


















Mối hàn socket được đánh giá là ứng dụng khó thực hiện trong NDE do hình dạng cũng như kích thước nhỏ. Mối hàn socket thường được sử dụng trong dầu khí và hóa dầu với vật liệu thép carbon.
Giới thiệu
Mối hàn socket, bất kỳ loại nào, cũng đều rất khó để kiểm tra, cả với siêu âm và chụp ảnh phóng xạ. Các phép thử nghiệm cho thấy tỷ lệ phát hiện khuyết tật là thấp trong dạng mối hàn này. Lý do chính là do hình dáng phức tạp của mối hàn, kết hợp với bề mặt cong nhỏ và phạm vi tiếp cận hạn chế. Sử dụng các mô hình cho thấy khi kiểm tra phased array sử dụng dải quét rộng, khả năng phát hiện khuyết tật là rất tốt, đặc biệt là khả năng lặp lại của phép kiểm tra là rất cao.
Bài viết này đưa ra phương án kiểm tra cho một trường hợp cụ thể, với mối hàn socket cho ống đường kính 22mm với chiều dày 5,5mm. Kích thước của socket là 45mm vùng overlap khoảng 20mm.
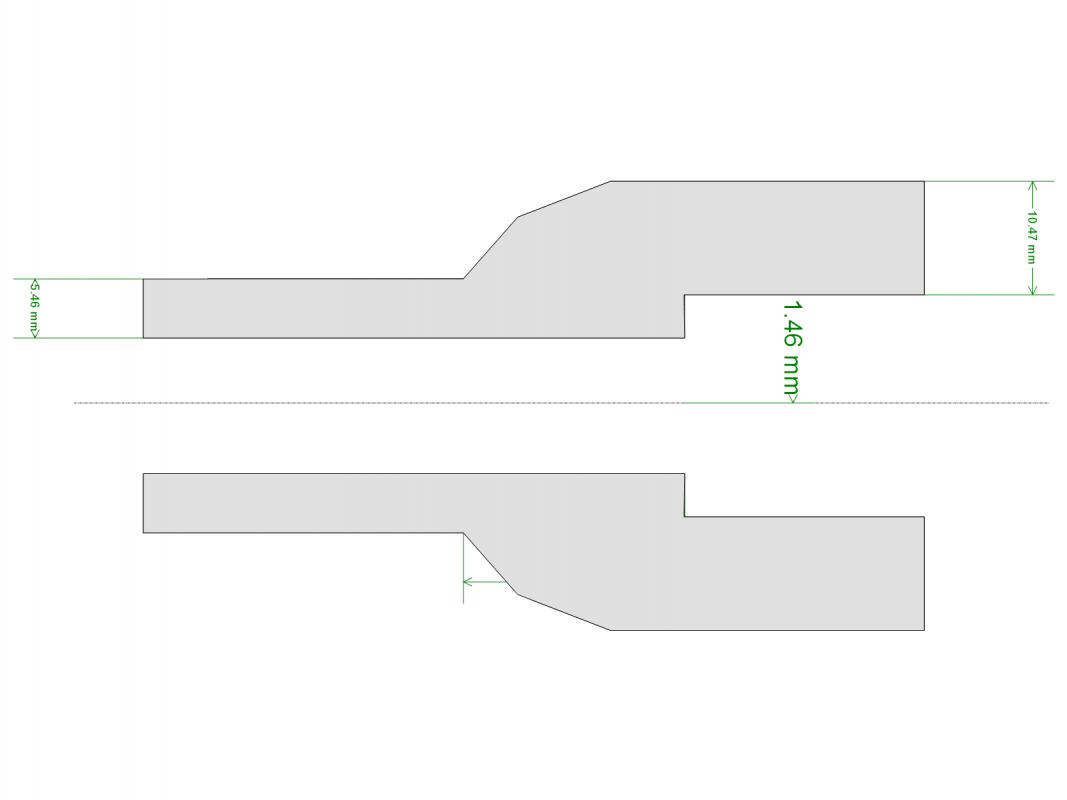
Mối hàn socket
Với mối hàn này, chân của mối hàn do phần ngấu giữa ống ở trong và phần socket ở ngoài. Phần ngấu có thể không hết 100% chiều dài của ống bên trong socket. Cần xác định vị trí của đầu ống cắm vào socket có đủ sâu không và mối hàn có ngấu hoàn toàn ở phần ngoài không.

