


















Hàn ma sát là gì?
Trước khi chúng ta chia nhỏ thành các loại hàn ma sát khác nhau, cần xác định rõ hàn ma sát là quá trình hàn trạng thái rắn không sử dụng nguồn nhiệt bên ngoài. Thay vào đó, áp suất tác động lên vật liệu ở trạng thái rắn để tạo thành liên kết mối hàn. Trong hàn ma sát, các phôi được chuyển động tương đối với nhau, tạo ra ma sát, làm nóng các vật liệu ở bề mặt tiếp xúc. Áp lực cao được áp dụng cho đến khi chu trình hàn hoàn thành. Hàn ma sát có thể được sử dụng để nối nhiều kim loại (như thép và nhôm) có đường kính trên 100 mm.
Bên dưới là một số cách thức hàn ma sát cơ bản:
- Hàn ma sát quay, hay hàn ma sát quán tính (Inertia Friction Welding)
- Hàn ma sát tịnh tuyến hay ma sát tuyến tính (Linear Friction Welding)
- Hàn ma sát khuấy, hàn ma sát ngoáy (Friction Stir Welding)
Cách hàn ma sát hoạt động
Hàn ma sát hoạt động bằng cách tuân theo các nguyên tắc cơ bản của ma sát. Quá trình sử dụng ma sát để tạo ra nhiệt hình thành lớp vật liệu dẻo tại giao diện mối hàn. Ví dụ, nhiệt ma sát được tạo ra trên thép thường ở khoảng 900 đến 1300 độ C. Sau khi đạt được nhiệt độ thích hợp, một lực bên ngoài sẽ tác động cho đến khi phôi tạo thành mối hàn vĩnh cửu.
Trong khi có một số loại hàn ma sát khác nhau, tất cả chúng đều tuân theo một nguyên tắc chung. Đầu tiên, một phôi được đặt trong mâm cặp điều khiển quay, trong khi phôi còn lại được giữ cố định. Rôto cho phép phôi được gắn và quay với tốc độ cao. Một lực áp lực được áp dụng cho phôi đứng yên, đưa nó tiếp xúc với phôi quay. Khi phôi chạm vào nhau, một lực ma sát được tạo ra và sinh nhiệt trên các bề mặt tiếp xúc cho đến khi hai vật liệu mềm ra, còn được gọi là dẻo. Khi các vật liệu đạt đến trạng thái dẻo, áp suất rèn cao hơn sẽ được áp dụng cho phôi tĩnh, buộc làm hai vật liệu này hòa trộn với nhau. Sau khi các bộ phận kết hợp với nhau và phần mối nối bắt đầu nguội, rôto dừng lại cho tới khi nhiệt độ giảm và vật liệu đông cứng lại. Áp suất rèn được duy trì trong vài giây và sau đó được giải phóng để hình thành mối hàn.
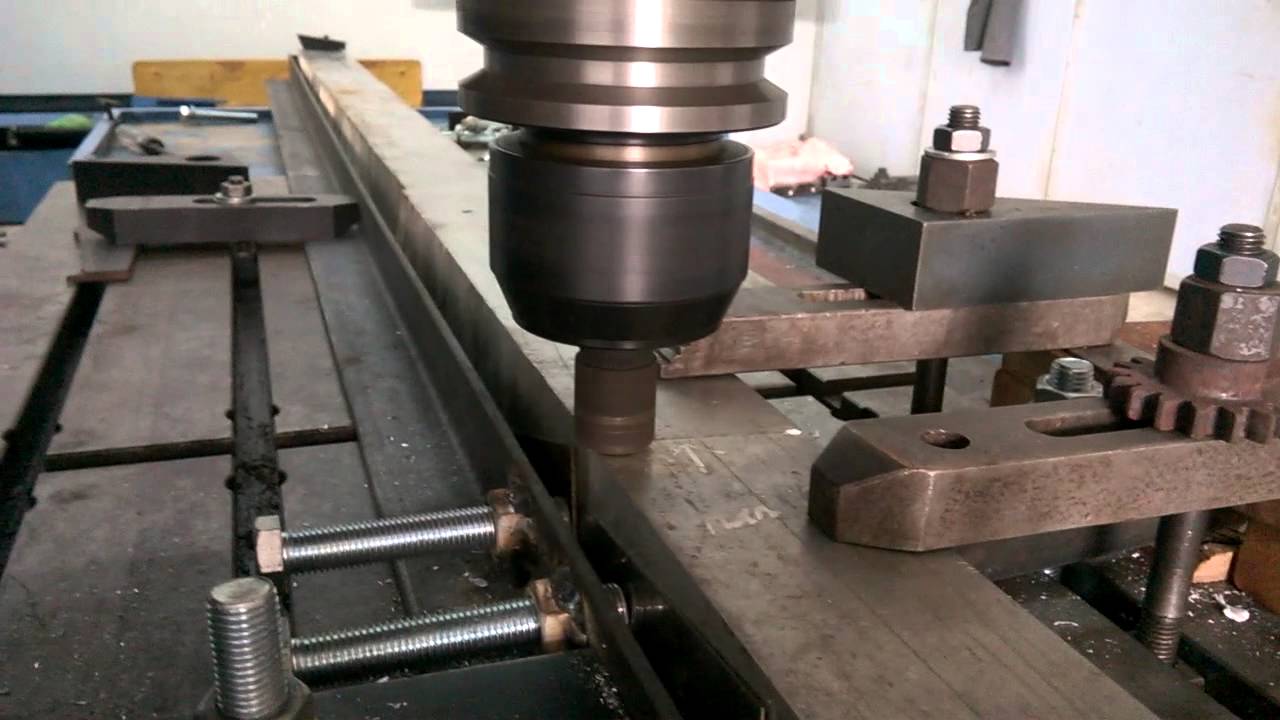
Hàn ma sát khuấy (FSW)
FSW là một quá trình hàn ở trạng thái rắn, trong đó nhiệt được tạo ra bởi ma sát giữa dụng cụ quay và vật liệu phôi, dẫn đến bề mặt tiếp xúc được làm nóng đến trạng thái dẻo. Trong khi công cụ được di chuyển dọc theo đường nối, nó sẽ trộn vật liệu đã được làm mềm của hai miếng kim loại và tạo thành liên kết tại giao diện hàn thông qua áp lực cơ học được áp dụng lên hai phía. FSW được sử dụng trong các ứng dụng đóng tàu, tàu hỏa và hàng không hiện đại.
FSW có nhiều ưu điểm so với các phương pháp hàn truyền thống; FSW giảm tối đa các loại khuyết tật có xu hướng phát sinh trong quá trình mối hàn đông đặc như trong các phương pháp hàn khác. Các loại khuyết tật của hàn ma sát khuấy xảy ra chủ yếu là do nhiệt độ không đủ hoặc điều kiện hàn không đảm bảo; những khiếm khuyết này phải được xác định và đánh giá kích thước chính xác.
Khuyết tật trong mối hàn ma sát khuấy
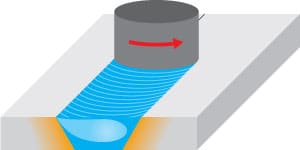
Các loại khuyết tật khác nhau có thể xảy ra trong các mối hàn ma sát khuấy, chẳng hạn như bất liên tục do liên kết không hoàn toàn giữa vật liệu từ mỗi bên của mối hàn (còn gọi là “kissing-bond”), khuyết tật ống dài và hàn không thấu. Ngoài ra, do quá trình hàn ma sát khuấy, khuyết tật có thể được xảy ra theo hướng ngẫu nhiên bên trong mối hàn.
Mẫu hiệu chuẩn
Các rãnh dọc, ngang và xiên nằm ở OD và ID được sử dụng làm vật phản xạ tham chiếu cho quá trình hiệu chuẩn. Các lỗ khoan cạnh SDH cũng được sử dụng để xây dựng đường cong TCG và bù trừ sự suy giảm tín hiệu bên trong vật liệu.
Quá trình sản xuất FSW.
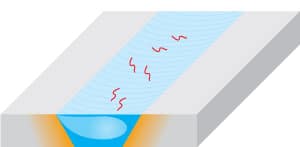
Khuyết tật có định hướng ngẫu nhiên được tạo ra trong quá trình hàn ma sát khuấy.
Kỹ thuật kiểm tra mối hàn ma sát khuấy
Khuyết tật dọc và xiên

