



















Vật liệu thép sử dụng trong các công trình ngoài khơi
Các yêu cầu về thép tấm kết cấu cho các công trình ngoài khơi khác nhau do các lĩnh vực ứng dụng và vị trí sử dụng.
Các đơn vị sản xuất thép đã phát triển và cải tiến các quy trình mới để sản xuất thép tấm có hàm lượng cacbon thấp, tạp chất thấp, độ bền cao với độ dẻo dai cao và cải thiện khả năng hàn với chi phí thấp.
Thép kết cấu cường độ cao để chế tạo ngoài khơi thường được phân loại như sau:
- Thép cacbon (cacbon-mangan) được xử lý nhiệt để tăng cường các đặc tính
- Thép hợp kim thấp, thép cường độ cao (có thể được xử lý nhiệt)
- Thép làm cứng kết tủa (A710) (có thể được xử lý nhiệt)
Tham khảo thêm về Vật liệu và gia công kim loại.
Ngày nay, có bốn tiêu chuẩn chính bên cạnh các tiêu chuẩn đóng tàu, trong đó mô tả các yêu cầu khắt khe về kết cấu thép tấm cho các công trình ngoài khơi.
Các tiêu chuẩn prEN 10225, BS 7191 và các bảng dữ liệu vật liệu của NORSOK (tiêu chuẩn Na Uy) chủ yếu được áp dụng ở Châu Âu (Biển Bắc).
Tiêu chuẩn API chủ yếu được áp dụng ở các khu vực Châu Mỹ và Châu Á và tại Việt Nam. Tuy nhiên, các tiêu chuẩn khác cũng có thể được sử dụng trong các lĩnh vực khác. Hầu hết các tiêu chuẩn khá tương đồng với nhau. Ví dụ tiêu chuẩn Norsok đề cập đến prEN 10225, bản thân nó dựa trên BS 7191. Các tiêu chuẩn càng gần nhau, nhà chế tạo thép càng dễ dàng sản xuất sản phẩm là các loại thép cải tiến với chi phí thấp.
Các nhà sản xuất thép đã phát triển và cải tiến các quy trình mới để sản xuất thép tấm có hàm lượng cacbon thấp, tạp chất thấp, độ bền cao với độ dẻo dai cao và cải thiện khả năng hàn với chi phí thấp. Loại thép chung này được mô tả trong thông số kỹ thuật của thép API 2W mới. Đặc điểm kỹ thuật API mới này được phát triển để tận dụng lợi thế của công nghệ sản xuất thép mới.
Việc sử dụng các loại thép này, được gọi là thép Quy trình kiểm soát cơ nhiệt (TMCP) là một phương tiện tiết kiệm chi phí hiệu quả để chế tạo các công trình ngoài khơi.
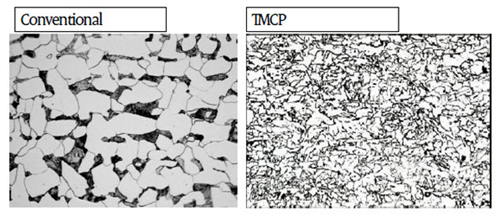
Thép TMCP được phát triển vào cuối những năm 1970 đầu những năm 1980 và được đặc trưng bởi các vi cấu trúc hạt rất mịn (ASTM 10-12) với độ bền và độ dẻo dai cao hơn so với các loại thép cacbon mangan, hợp kim siêu nhỏ, được xử lý nhiệt. Chi phí sẽ thấp hơn khi so sánh với thép kết cấu thường hóa C-Mn thông thường vì chi phí xử lý nhiệt nhiều hơn bù đắp chi phí bổ sung cho quá trình cán được kiểm soát và làm mát nhanh.
Vật liệu TMCP là gì?
Nếu thép được yêu cầu phải có chất lượng cao, thường sẽ yêu cầu một quá trình nhiệt luyện bổ sung. Quá trình xử lý nhiệt bổ sung này liên quan đến việc nung nóng lại các tấm thép đã được cán, tốn kém cả về chi phí và thời gian.
