Tổng quan
Các hướng dẫn dành cho đầu dò trượt có thể điều chỉnh (adjustable sliding probes) tương tự như loại cố định (fixed types). Do đó, phần lớn thông tin được đưa ra ở đây tuân theo cùng một trình tự, chi tiết và có thể áp dụng được cho cả đầu dò trượt loại cố đính.
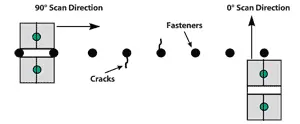
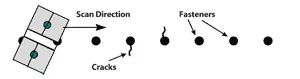
Đầu dò trượt được gọi tên như vậy vì chúng di chuyển qua các đinh định vị (fasteners) trong vùng kiểm tra theo chuyển động trượt bên trên. Thông thường, các đầu dò được sử dụng trong việc “dò điểm” (spot probing) như với đầu dò vòng bao (ring-encircling probe) hoặc di chuyển đầu dò điểm/bề mặt xung quanh chu vi của đinh vị.
Đầu dò trượt là loại đầu dò dòng xoáy hoạt động ở chế độ phản xạ (phát – thu / transmit-receive), khi đó các dòng xoáy được cảm ứng bởi cuộn phát (transmitter) và được phát hiện bởi một cuộn thu tách biệt (receiver). Với loại đầu dò có thể điều chỉnh, một miếng đệm (spacer) được chèn vào giữa hai thân cuộn dây.
Sử dụng đầu dò trượt là phương pháp nhanh nhất để kiểm tra vết nứt cho số lượng lớn các lỗ đinh tán định vị. Chúng có khả năng phát hiện các khuyết tật nhỏ ở cả lớp vật liệu bề mặt và dưới bề mặt. Đầu dò trượt có thể điều chỉnh phù hợp để tìm các vết nứt dưới bề mặt trong các kết cấu nhiều lớp dày, chẳng hạn như lớp vỏ cánh máy bay. Chúng khác với loại cố định ở chỗ chúng thường được di chuyển vuông góc với hướng vết nứt (mặc dù đầu dò được xoay 90 độ) trong quy trình gọi là quét 90 độ (xem Phụ lục).
Vùng nhạy với tín hiệu nằm ở tâm của đầu dò giữa các cuộn dây và có tính định hướng, do đó, đường quét “phát hiện” được khắc (thường có màu xanh lá cây) phải luôn được giữ theo hướng của vết nứt dự kiến. Có hai kiểu quét có thể thực hiện: một lần quét dọc tâm qua các mũ đinh hoặc hai lần quét hai bên (quét tiếp tuyến), mỗi lần ở một bên của đinh vị.
Phát hiện vết nứt bề mặt và dưới bề mặt
Đầu dò trượt có thể điều chỉnh thường được sử dụng để phát hiện vết nứt dưới bề mặt (subsurface crack) và hiếm khi dùng cho vết nứt bề mặt – nơi mà đầu dò trượt cố định thường có ưu thế hơn. Tuy nhiên, vẫn có một số ngoại lệ như trong trường hợp đinh vị có kích thước lớn hoặc có từ tính và/hoặc nếu hướng phát triển của vết nứt vuông góc với hàng đinh vị. Độ đâm xuyên sẽ tăng lên với kích thước đầu dò lớn hơn và có thể đạt đến độ sâu 0.75 inch (20 mm), mặc dù các kích thước nhỏ là phổ biến nhất và cũng có thể được sử dụng xuống đến tần số 100 Hz.
Điều chỉnh khoảng cách nâng (Liftoff Adjustment)
Khi đầu dò đi qua mũ đinh vị, một tín hiệu chỉ thị thu được sẽ tương tự như trong Hình 1. Điều này rất giống với các loại cố định. Tín hiệu khoảng cách nâng (liftoff) thường được điều chỉnh nằm ngang vì đây là hướng quy ước. Do tín hiệu không phải là một đường thẳng mà là một đường cong, điều quan trọng cần nhớ là chúng ta chỉ cần một sự bù trừ hợp lý cho các biến động nâng dự kiến gây ra bởi lớp sơn và sự không bằng phẳng của mũ đinh. Chuyển động ngang của chấm tín hiệu cho 0.01″ (0.25mm) đến 0.02″ (0.5mm) khoảng cách nâng đầu tiên là đạt yêu cầu. Trong Hình 1, đó là chuyển động từ điểm cân bằng (null point) “X” đến điểm “Y”, điều này sẽ chỉ gây ra sự dịch chuyển chủ yếu theo phương ngang của màn hình dọc theo khoảng cách đó.
