



















Tham khảo thêm:
Polyethylene mật độ cao (HDPE) là vật liệu thay thế đang được sử dụng dụng cho các ứng dụng công nghiệp như vận chuyển nước cho các quy trình khai thác, đường ống dẫn khí áp suất thấp và trung bình, hệ thống chữa cháy và hệ thống đường ống điện hạt nhân loại 3. Giá cả, khả năng chống ăn mòn cao, dễ thao tác, vận chuyển và xử lý (HDPE là sản phẩm rất nhẹ), quy trình hàn nhanh và dễ dàng, tính linh hoạt và các đặc điểm khác đã khiến ống HDPE trở nên phổ biến trong các cơ sở công nghiệp và gia dụng và là giải pháp thay thế tiết kiệm chi phí so với các đường ống kim loại.
Mối hàn đối đầu HDPE được sản xuất theo bốn bước: nung nóng, ủ nhiệt, tháo tấm gia nhiệt và làm mát mối hàn. Giai đoạn nung nóng cần hai đoạn ống HDPE đã chuẩn bị được ép vào tấm gia nhiệt dưới áp suất cụ thể và được giữ ở đó trong một thời gian cụ thể (ngâm nhiệt). Sau đó, tấm gia nhiệt được tháo ra và hai đầu được căn chỉnh chính xác và đưa lại gần nhau. Quá trình hàn làm mát bao gồm việc ép hai mặt lại với nhau và giữ trong một khoảng thời gian cụ thể để kết hợp vật liệu ở hai đầu. Vật liệu dư thừa được ép ra trong quá trình lực hợp nhất đối đầu tạo thành mũ trên bề mặt bên trong và bên ngoài của mối hàn, hầu như không để lại vật liệu ở vùng chịu ảnh hưởng của nhiệt trong mối hàn.
Việc lắp đặt và nối các đoạn ống HDPE diễn ra ở nơi mà các điều kiện môi trường có thể lẫn các tạp chất như mỡ, bụi, đất và cát vào cả tấm gia nhiệt và đầu ống. Các vật liệu ô nhiễm này có thể dẫn đến các khuyết tật trong mối hàn nóng chảy đối đầu. Kích thước của túi khí do các chất gây ô nhiễm tạo ra có thể tạo ra tình trạng Thiếu liên kết (LoF) khi không có liên kết hoặc liên kết một phần giữa các mặt của các đoạn ống. Nhìn chung, LoF thường xảy ra vuông góc với mặt phẳng hướng tâm-trục tức là ở 0°. Liên kết “kissing bond” hoặc khớp nguội có thể xảy ra khi tiếp xúc được tạo ra không đủ để tạo thành các liên kết có khả năng truyền ứng suất cắt dẫn đến độ bền kém.
Các phương pháp kiểm tra không phá hủy truyền thống như X quang và siêu âm sóng ngang chùm tia góc không cho kết quả tốt. Các đặc tính của sản phẩm làm việc kiểm tra với sóng ngang trở nên khó khăn vì sự suy giảm của sóng này trong loại vật liệu HDPE.
Để giải quyết vấn đề kiểm tra mối nối hàn đối đầu ống HDPE bằng PAUT hoặc TOFD, Trong Article 4 của phiên bản ASME BPVC Mục V năm 2021, Kiểm tra siêu âm các mối nối nóng chảy của ống HDPE đã được đưa vào Phụ lục X bắt buộc. Vào năm 2016, ASTM đã đưa ra một tài liệu tương tự về Thực hành tiêu chuẩn 3044/E3044M – 16 Tiêu chuẩn thực hành kiểm tra siêu âm mối nối hàn đối đầu vật liệu polyetylen.
Theo kết quả nghiên cứu được trình bày trong bài này, một giải pháp kiểm tra sử dụng Phased Array đã được phát triển để phát hiện các vật phản xạ nhân tạo được đưa vào các mẫu HDPE thông qua việc sử dụng nêm HDPE mới do Olympus/Evident phát triển. Phương pháp này đã được triển khai để tìm ra các khuyết tật trong toàn bộ thể tích mối hàn.
Thách thức kiểm tra mối hàn ống HDPE
- Vật liệu có độ suy giảm cao
- Hạn chế khi sử dụng phương pháp TOFD
- Góc khúc xạ của nêm rexolite trên vật liệu HDPE
Độ suy giảm cao:
Tính chất suy giảm cao của HDPE ngăn cản việc sử dụng sóng cắt để kiểm tra.