Để vượt qua thách thức trên, một quy trình cán tấm mới đã được phát triển; được gọi là Quy trình Kiểm soát Cơ nhiệt (TMCP). Thép được sản xuất thông qua quy trình TMCP được gọi là thép TMCP.
Quy trình TMCP không chỉ xác định kích thước tấm mà trong quá trình sản xuất tạo thành một cấu trúc hạt vi mô tốt và đồng nhất, mang lại độ bền cao hơn và tăng độ dẻo dai. Thép TMCP được coi là thép chất lượng cao, được sử dụng để xây dựng các công trình yêu cầu chất lượng cao và chế tạo các công trình ngoài khơi.
TMCP thực chất là một quy trình với cán có kiểm soát kết hợp với làm mát có kiểm soát thông qua phun nước hoặc tản nhiệt chủ động. Quy trình TMCP này kiểm soát cấu trúc vi mô vật liệu đồng thời cải thiện độ bền và độ dẻo dai của sản phẩm. Dưới đây là một số lợi ích của TMCP so với thép thông thường.
- Cải thiện chất lượng thép.
- Độ cứng thấp hơn
- Ít bị nứt lạnh.
- Cải thiện độ bền
- Cải thiện độ dẻo dai, v.v.
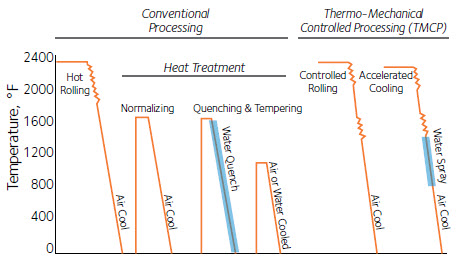
Trước đây, vai trò của cán nóng chỉ cần đạt được các kích thước danh nghĩa như chiều dày, chiều rộng và chiều dài. Nếu yêu cầu chất lượng là quan trọng, quá trình xử lý nhiệt ngoài dây chuyền như thường hóa hoặc làm nguội và tôi cần được thực hiện sau. Khi yêu cầu về chất lượng ngày nghiêm ngặt hơn, quy trình cán tấm mới như TMCP được sử dụng. Theo định nghĩa chính xác về TMCP sau IACS, TMCP bao gồm TMR (Thermo-Mechanical Rolling) và AcC (Accelerated Cooling). Nhưng khi nói đến TMCP, chúng ta thường dùng lẫn AcC là TMCP.
Thông thường, quy trình chế biến thép TMCP có thể được mô tả là sự kết hợp giữa cán có kiểm soát và làm mát có kiểm soát (tăng tốc). Hình bên dưới cho thấy các sơ đồ sản xuất thép cuộn thông thường, thép được kiểm soát thông thường (CCR) và thép TMCP.
Vật Liệu TMCP ảnh hưởng đến kiểm tra siêu âm như thế nào?
Đối với thép thông thường (thép đẳng hướng), trong quá trình kiểm tra siêu âm, không có vấn đề gì với góc khúc xạ hoặc chiều cao biên độ tín hiệu khi quét theo hướng cán dọc / song song hoặc ngang.
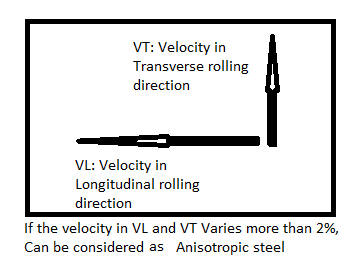
Tuy nhiên, điều này không đúng với các loại thép TMCP (thép dị hướng). Vật liệu thể hiện sự biến thiên vận tốc lớn hơn 2% giữa 2 phương truyền sóng vuông góc (VL và VT) được coi là thép dị hướng.