Đầu dò siêu âm mảng pha định hướng bình thường và nêm để xác định khuyết tật dọc và xiên.
Đầu dò siêu âm Phased Array 64 biến tử Olympus được sử dụng với các nêm nước thông thường được đặt vuông góc với hướng đường hàn nhằm đảm bảo phát hiện đúng các khuyết tật dọc và xiên qua khu vực hàn. Các đầu dò xiên có thể được thêm vào để cải thiện khả năng phát hiện và định cỡ cho các khuyết tật xiên.
Khuyết tật nằm ngang

Các đầu dò siêu âm Phased Array 64 biến tử được sử dụng với các nêm nước được đặt song song với hướng đường hàn tạo điều kiện phát hiện các khuyết tật ngang. Các đầu dò này đảm bảo phạm vi quét toàn bộ khu vực hàn.
Giải pháp kiểm tra sử dụng thiết bị Siêu âm Focus PX
Thiết bị siêu âm FOCUS PX với cấu hình cao giúp thực hiện các công việc kiểm tra mối hàn FSW ở tốc độ nhanh và duy trì khả năng phát hiện cao với chất lượng tín hiệu tốt nhất. Khả năng sử lý dữ liệu cường độ cao cho phép xử lý tín hiệu A-scan ở dạng không nén mà không làm ảnh hưởng đến tốc độ kiểm tra..
Thiết kế để chịu được môi trường khắc nghiệt, FOCUS PX đạt IP65 và có thể sử dụng phù hợp với mọi yêu cầu của khách hàng.