Thiết bị sử dụng trong kiểm tra mối hàn socket
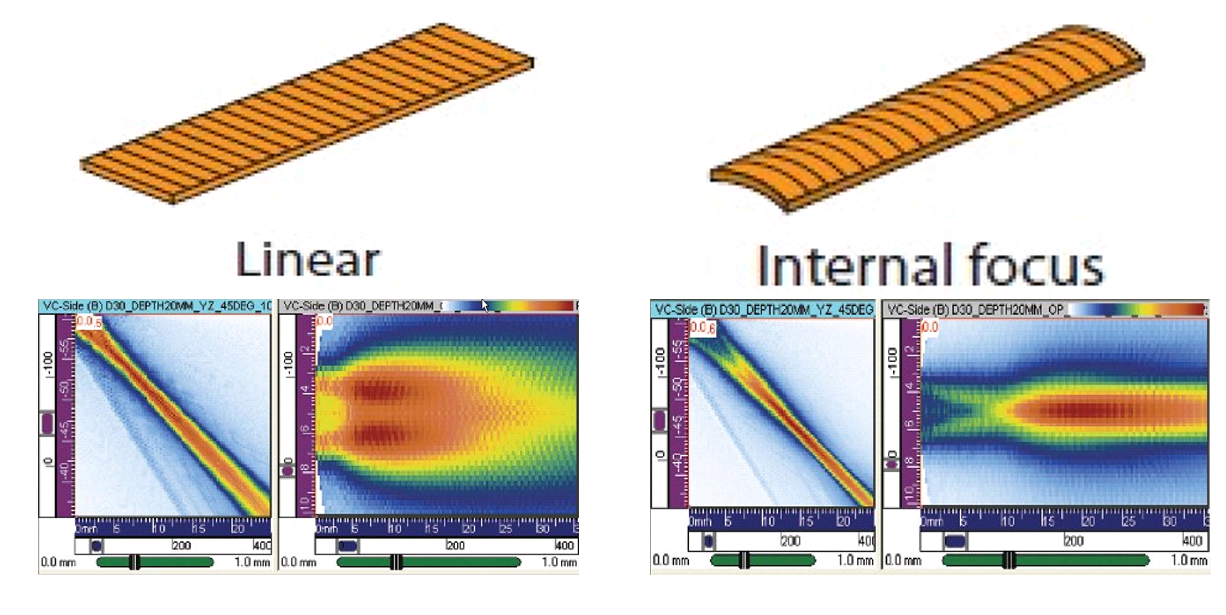
Olympus đã phát triển một đầu dò chuyên cho kiểm tra mối hàn với thép mỏng trên ống đường kính nhỏ. Đầu dò CCEV với bề mặt cong sẽ cho phép tìm và đánh giá chính các các khuyết tật hơn so với đầu dò siêu âm Phased Array thông thường. Đặc biệt trong các ứng dụng Go-No Go hay cần đánh giá chính xác chiều cao cho vật liệu mỏng, đầu dò CCEV cho thấy khả năng đánh giá chính xác hơn rất nhiều so với đầu dò PA thông thường.
