


















Phần 1 – Đường bao xung phản xạ
Giới thiệu
Khi kiểm tra mối hàn piping, ASME Sec V Art. 4 cho phép hiệu chuẩn độ nhạy trên vết khắc sử dụng mẫu cho piping theo Fig. T-434.3-1 hay mẫu hiệu chuẩn thay thế sử dụng lỗ khoan SDH theo Fig. T-434.3-2. Cả hai đều là vật phản xạ tham chiếu được chấp nhận nhưng có phản hồi với tín hiệu siêu âm khác nhau theo một vài lý do rất thú vị.
So sánh đơn giản giữa hai vật phản xạ
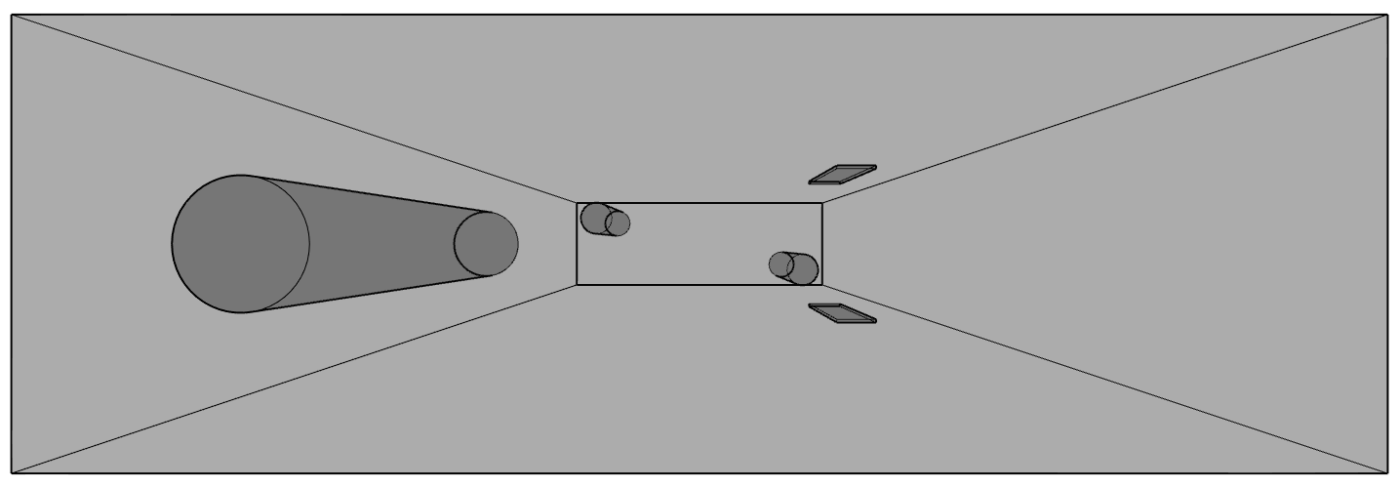
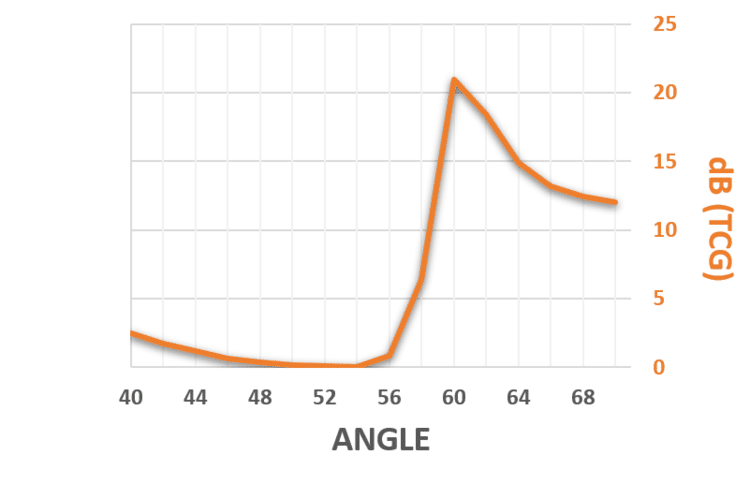
Để so sánh tín hiệu đường bao xung echo-dynamics, các giả lập được tiến hành trên phần mềm CIVA trên mẫu cong 20.5 mm sử dụng cả vết khắc và lỗ khoan. Đầu dò 16-element, 5MHz được sử dụng trong mô hình mà chưa được hiệu chuẩn độ nhạy, có sao thấy vậy. Sự suy giảm từ từ của tín hiệu từ SDH do tán âm và đường truyền âm dài hơn.
Ghi chú: dữ liệu sử dụng nhiều phản hồi từ các lỗ SDH khác nhau để đưa ra được dữ liệu trung bình ở độ sâu cùng với vết khắc (do bạn không thể có 1 lỗ khoan ở ID, đúng không?).
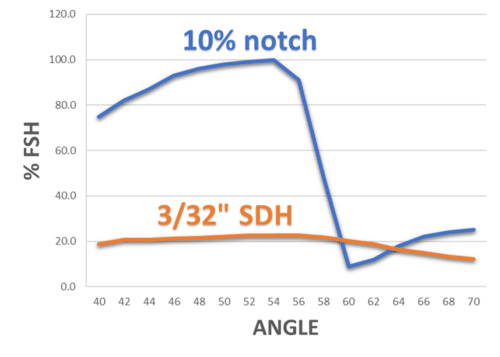
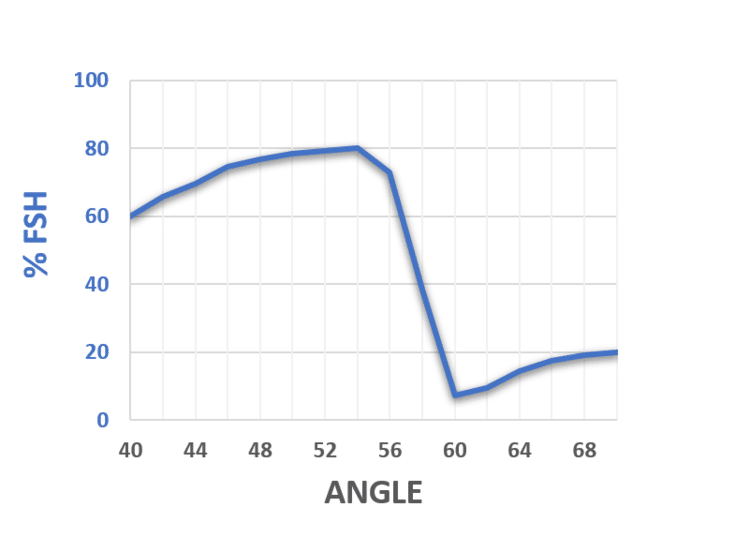
Bạn nhìn xem? Nhìn kỹ vào! Vết khắc khá nổi bật, phải vậy không? Và không ổn định, hãy quan sát sự thay đổi đột ngột ở góc 60 độ trên đồ thị!
Tương quan kích thước
Trước tiên, Kích thước của vết khắc là tương đối lớn so với các lỗ khoan cạnh, với các tín hiệu siêu âm phản hồi dựa trên hiệu ứng góc (corner trap). Giống như khi bạn chơi bi-da và đánh trượt lỗ. Dù trượt nhiều hay trượt ít, bóng đánh trượt sẽ vẫn quay về.