Trong vật liệu TMCP, các đặc tính của quá trình truyền sóng theo hướng quét khác nhau là đáng kể. Khi kiểm tra siêu âm, hai thông số chính bị ảnh hưởng là Góc khúc xạ và biên độ tín hiệu.
Khi tiến hành kiểm tra siêu âm mối hàn bằng sóng cắt góc, ảnh hưởng của vật liệu dị hướng có thể dẫn đến việc vẽ biểu đồ độ sâu của các chỉ thị không chính xác. Điều này gây ra vấn đề khi thiết bị siêu âm đã được hiệu chuẩn trên vật liệu đẳng hướng và đối tượng thử nghiệm là vật liệu dị hướng. Tài liệu DNVGL– CG – 0051 hướng dẫn cách sử dụng khối hiệu chuẩn của cùng một vật liệu TMCP và lưu ý rằng các lỗ khoan cạnh chuẩn phải được bố trí sao cho hướng chùm tia so với hướng cán sẽ giống như đối với mẫu thử. Phương pháp của DNVGL không cố gắng định lượng vận tốc âm. Thay vào đó, nó cố gắng xác định góc khúc xạ thực tế như sẽ đề cập ở bên dưới.
Có những hạn chế đối với hướng dẫn này:
- Hướng dẫn thực hiện đánh giá này theo cả hướng cán và hướng ngang chỉ có thể áp dụng thực tế cho tấm phẳng. Đối với các mối hàn ống, đánh giá thực tế duy nhất có thể được thực hiện là dọc theo trục ống. Hiệu ứng độ cong làm cho đánh giá góc phát vuông góc với trục ống không thực tế, do đó nó không thích hợp cho các đường hàn dọc ống.
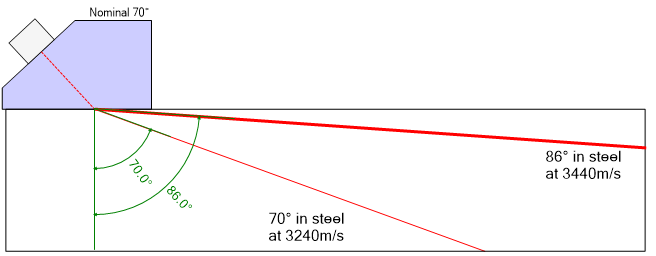
- Khi vận tốc âm thanh trong vật liệu thử nghiệm tăng lên so với giá trị được sử dụng để tính góc tới của nêm 70°, góc khúc xạ có thể bị phản xạ toàn phần bên trong vật liệu, làm cho đầu dò 70° danh nghĩa trở nên vô dụng. Vận tốc âm thanh lớn hơn 3400 m / s không phải là hiếm gặp trong thép TMCP. Ở tốc độ 3440 m / s, góc khúc xạ sẽ là 86° làm cho mẫu chuẩn để hiệu chuẩn góc có chiều dày 20 mm dài gần 600 mm và thậm chí khi đó, tín hiệu chi phối có thể là từ sóng Rayleigh.
Ảnh hưởng tới góc khúc xạ
So với góc khúc xạ đo bằng khối chuẩn V1 / A2, sẽ có một số khác biệt về góc khúc xạ với khối chuẩn thép TMCP, Sự khác biệt này là do thép TMCP phụ thuộc vào hướng cán của tấm như giải thích bên dưới.
Hiệu ứng lưỡng chiết của thép dị hướng có thể được sử dụng để định lượng vận tốc dị hướng. Việc xác định chế độ hiệu chuẩn (cho vật liệu ngang hay dọc) có thể khó khăn và người thực hiện có thể cần phải ước lượng gần đúng vị trí của tín hiệu đỉnh khi xác định góc thực tế.
Một vật liệu đẳng hướng có biên độ chùm tia lên xuống gần với tia trung tâm có thể được dự đoán khá chỉnh xác bởi định luật Snell.