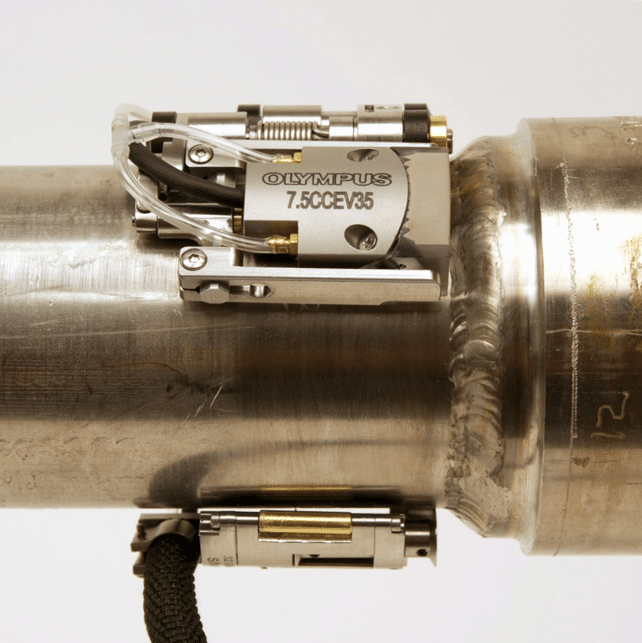
Bộ quét siêu âm cho ống nhỏ COBRA
Giải pháp siêu âm thường được ưu tiên để lựa chọn do những hạn chế vế tính an toàn của phương pháp chụp ảnh phóng xạ. Tuy nhiên việc sử dụng siêu âm cho các ống nhỏ trước đây mà một thách thức với phương pháp siêu âm truyền thống.
Bộ quét COBRA scanner cho phép sử dụng Phased Array để kiểm tra các mối hàn vòng và các ống mỏng, đường kính nhỏ với khoảng cách giữa hai ống liên tiếp chỉ cần 12 mm (0.5 in.).
Cấu hình thiết bị siêu âm
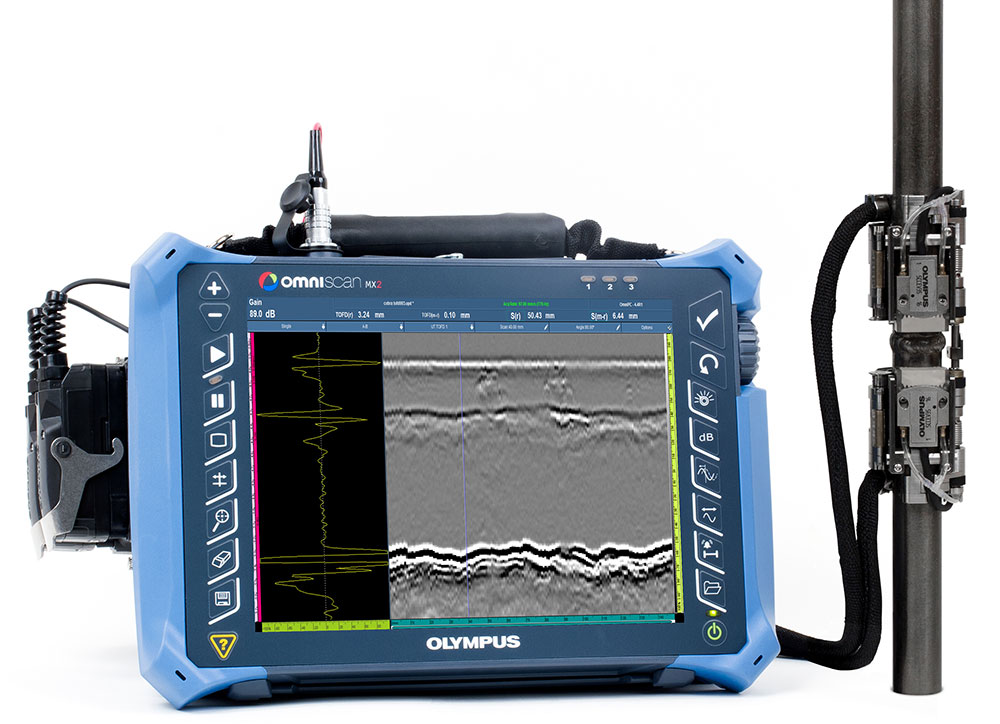
Bộ quét Cobra khi sử dụng kết hợp với thiết bị OmniScan MX2 hay OmniScan X3 bao gồm:
- OmniScan MX2 16:64 hay OmniScan SX.
- Bộ quét COBRA.