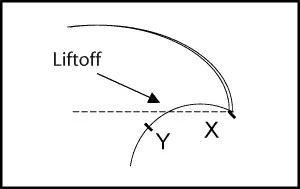
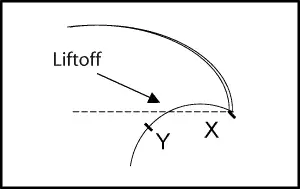
Ngay cả khoảng cách nhỏ này cũng có thể là một đường cong dốc và có thể phải để nó di chuyển hơi hướng lên trên trước khi đi xuống (xem Hình 2). Lượng chuyển động dọc cho khoảng cách nâng yêu cầu được phân bổ sao cho màn hình chỉ dịch chuyển nhẹ trên hoặc dưới đường ngang.
Điều chỉnh đầu dò (Probe Adjustment)
Độ dày của miếng đệm giữa các cuộn dây thường được điều chỉnh để có khả năng phát hiện tốt nhất. Nếu rãnh khuyết tật (notch) dùng để hiệu chuẩn đủ dài (để cho tín hiệu tốt), thì việc căn tâm đầu dò qua mũ đinh và chỉ thực hiện một lần quét sẽ nhanh hơn (độ dày miếng đệm điển hình cho kiểu kiểm tra quét đơn bằng khoảng đường kính đinh vị). Kiểm tra xem rãnh khuyết tật có còn được phát hiện hay không nếu xoay đầu dò 180 độ. Kiểu quét này có thể không khả thi với một số đinh vị có mũ lớn hoặc có từ tính.
Đối với các lần quét tiếp tuyến (tangential scans), một miếng đệm mỏng hơn thường sẽ tốt hơn, nhưng quyết định cuối cùng phụ thuộc vào kết quả thử nghiệm thu được với mẫu chuẩn và kết cấu cần kiểm tra. Khoảng độ dày của miếng đệm có thể thay đổi từ 0 (không có miếng đệm) đối với các ứng dụng kiểm tra sát bề mặt và mũ đinh nhỏ, đến tối đa khoảng 0.3″ (8 mm) để đâm xuyên sâu trên các mũ đinh lớn với các loại đầu dò lớn hơn. Miếng đệm rộng hơn sẽ giúp đầu dò có độ dung sai cao hơn đối với sự lệch hướng do vùng nhạy cảm trở nên rộng hơn, nhưng thiết bị sẽ yêu cầu độ khuếch đại lớn hơn.
Phân tích tín hiệu (Signal Interpretation)
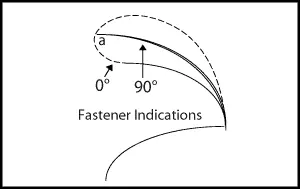
Khi đầu dò di chuyển qua một lỗ đinh vị không có vết nứt trong phép quét 90 độ thông thường, tín hiệu chỉ thị thu được sẽ hẹp, nhưng nếu chúng ta quét ở góc 0 độ, tín hiệu sẽ trở thành một vòng lặp (loop). Xem Hình 3 và Phụ lục: (Hướng quét để đảm bảo tất cả các vết nứt đều được đánh giá). Vòng lặp được tạo ra bởi sự thay đổi pha liên tục khi cuộn phát và cuộn thu đi qua đinh vị và nó rộng hơn so với khi dùng đầu dò cố định. Khi chấm tín hiệu ở điểm “a”, đầu dò hoàn toàn nằm ở tâm (điểm chung cho cả hai hướng quét).
Phát hiện vết nứt
Khi đầu dò di chuyển qua một lỗ đinh vị có vết nứt, tín hiệu chỉ thị sẽ thay đổi và thông thường sẽ tạo ra một vòng lặp lớn hơn cùng với chuyển động theo chiều dọc (xem Hình 4).
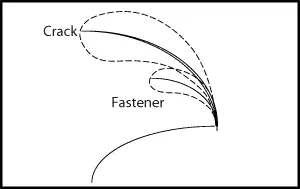
Sự khác biệt chính giữa quét theo hướng vết nứt hoặc vuông góc với vết nứt là hình dạng của tín hiệu. Đường đứt nét cho thấy tín hiệu thu được khi đầu dò di chuyển dọc theo chiều dài của vết nứt (quét 0°), trong khi đường liền nét cho thấy tín hiệu từ việc di chuyển vuông góc với vết nứt (quét 90° thông thường). Lý do là khi vết nứt được quét “chậm” dọc theo chiều dài của nó, pha sẽ thay đổi và hiển thị một vòng lặp – nhưng khi di chuyển vuông góc với vết nứt, đầu dò sẽ nhìn thấy nó một cách “đột ngột” và đưa ra một tín hiệu nhọn, hẹp. Tín hiệu này sẽ gặp vòng lặp tại một điểm nào đó trong hành trình của nó tùy thuộc vào sự căn chỉnh của đầu dò. Cả hai tín hiệu này đều có thể được quan sát bằng cách quét cùng một lỗ đinh vị theo hai hướng. Xem Phụ lục: (Hướng quét để đảm bảo tất cả các vết nứt đều được đánh giá).
