Tổng quan
Các lô cán thép được sử dụng trong nhà máy sử dụng các vật liệu và kích thước khác nhau, chẳng hạn như lô cán hợp kim cao, lô gang đúc v.v. Kích thước của chúng từ 360 mm đến 1960mm, lớp ngoài cùng có độ cứng lớn bằng cách xử lý nhiệt và có thể có chiều dày khác nhau.
Các lô cán mới hay đã qua sử dụng thường được kiểm tra bằng các phương pháp NDT khác nhau để đảm bảo lô ở trạng thái tốt khi thực hiện công việc. Nói chung, kiểm tra UT dọc theo chiều trục được sử dụng để tìm kiếm các khuyết tật bên trong và siêu âm UT sóng Rayleigh (Bề mặt) hoặc MPT / PT được sử dụng cho các vết nứt bề mặt. Ngoài ra ECT cũng được sử dụng để kiểm tra và đo các vết nứt bề mặt trong quá trình mài hay sửa chữa lô cuốn. Cuối cùng, lô còn được đo độ cứng và kiểm tra ứng suất dư.
Giới thiệu về ứng dụng kiểm tra lô cán
Lô cán thép là sản phẩm tiêu hao rất quan trọng trong nhà máy cán thép. Các lô cán mua mới cần kiểm tra chất lượng trước khi có thể đưa vào sử dụng trên dây chuyền cán. Cuộn cán nguội (Cold Roll Mill – CRM) là lô cuốn sử dụng trực tiếp trên phôi thép, yêu cầu độ cứng cao và đặc tính vật liệu có độ dẻo dai cao. Do đó hầu hết các lô cán loại này là thép rèn và các hưu hại thường gặp là do va đập cường độ cao hoặc do các ứng suất mỏi gây ra vết nứt bề mặt.
Các phương pháp kiểm tra NDT phát hiện các khuyết tật bề mặt và khuyết tật bên trong. Các phương pháp kiểm tra khuyết tật bề mặt là: Kiểm tra dòng điện xoáy, Kiểm tra siêu âm và Kiểm tra hạt từ tính. Đối với các khuyết tật bên trong được kiểm tra bằng siêu âm. Ngoài ra, phương pháp kiểm tra sử dụng hình ảnh có thể được áp dụng giữa người mua và người bán khi bàn giao sản phẩm. Đối với các khuyết tật bên trong, người mua và người bán cần thống nhất các thỏa thuận để thiết lập tiêu chí chấp nhận khi bàn giao.
Lực cuốn truyền qua tiếp điểm của lô làm việc và cuộn dự phòng, áp lực tiếp xúc sẽ tạo thành ứng suất trong lô cán, do tiếp xúc áp lực cao trong thời gian dài và do ứng suất tập trung gây ra, cuộn làm việc cần thường xuyên phát hiện và theo dõi lớp bề mặt để xem bên trong có các khuyết tật tách lớp không, và nếu có, cần đánh giá để tránh lô cán bị hỏng trong quá trình cán, gây ra sự chậm trễ trong sản xuất và tổn thất nguyên liệu.
Chuẩn bị kiểm tra
Kiểm tra bề mặt cuộn
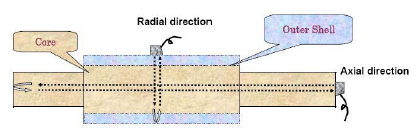
Bề mặt cuộn cần được kiểm tra bằng UT thủ công với kỹ thuật sóng mặt hay dòng xoáy mảng pha ECA (có thể kiểm tra MPT hoặc PT khi lô cán đã được tháo ra ngoài). Và bề mặt lô không được có bất kỳ khuyết tật nào có thể phát hiện, chẳng hạn như vết nứt, vết lõm và tạp chất phi kim loại. Hình 1 cho thấy khu vực kiểm tra của lô cán. Các thiết bị mới như OmniScan MX ECA giúp kiểm tra nhanh toàn bộ lô cán với độ nhạy rất cao.

Kỹ thuật Kiểm tra UT
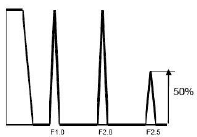
Hướng dẫn kiểm tra được thể hiện trong Hình 2 và một ví dụ về chế độ xung-vọng trong Hình 3.