Hạn chế của TOFD:
Kỹ thuật nhiễu xạ thời gian bay (TOFD) có khả năng phát hiện các khuyết tật trong vật liệu HDPE, tuy nhiên kỹ thuật này cũng có những hạn chế như.
- Việc triển khai TOFD đòi hỏi phải tiếp cận từ cả hai phía của mối hàn
- Không thể kiểm tra các mối hàn/linh kiện tiếp cận một phía bằng TOFD
- Các vùng “mù” gần bề mặt trong và ngoài
Góc khúc xạ của nêm rexolite trên vật liệu HDPE
Vận tốc sóng siêu âm dọc trong HDPE là khoảng 2150 m/giây đến 2500 m/giây (so với vận tốc sóng ngang xấp xỉ 850 – 950 m/s), gần như tương đồng với sóng dọc trong các nêm Rexolite tiêu chuẩn; điều này làm cho việc tạo ra các chùm tia góc cao trở nên khó khăn.
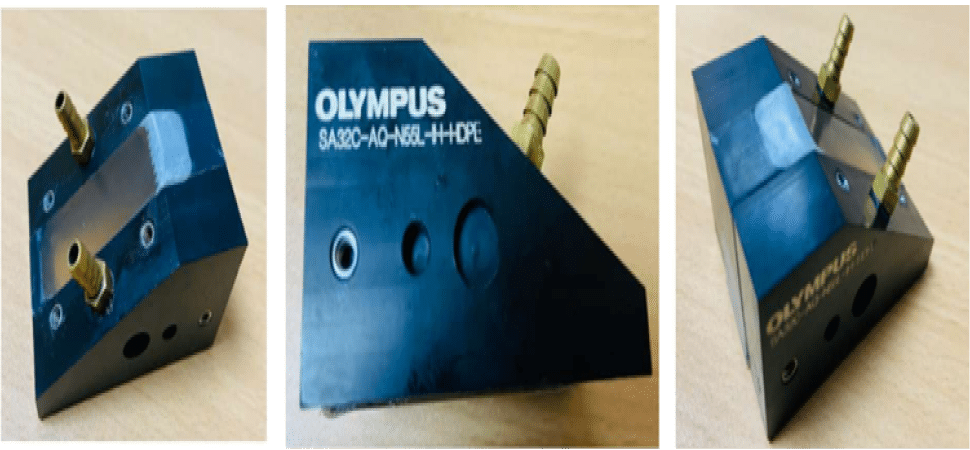
