 channel probe with 4mm OD coils. 93.10mm length with 67.50mm straight active zone. End curvature of 6mm. |
| [U8270075] E320130 | J-shape ECA probe for gear inspection, small profile. |
| [U8270029] E320230B | GearScan big profile ECA probe, 32 channels, dual driver-pickup mode, 3m cable. |