Kiểm tra lô cuốn mới
Kiểm tra lớp vỏ ngoài – Outer Shell
Bằng cách sử dụng đầu dò siêu âm đơn biến tử, chùm tia thẳng để đo bề dày lớp giao diện, tăng độ lợi thiết bị (dB) cho đến khi xung phản xạ của bề mặt giao diện xuất hiện rõ, thể hiện chiều dày 1 lớp bên ngoài.
Kiểm tra giữa ranh giới lớp vỏ và lớp lõi (Outer shell – Core)
Phương pháp UT
Ứng dụng thông thường sử dụng đầu dò siêu âm đơn biến tử, Φ 20 ~ 25mm, tần số 2MHz, đầu dò siêu âm chùm thẳng, phương pháp định cỡ DGS được sử dụng trong giải đoán.
Cài đặt UT
Sử dụng khối tiêu chuẩn như STB-G V3, có lỗ đáy bằng đường kính 2mm để đặt xung phản xạ với chiều cao màn hình ở mức 50%.
Vị trí kiểm tra
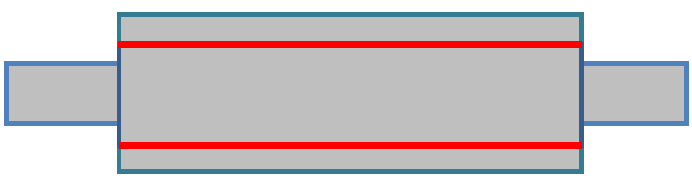
Thử nghiệm này thường được sử dụng cho các con lăn bằng thép đúc ly tâm. Các con lăn thép đúc loại thường không cần kiểm tra theo kỹ thuật này. Vị trí phát hiện được thể hiện trong Hình 4, tiêu chí chấp nhận được chia thành ba cấp:
- Cấp một: kích thước khiếm khuyết có đường kính nhỏ hơn 2mm.
- Cấp độ hai: kích thước khuyết tật đường kính tương đương nhỏ hơn 5mm.
- Mức độ ba: kích thước khuyết tật đường kính nhỏ hơn 8mm.
Kiểm tra siêu âm lô cán rèn [1] [2] [4]
Kỹ thuật kiểm tra siêu âm cho lô cán theo ASTM A-388
Tiêu chí chấp nhận
Không có chỉ thị nào lớn hơn 20% phản xạ mặt đáy. Không có vùng nào làm suy giảm chỉ thị mặt đáy lớn hơn 70% phản xạ đáy tham chiếu.
Kiểm tra siêu âm lô cán đúc [3] [5] [6]
Chất lượng lớp vỏ lô cán
Không có khiếm khuyết tương đương hoặc lớn hơn Φ2mm.
Kiểm tra lõi bên trong
Vui lòng tham khảo Bảng 1 để biết các tiêu chí chấp nhận.
Phần ranh giới giữa vỏ / lõi lô cuốn
Vui lòng tham khảo Bảng 1 để biết các tiêu chí chấp nhận.
| Vị trí | Hướng kiểm tra | Tần số | 크기 | Độ nhạy (Xem Lưu ý 1) | Tiêu chí chấp nhận |
|---|---|---|---|---|---|
| Lõi bên trong (Bao gồm cả phần cổ) | Hướng đường kính | 1.0MHz | Φ20-25 mm | STB-G.V15- 5.6:60%+12dB | Không phát hiện chỉ thị nứt |
| Lõi bên trong (Bao gồm cả phần cổ) | Hướng trục | 0.5MHz | Φ20-25 mm | STB-G.V15- 5.6:60%+12dB | Cần quan sát được xung phản xạ đáy (phản xạ từ mặt đối diện). |
| Tiếp giáp vỏ/lõi | Hướng đường kính | 5MHz | Φ20 mm | STB-G.V3- 2.0:40%+12dB | Phát hiện xung lặp lại của phần ranh giới vỏ/lõi F2.0. Xem Hình 3 |
Lưu ý 1:Các khối thử nghiệm tiêu chuẩn (STB-G) trong tiêu chuẩn JIS Z2345.