Nếu có hai vết nứt ở hai bên đối diện của lỗ đinh vị, khi đầu dò di chuyển vuông góc và được căn tâm qua đinh vị, các tín hiệu chỉ thị thông thường sẽ cộng gộp lại thành một tín hiệu lớn hơn. Điều này là do cả hai vết nứt đều được phát hiện cùng một lúc (với đầu dò cố định, chúng thường được phát hiện lần lượt trong phép quét 0°).
Các biến số: Sự lệch hướng quét của đầu dò (Probe Scan Deviation)
Việc cố gắng giữ đầu dò nằm ở tâm qua các mũ đinh vị là rất quan trọng. Điều này tương ứng với việc đạt được tín hiệu lớn nhất cho cả đinh định vị và vết nứt. Trong Hình 5, tín hiệu “a” tương ứng với đầu dò được căn tâm hoàn hảo, trong khi các tín hiệu “b” và “c” tương ứng với sự lệch hướng ngày càng tăng so với đường tâm. Đường đứt nét đánh dấu quỹ đạo của sự thay đổi độ lệch (Xem Phụ lục).
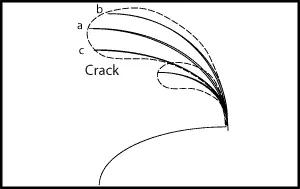
Nếu đầu dò lệch khỏi đường tâm, tín hiệu vết nứt sẽ di chuyển dọc theo vòng lặp mà chúng ta đã thấy trong Hình 4 và hiện được biểu diễn trong Hình 5. Tín hiệu vết nứt ở vị trí “a” khi đầu dò ở tâm và di chuyển về phía “b” khi nó lệch theo một hướng hoặc “c” khi nó lệch theo hướng ngược lại. Điểm “b” cho một tín hiệu cải thiện hơn, ngay cả khi nó mất một lượng nhỏ biên độ thì nó lại có lợi về mặt pha, tạo ra một góc tách biệt (separation angle) tốt hơn (điều này là do chúng ta đã lệch về phía có vết nứt). Đây là lý do tại sao hai lần quét tiếp tuyến hai bên lại nhạy hơn với các vết nứt nhỏ hơn so với một lần quét căn tâm. Khi đầu dò lệch theo hướng ngược lại, tín hiệu từ vết nứt di chuyển về phía điểm “c”, tại đó nó bị mất quá nhiều pha và biên độ, và bắt đầu trông giống với tín hiệu đinh vị bình thường hơn (đặc biệt là đối với khuyết tật có kích thước nhỏ hơn khuyết tật được biểu diễn trong Hình 5). Đó là lý do tại sao cần phải có lần quét tiếp tuyến thứ hai ở phía đối diện.
Các biến số khác: Sự lệch góc vết nứt (Crack Angle Deviation)
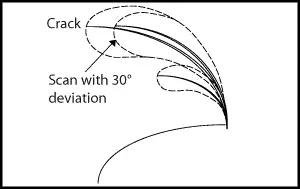
Sự suy giảm tín hiệu vết nứt xảy ra khi vết nứt tạo một góc so với hướng quét của đầu dò. Điều này xảy ra nếu vết nứt không hoàn toàn nằm ở góc 90 độ so với hướng quét bình thường của đầu dò hoặc thay đổi hướng khi nó phát triển. Ảnh hưởng này cũng rất tương tự nếu đầu dò không ở góc vuông mà ở một góc tiếp cận (angle of attack) nhỏ hơn. Xem Phụ lục: (Quét với một góc lệch).
Đầu dò trượt có thể điều chỉnh có khả năng phát hiện các vết nứt lệch góc lên đến khoảng 30 độ, và sẽ cho tín hiệu giảm dần tỷ lệ thuận với lượng lệch góc, xem Hình 6. Ảnh hưởng này tương tự như ảnh hưởng thu được với đầu dò trượt cố định.
Các biến số khác: Tiếp xúc điện (Electrical Contact)
Khi kiểm tra các đinh vị vừa mới được lắp đặt hoặc các mẫu chuẩn có sự tiếp xúc quá sát với tấm vỏ nhôm, việc thu được tín hiệu nhỏ hơn bình thường là điều không hiếm gặp. Trong một số trường hợp cực đoan, tín hiệu đinh định vị có thể biến mất gần như hoàn toàn. Điều này là do sự tiếp xúc điện giữa đinh vị và lớp vỏ cho phép các dòng xoáy tuần hoàn liên tục mà không gặp phải ranh giới, do đó không có vật cản hay hàng rào nào. Hình 7 cho thấy sự suy giảm của tín hiệu đinh vị do tiếp xúc quá sát.