Thiết kế nêm mới khắc phục được những vấn đề thường gặp ở các lựa chọn vật liệu nêm hiện có như hiện tượng khúc xạ âm khi sử dụng nhựa cứng như Rexolite và diện tích tiếp xúc lớn hạn chế khả năng tiếp cận gần với thiết kế nêm nước.
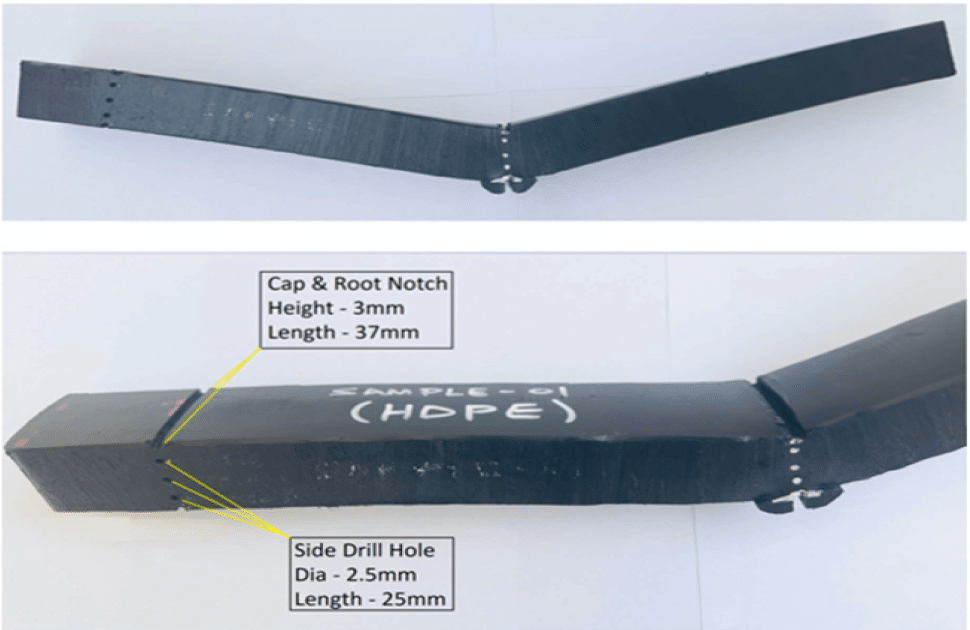
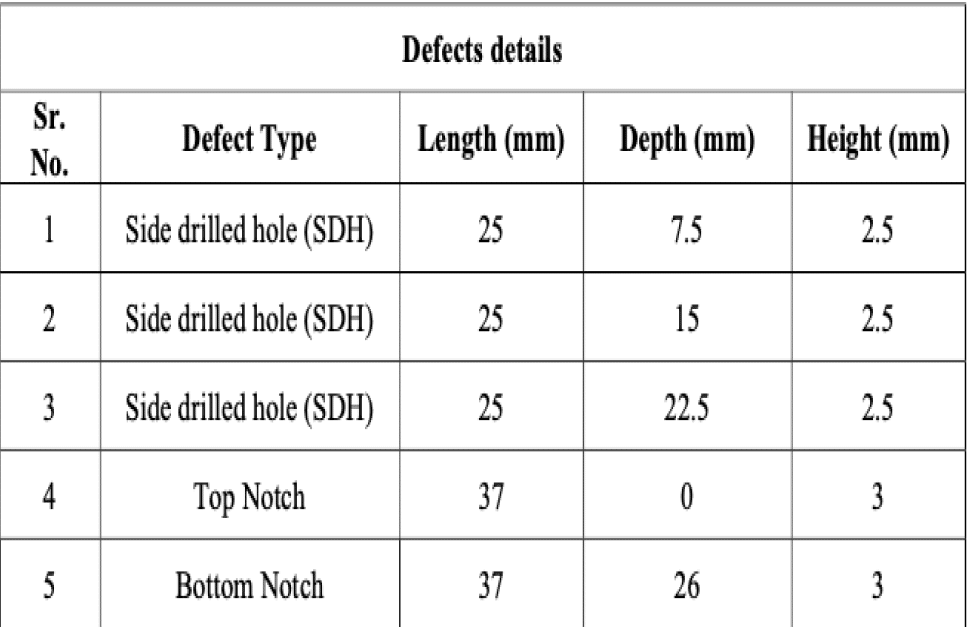
Mẫu HDPE và các khuyết tật nhân tạo
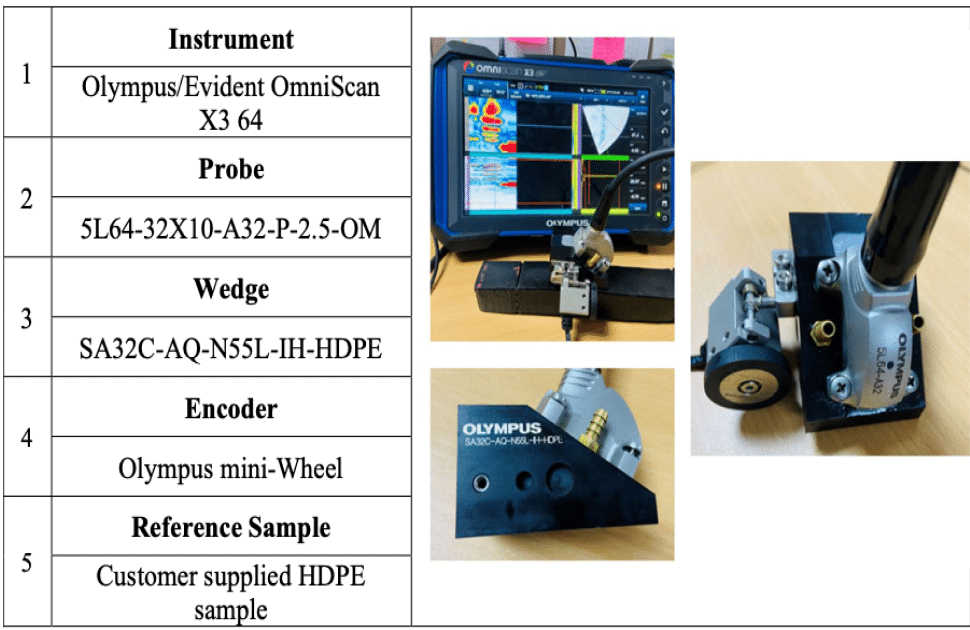
Thiết bị và phụ kiện HDPE
| Material ID | Part Number | Description |
|---|---|---|
| Q1000277 | OMNIX4-PATFM64128PR-E | OmniScan X4 64:128PR Phased Array instrument with 64 pulsers and 128 receivers, 128-element TFM, FMC acquisition capability |
| Q7203450 | SA32C-AQ-N55L-IH-HDPE | Custom wedge for angle beam phased array probe A32, normal scan, 55-degree longitudinal wave from Aqualene to HDPE. |