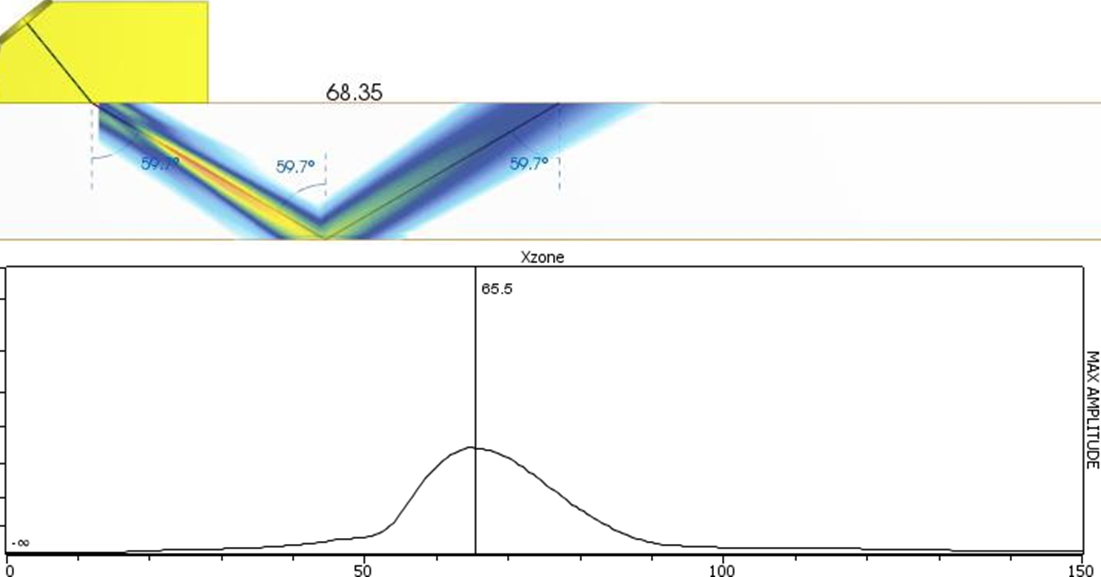
Đối với chùm 60° danh nghĩa, biên độ lớn nhất xuất hiện ở 65,5mm từ điểm ra của đầu dò trong khi mô hình hóa dự đoán rằng nó sẽ xảy ra ở khoảng 68mm tính từ điểm ra. Trong vật liệu đẳng hướng, sự khác biệt này có thể là do sự dịch chuyển nhỏ của góc khúc xạ do hiệu ứng xung-vọng và sự phân kỳ của chùm tia.
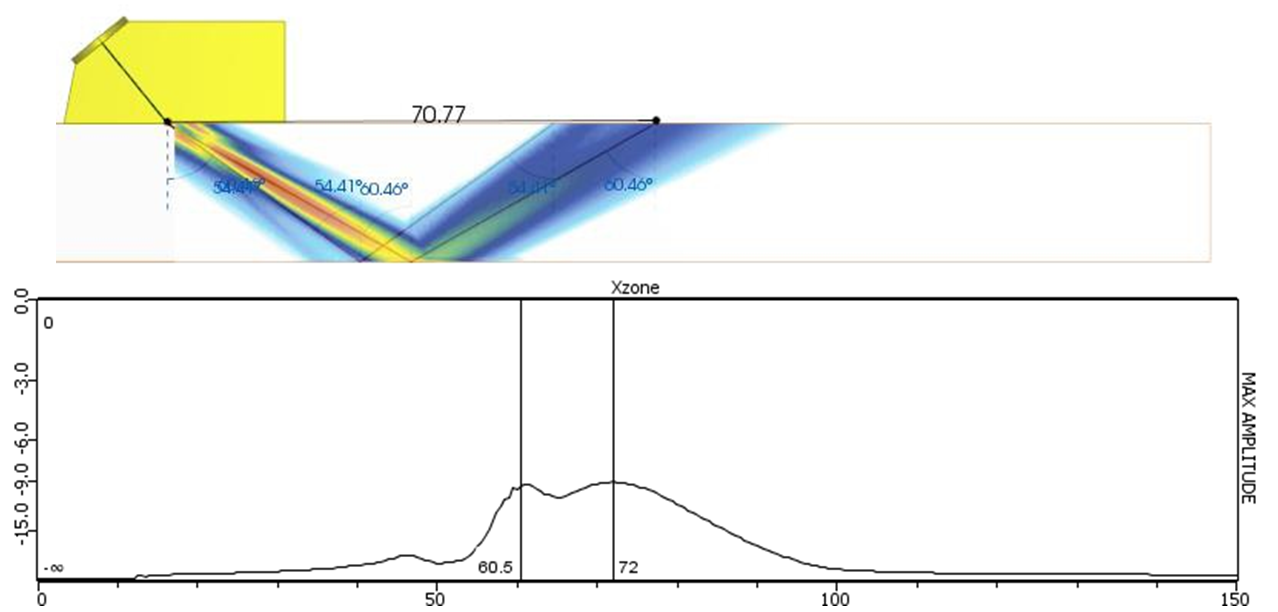
Trong thép dị hướng, có cả sóng cắt chậm và sóng cắt nhanh được hình thành bởi sự khúc xạ, vị trí của đỉnh không phải lúc nào cũng có thể xác định rõ ràng. Sử dụng cùng một đầu dò như thí nghiệm với vật liệu đẳng hướng, ray tracing trong vật liệu dị hướng cho thấy đỉnh biên độ có thể hình thành tại điểm có đường truyền âm ngắn hơn khi sóng cắt chậm đạt đến full skip hoặc đỉnh xung có thể xảy ra khi chế độ sóng cắt nhanh đạt đến vị trí bỏ qua hoàn toàn. Trong mô hình ví dụ của vật liệu dị hướng ở dưới, raytracing cho thấy chế độ sóng cắt chậm sẽ đạt đỉnh ở 56mm tính từ điểm ra của đầu dò và ở 71mm đối với sóng cắt nhanh. Civa dự đoán biên độ cực đại ở khoảng cách 60,5mm và có lẽ là đỉnh thứ cấp ở 72mm tính từ điểm ra. Do đó, đáp ứng biên độ đỉnh cho thấy rằng năng lượng không phải đơn thuần từ sóng chậm hay nhanh.