Vấn đề này thường gặp thường xuyên hơn đối với liên kết đinh tán (riveting) và hiếm khi xảy ra với các loại đinh vị khác, đặc biệt là nếu có sử dụng đai ốc hoặc vòng đệm đai ốc (collars). Tuy nhiên, do ảnh hưởng này, khuyến nghị nên sơn các lỗ trên mẫu chuẩn trước khi lắp đặt đinh vị. Bằng cách này, mẫu chuẩn sẽ mô phỏng kết cấu thực tế trong đời sống – nơi mà do sự thay đổi nhiệt độ, độ ẩm và chuyển động luôn tạo ra một lớp oxit tự nhiên giữa đinh vị và lớp vỏ.
Ghi chú:
- Các vết nứt được coi là có thể phát hiện được lên đến góc lệch +/- 30 độ, nhưng điều này cũng phụ thuộc vào độ sâu và chiều dài vết nứt. Các vết nứt dài hơn sẽ có nhiều khả năng được phát hiện hơn khi bị lệch góc.
- Điều quan trọng là tránh để đầu dò va phải cạnh của mũ đinh vị. Nếu miếng đệm không cung cấp đủ khoảng hở để đi qua các mũ đinh, bạn nên tạo một khoảng hở bằng cách dán các dải băng dính mỏng (đóng vai trò như các thanh trượt/skis).
- Để mang lại khả năng hiển thị tốt nhất, thông thường người ta sẽ đặt độ khuếch đại dọc (vertical gain) cao hơn vài dB so với độ khuếch đại ngang (horizontal gain).
- Việc sử dụng một thước thẳng phi kim loại để dẫn hướng đầu dò dọc theo hàng đinh vị thường rất hữu ích, đặc biệt nếu lớp sơn dày làm cho việc nhìn mũ đinh trở nên khó khăn. Trong những trường hợp cực đoan, có thể cần phải định vị trước hai đinh vị để xác định hàng đinh bằng cách sử dụng đầu dò trượt.
- Nếu các mũ đinh vị không được xếp thẳng hàng một cách tương đối, tốt nhất là nên quét bằng tay, chú ý dẫn hướng đầu dò đi theo cùng một sự căn chỉnh đối với mũ đinh vị.
- Để tìm hướng vết nứt chính xác hơn, hãy tiếp cận đinh vị ở các góc khác nhau cho đến khi bạn thu được tín hiệu lớn nhất.
- Khi kiểm tra các đinh vị bằng thép từ tính, việc đặt một miếng đệm thép từ tính cực mỏng dưới cuộn phát thường rất hữu ích. Vì đầu dò sẽ nhìn thấy miếng đệm thép này liên tục, chấm tín hiệu sẽ di chuyển ít hơn khi đi từ vùng nhôm sang mũ đinh vị từ tính và sẽ tạo ra một tín hiệu nhỏ hơn (ít nhiễu hơn).
- Nếu khoảng cách giữa các đinh vị đủ gần để một mũ đinh nằm dưới mỗi cuộn dây, một tín hiệu hướng xuống sẽ xuất hiện nhưng thông thường nó dễ dàng được nhận biết để phân biệt với một vết nứt.
Danh mục đầu dò trượt
| SPO # | Part # | Dải tần số | Loại cáp | Kích thước đầu dò (LxWxH) | Ghi chú |
| SPO-1958 | 9206405 | 100Hz – 50KHz | Microdot (dual) | 1.8″ x 1.0″ x 0.7″ | Penetration up to 0.5″ (12mm) |
| SPO-1994 | 9206406 | 100Hz – 20KHz | Microdot (dual) | 2.3″ x 1.0″ x 0.8″ | Penetration up to 0.6″ (15mm) |
| SPO-1957 | 9206404 | 100Hz – 10KHz | Microdot (dual) | 2.8″ x 1.3″ x 0.9″ | Penetration up to 0.7″ (18mm) |
| SPO-5251 | 9219567 | 100Hz – 40KHz | Microdot (dual) | 1.7″ x 1.0″ x 0.7″ | Similar to SPO-1958 / Higher Gain type |
Tham khảo thêm sản phẩm đầu dò dòng xoáy trượt: https://visco.com.vn/san-pham/dau-do-dong-xoay-truot-kiem-tra-lo-dinh-tan-slide-probe/
Phụ lục