| Q7203450/ SA32C-AQ-N55L-IH-HDPE Q7203594/ SA32C-AQ-N55L-HDPE-IH-AOD4.34 Q7203838/ SA32C-AQ-N55L-IH-HDPE-AOD8 Q7203595/ SA32C-AQ-N55L-HDPE-IH-AOD9.85 Q7203839/ SA32C-AQ-N55L-IH-HDPE-AOD10.75 Q7203839/ SA32C-AQ-N55L-IH-HDPE-AOD16 | SA32C-AQ-N55L-HDPE-IH-AODXXX | Custom wedge for angle beam phased array probe A32, normal scan, 55-degree longitudinal wave from Aqualene to HDPE. The wedge features a curvature matching from XXX Axial Outside Diameter (AOD) Pipe for inspection of Circumferential Welds. |
| U8775295 | ENC1-2.5-LM | Mini encoder, 2.5 m cable, waterproof with Lemo connector for current generation of OmniScan and Focus instruments. |
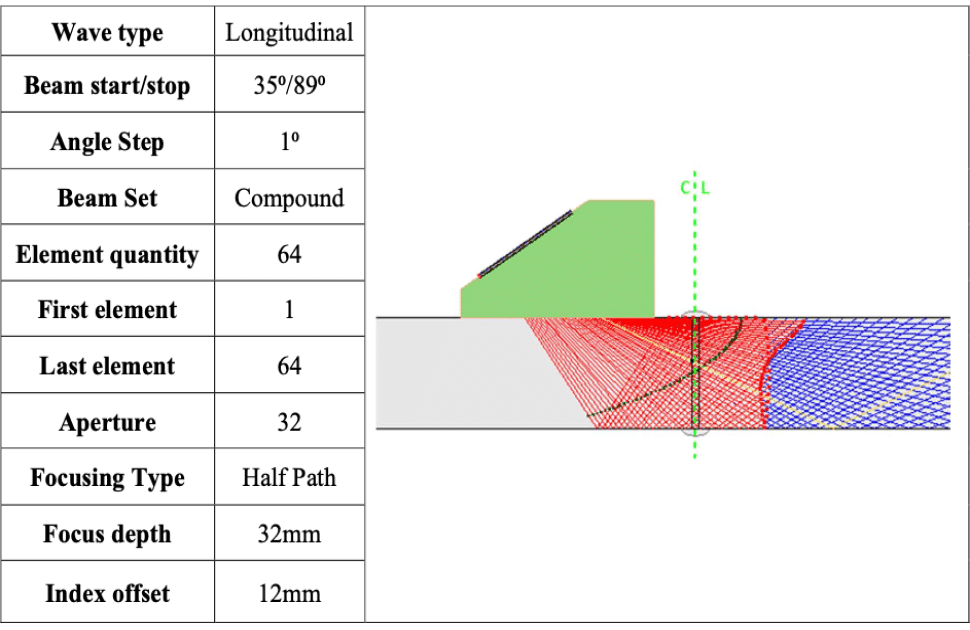
Kế hoạch quét & Luật hội tụ
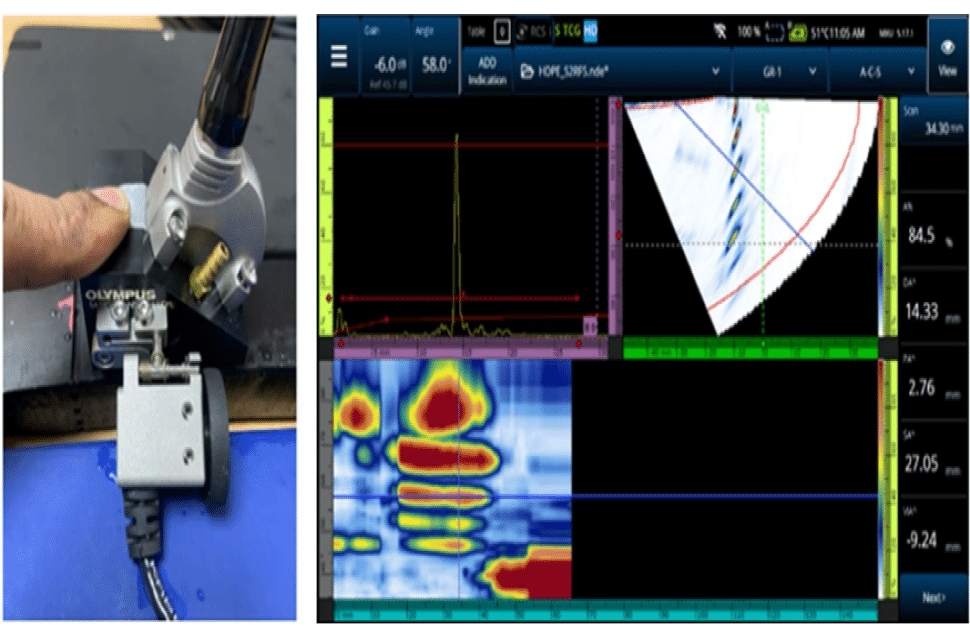
Thu thập dữ liệu được mã hóa bán tự động
Đánh giá dữ liệu và kết quả
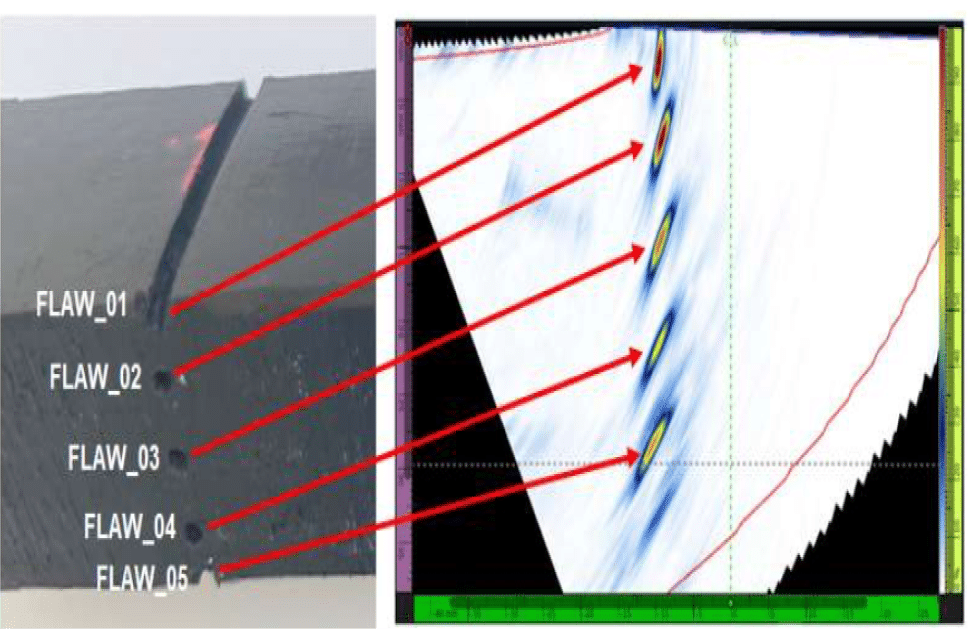
So sánh khiếm khuyết thực tế với dữ liệu PAUT:

Phần kết luận
- Sử dụng nêm thiết kế cho vật liệu HDPE sẽ cải thiện đáng kể SNR, giúp phân tích dữ liệu rõ ràng.
- Việc triển khai nêm HDPE và thiết lập PAUT là kỹ thuật phù hợp để kiểm tra mối hàn HDPE
- Hiệu quả của góc khúc xạ nêm cung cấp hướng cần thiết cho chùm tia
- 100% thể tích (độ dày) đã được phủ bằng kỹ thuật được đề xuất
- Đã phát hiện ra các khuyết tật bề mặt và dưới bề mặt
- Một bộ chùm tia phức hợp mang lại kết quả hiệu quả đối với nhiều khuyết tật định hướng khác nhau.
Tài liệu tham khảo
- ASTM E3044/E3044M−16, Thực hành tiêu chuẩn để thử nghiệm siêu âm các mối nối hàn nối bằng polyetylen, do Hiệp hội thử nghiệm và vật liệu Hoa Kỳ xuất bản
- ASME Mục V, Điều 4, BPVC.V -2021
- Siêu âm mối hàn đối đầu sử dụng TOFD | Olympus IMS
- Thiết bị mảng pha | Evident IMS
- Link bài gốc