Hướng dọc / Song song
Hướng cán tấm được coi là hướng cán dọc / song song của tấm. Góc khúc xạ và đường truyền của chùm tia đều tăng lên so với thép đẳng hướng.
Hướng ngang:
Phương vuông góc với phương lăn của tấm được gọi là phương lăn ngang. Góc khúc xạ và đường truyền của chùm tia đều giảm so với thép đẳng hướng.
Ảnh hưởng tới biên độ tín hiệu
Biên độ xung phản xạ so với mẫu tham chiếu có thể khác nhau giữa hai hướng trong vật liệu TMCP.
Đầu dò 450
Biên độ phản hồi có thể khác nhau giữa thép TMCP và thép đẳng hướng bất kể hướng cán của thép.
Đầu dò 600
Biên độ phản hồi bằng nhau ở cả hướng cán dọc và hướng cán ngang, tuy nhiên biên độ tín hiệu thay đổi có tỷ lệ như thế nào so với thép đẳng hướng tiêu chuẩn là không rõ ràng.
Đầu dò 700
Biên độ phản hồi thay đổi theo hướng lăn dọc nhiều hơn so với hướng lăn ngang. Tuy nhiên, biên độ tín hiệu thay đổi có tỷ lệ bao nhiêu so với thép đẳng hướng tiêu chuẩn là không rõ ràng.
Làm thế nào để hiệu chỉnh góc khúc xạ và biên độ tín hiệu?
Các hiệu chỉnh này phải được áp dụng cho tất cả các đầu dò góc, cho cả hướng cán dọc / song song và ngang của tấm.