- Đầu dò Phased Array mỏng, biến tử cong với tính năng hội tụ nằm bên trong đầu dò, chuyên để kiểm tra các ống mỏng (Đầu dò CCEV).
- Nêm cong, với nhiều đường kính khác nhau.
- Hệ thống dẫn nước tiếp âm (Sử dụng để thuận tiện hơn khi kiểm tra).
Thông số kỹ thuật và tính năng
Bộ quét COBRA scanner, chuyên dùng cho kiểm tra các mối hàn các ống có đường kính nhỏ. Giải pháp COBRA có thể kiểm tra các ống từ 0.84 in (21mm) OD tới 4.5 in (112.5mm) OD. Bộ quét này thường được sử dụng với thiết bị OmniScan® MX2 và module 16:128 hay 16:64.
Với chiều cao của bộ quét rất nhỏ, bộ quét được thiết kế để tiếp cận các vị trí hẹp, với khoảng cách nhỏ giữa các ống sát nhau. Các phụ kiện chiếm nhiều diện tích như ống dẫn nước, gá đỡ, lò xo… nằm trong bề dày chỉ khoảng 12 mm (0.5 in.). Bộ Scanner thiết để để sử dụng với thép từ tính và thép không gỉ có nhiều đường kính ống khác nhau. COBRA scanner có bộ mã hóa vị trí quét đi kèm, cho phép thu toàn bộ dữ liệu khi di chuyển. Bộ quét có thể sử dụng với 2 đầu dò Phased Array ở hai bên mối hàn, kiểm tra toàn bộ đường hàn chỉ với một lần quét duy nhất. Khi kiểm tra các ống kết nối với cấu kiện lớn, bộ quét có thể dễ dàng tháo rời để kiểm tra mối hàn từ ống với một đầu dò.
Giải pháp của Olympus sử dụng đầu dò phased mỏng với thiết kế để hội tụ chùm tia từ bên trong, tăng khả năng phát hiện và đánh giá khuyết tật trong vật liệu mỏng. Toàn bộ giải pháp đặt trong một va li vận chuyển nhỏ gọn. Bộ quét được thiết kế chống thấm nước, chống bụi và thương thích với chuẩn CE.
- Giữ được 2 đầu dò Phased Array, kiểm tra mối hàn trong một lần quét.
- Kiểm tra các ống từ 0.84 in (21mm) OD tới 4.5 in (112.5mm) OD.
- Yêu cầu khoảng cách giữa các ống vào khoảng 0.5 in (12mm).
- Thiết kế giữa đầu dò bằng lò xo, sử dụng cả với vật liệu từ tính và phi từ tính.
- Thao lắp dễ dàng để kiểm tra cấu kiện Pipe-to-component.
- Các biến tử được thiết kế với độ cong, tăng khả năng hội tụ chùm âm và tăng khả năng pháp hiện và đánh giá các khuyết tật nhỏ.
- 16 biến tử, sử dụng với OmniScan 16:128 hay 16:64.
Phương án đặt Góc phát cho kiểm tra mối hàn socket
Tùy và từng thiết kế của mối hàn, có thể sử dụng chế độ phát từ 35-80 độ. Trong trường hợp mối hàn cụ thể ở case study này, có thể sử dụng chế độ phát từ 45-80 độ với góc phát từ 45-70 độ cho kiểm tra phần không ngấu và 70-80 độ cho phép phát hiện đoạn cuối của ống có đúng vị trí trong thiết kế không?