Lô cuốn đã qua sử dụng
Thiết bị thường sử dụng là hệ thống kiểm tra lô cuốn sử dụng ECT/ECA để kiểm tra đơn giản và nhanh chóng cho biết tình trạng của các lô cuốn đã qua sử dụng. Hệ thống kiểm tra được cài đặt ngay khi sửa chữa hay bảo trì lô cuốn. Các lô thường được mài và bảo dưỡng, sau đó kiểm tra với các thiết bị ECT/ECA như 노텍 600 멋진 OmniScan MX ECA. Kiểm tra dòng xoáy rất nhạy với các khuyết tật bề mặt và có thể phát hiện các vết nứt và xước nhưng bị ảnh hưởng rất lớn khi có từ trường dư, vật liệu bị biến chất, cấu trúc hạt thô hay bề mặt chưa được mài nhẵn, gây nhầm lẫn tín hiệu khuyết tật nên có thể dùng tính năng bù độ nhạy tự động kiểm tra lại hay sử dụng MPT / PT / UT bổ sung để xác nhận lại. UT thường để xác nhận các khuyết tật dưới bề mặt và UT sóng mặt để kiểm tra các khuyết tật bề mặt.
Phát hiện khuyết tật trong lớp ngoài sâu tới 30mm
Sử dụng đầu dò thẳng biến tử kép 4MHz, Φ20-25 mm để kiểm tra lô cuốn (lớp làm việc bên ngoài), vị trí kiểm tra như trong Hình 5.

Cài đặt phạm vi đo trên thiết bị
Trong quá trình kiểm tra, tăng độ lợi của thiết bị (dB) cho đến khi xuất hiện xung phản xạ rõ ràng ở phần tiếp giáp, vị trí phải ở 1 độ dày lớp vỏ bên ngoài, điều chỉnh phạm vi đo tới 100mm trong thiết bị siêu âm.
Cài đặt UT
Sử dụng khối đo tiêu chuẩn STB-G V3, có lỗ đáy bằng đường kính 2mm để đặt xung phản xạ ở độ nhạy phát hiện mức 80% chiều cao màn hình. Độ nhạy quét bằng độ nhạy phát hiện cộng với 6dB, tiêu chí chấp nhận được chia thành ba cấp độ:
- Cấp độ một: độ cao xung phản xạ của khuyết tật nhỏ hơn 20% chiều cao màn hình.
- Cấp độ hai: độ cao xung phản xạ khuyết tật nhỏ hơn 40%.
- Cấp độ ba: độ cao xung phản xạ khuyết tật nhỏ hơn 80%.
Kết luận
Phần lớn các lô cuốn thường không được kiểm tra các khuyết tật bên trong khi không kiểm tra siêu âm. Các khiếm khuyết thường không được phát hiện và chỉ có thể được tìm thấy bằng NDT.
Các khiếm khuyết trên bề mặt lô cuốn, chẳng hạn như vết nứt, có thể gây ra các lỗi thẩm mỹ không mong muốn trên sản phẩm và có thể phát triển và dẫn đến hư hỏng, thậm chí hỏng hoàn toàn lô cuốn. Không chỉ bản thân lô cuốn có thể bị hư hỏng không thể sửa chữa mà còn dẫn đến đình trệ sản xuất và hư hỏng các thiết bị khác trong nhà máy.
Những khiếm khuyết nhỏ bên trong lô cuốn khi không kiểm tra không nhất thiết tạo ra vấn đề nhưng chúng thường có xu hướng phát triển lớn dần. Điều quan trọng là phải phát hiện ra những khiếm khuyết này ở giai đoạn sớm, theo dõi quá trình phát triển và đánh giá chấp nhận/loại bỏ dựa trên các tiêu chí chấp nhận.
Tài liệu tham khảo
- ASTM A-388 Standard Practice for Ultrasonic Examination of Heavy Steel Forgings.
- JIS G0587 Method for ultrasonic examination for carbon steel and low alloy steel forgings.
- GB/T13316 Method for ultrasonic examination for casting steel rolls.
- GB-T423-RL1 Standard Practice for NDT Examination of Forging Steel Rolls.
- GB-T423-RL2 Standard Practice for NDT Examination of Casting Steel Rolls.
- NSC Work Rolls Ultrasonic Inspection Criteria