Trong mỗi trường hợp, phải sử dụng một cặp đầu dò Siêu âm, góc danh định và kích thước tinh thể giống nhau. Nếu các đầu dò 45º, 60º & 70º được sử dụng, thì ba cặp đầu dò 45º, 60º & 70º phải được sử dụng.
Trước khi tìm hiểu cách hiệu chuẩn trên vật liệu TMCP, trước tiên, cần biết đặc điểm của tất cả các đầu dò mà bạn muốn hiệu chuẩn. Kiểm tra điểm ra của đầu dò và góc khúc xạ của tất cả các đầu dò.
Điểm ra đầu dò và góc khúc xạ có thể được kiểm tra bằng cách sử dụng Khối V1 / A2. Điểm ra của đầu dò và góc khúc xạ phải được kiểm tra cho cả đầu dò phát cũng như đầu dò thu.
Làm thế nào để kiểm tra hướng cán của tấm?
Người vận hành cần xác nhận hướng cán của tấm trước khi kiểm tra mối hàn. Người vận hành phải xác nhận hướng cán của tấm và phải sử dụng các khối chuẩn phù hợp theo hướng lăn (Cần có 2-3 khối chuẩn theo các hướng lăn khác nhau).
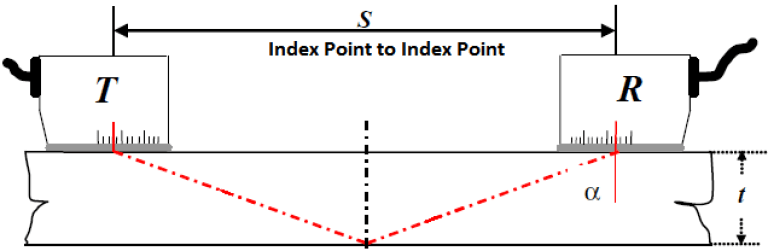
Đặt cả hai đầu dò lên vật liệu TMCP theo hướng ‘Quét’ chính và đặt chúng đối nghịch với nhau như hình bên dưới. Di chuyển các đầu dò cho đến khi bạn đạt được biên độ tối đa, đo giá trị “S” (từ điểm ra này đến điểm ra khác) dọc theo bề mặt.
Lặp lại bước trên bằng cách đặt các đầu dò vuông góc với vị trí trước đó. Lấy biên độ tối đa và ghi lại Giá trị “S”.
Vị trí đầu dò có giá trị “S” cao nhất có thể được coi là hướng cán dọc / song song của tấm. Vị trí đầu dò có giá trị “S” thấp hơn có thể được coi là hướng cán ngang của tấm.
Cách tìm góc phát trong khối tham chiếu thép TMCP?
Sau khi tìm ra hướng lăn của tấm, dựa trên hướng lăn này của tấm liên quan đến hướng quét, khối chuẩn phù hợp sẽ được chọn.
Góc có thể được tính bằng phương pháp V-Path sử dụng cả đầu dò phát và thu.
Đối với mục đích kiểm tra TMCP, ‘Góc danh nghĩa’ có thể sử dụng là giá trị trung bình của cặp đầu dò được sử dụng.
Đặt các đầu dò đối diện nhau trên khối hiệu chuẩn TMCP. Di chuyển các đầu dò và lấy biên độ lớn nhất, tại vị trí này, đo giá trị “S” (tương tự như khi thực hiện tìm hướng cán). Sử dụng công thức dưới đây để tính góc trong khối.
α= Tan-1(S/2t)
- Trong đó S = khoảng cách giữa hai điểm ra của đầu dò phát và đầu dò thu.
- t = Chiều dày của khối.
Tỷ lệ truyền qua
Bước này được thực hiện để biết sự khác biệt về biên độ giữa khối tham chiếu TMCP và vật liệu kiểm tra TMCP. Hiệu chỉnh bù tỷ lệ truyền qua sẽ bù đắp cho sự khác biệt về biên độ do bề mặt, thành phần vật liệu và xử lý nhiệt.
Cải thiện hiệu chuẩn PAUT với vật liệu TMCP
(Còn tiếp)