Kết quả kiểm tra
Kết qua đã cho thấy khả năng phát hiện chiều dài của đoạn ống nằm trong socket cũng như các vị trí không ngấu hay ăn mòn. Kết quả quét liên tiếp hai vòng cũng cho thấy tính lặp lại của phép kiểm tra là rất cao
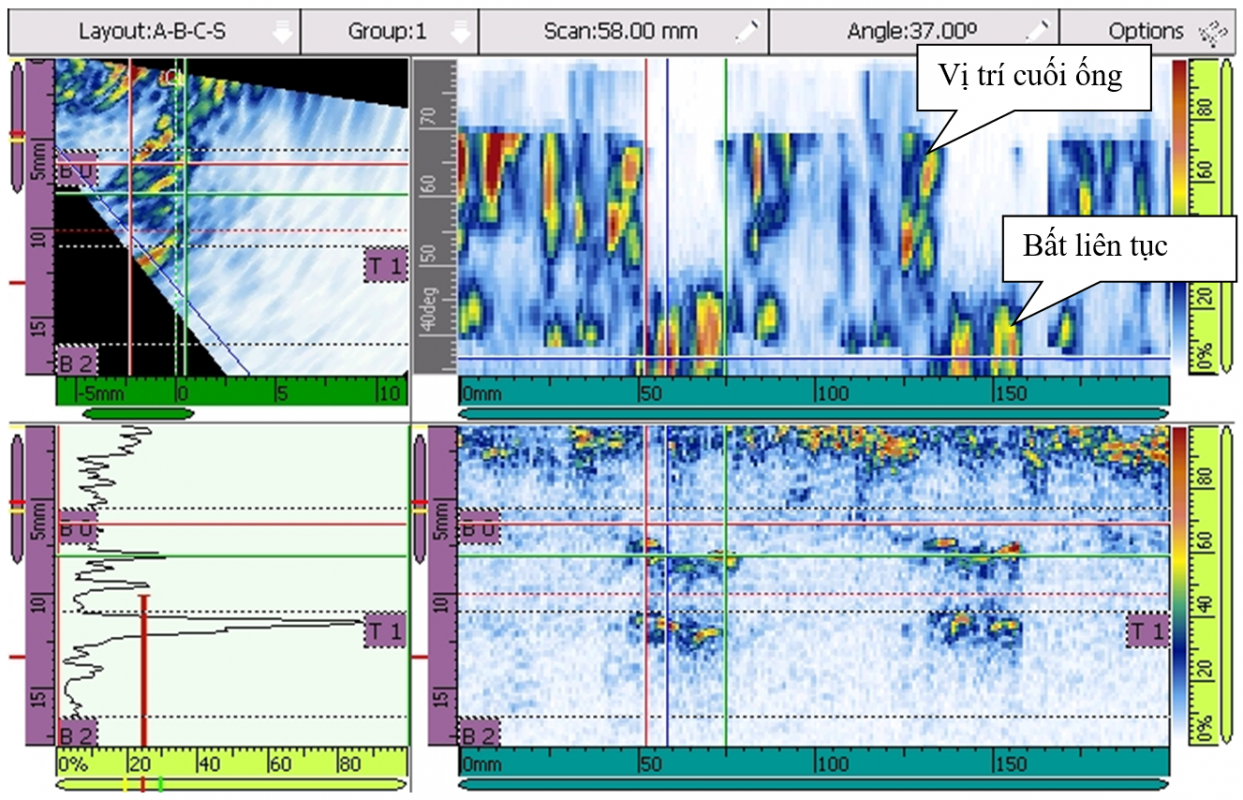
- Dễ dàng phát hiện vị trí cuối của ống.
- Phát hiện được các khuyết tật không ngấu hoặc ăn mòn.
- Khả năng lặp lại kết quả của phép kiểm tra là rất cao, cho thấy độ ổn định và tin cậy của phương pháp so với siêu âm UT truyền thống.
Kết luận
- Kiểm tra mối hàn socket cho các nhà máy hóa dầu và khí ngày càng trở nên cần thiết, đặc biệt là các nhà máy có tuổi hoạt động trên 10 năm.
- Kỹ thuật kiểm tra sử dụng OmniScan của Olympus với đầu dò thiết kế đặc biệt CCEV chuyên cho kiểm tra các thép mỏng trên ống đường kính nhỏ.
- Kỹ thuật có thể phát hiện cả không ngấu và đoạn cuối của ống sau khi đã hàn.
- Khi sử dụng theo phương án Go- No go đơn giản, sẽ không yêu cầu nhiều về hiện chuẩn thiết bị và mẫu chuẩn.
- Khi cần đánh giá kích thước, có thể sử dụng các mẫu mối hàn với vết khắc để hiệu chuẩn chính xác.