Các lỗ khoan cạnh có hình trụ với bề mặt phản xạ chỉ là một dải vuông góc với đường truyền âm. Có thể tưởng tượng bề mặt phản xạ anh sáng, bạn sẽ thấy chỉ có một đường trên thanh trụ phản xạ lại ánh sáng tới mắt.

Tính đối xứng của mặt phản xạ
Lỗ khoan là vật phản xạ bất đối xứng. Hay nói cách khác, hình bao và bề mặt phản xạ thay đổi liên tục theo góc tới. Với tia tới 45°, tín hiệu là rất lớn do bề mặt phản xạ từ hiệu ứng góc lớn. Với chùm tia tới ở gần 60°, chuyển đổi dạng sóng sảy ra làm giảm sóng ngang phản xạ về và tạo ra vết lõm trên đồ thị ở trên. Góc tới trên 60° có tăng tín hiệu phản hồi lên một chút nhưng không bao giờ đạt được mức tương đương với các góc nhỏ.
Trong khi đó, các lỗ khoan là vật phản xạ đối xứng, có mặt phản xạ tương đồng với các góc khác nhau.
Thế thì sao, ý của bạn là gì?
Hiệu chuẩn độ nhạy (như hiệu chuẩn DAC/TCG) sử dụng vết khắc sẽ tạo ra độ nhạy thấp hơn so với khi sử dụng lỗ khoan. Độ nhạy cần được điều chỉnh giảm khi cần đặt đỉnh phản hồi của lỗ khoan ở 80% FSH. Trong đồ thị bên trên, sự chênh lệch có thể lên đến 10 tới 12 dB.
Thêm vào đó, hiệu chuẩn độ nhạy trên vết khắc sẽ tạo ra biên độ phản hồi chênh lệch rất lớn tùy theo góc. Với siêu âm truyền thống, chúng ta đã gặp vấn đề này trong siêu âm truyền thống… biên độ thay đổi dựa trên góc đầu dò chúng ta sử dụng để kiểm tra bất liên tục (trừ khi bất liên tục có hình dáng trụ tròn hoàn hảo). Việc hiệu chuẩn dựa trên vết khắc làm trầm trọng hơn vấn đề này do tăng độ nhạy ở quanh góc 60°.
Phần 2 – Thử nghiệm thực tế
Trong chương 1, chúng ta đã nhấn mạnh về sự khác nhau cơ bản giữa đường bao xung của Lỗ khoan cạnh (SDH) và Vết khắc. Vết khắc “lớn, phản hồi mạnh và không đồng nhất”, trong khi lỗ khoan “phản hồi đều và mượt mà”.
Ở phần này, chúng ta sẽ quan sát kỹ hơn hiệu ứng ảnh hưởng đến việc hiệu chuẩn.
Thế sự khác nhau trong thử nghiệm thực tế với lỗ khoan và vết khắc khi hiệu chuẩn là gì?
Hiệu chuẩn độ trễ nêm: Lỗ tốt, vết khắc tồi
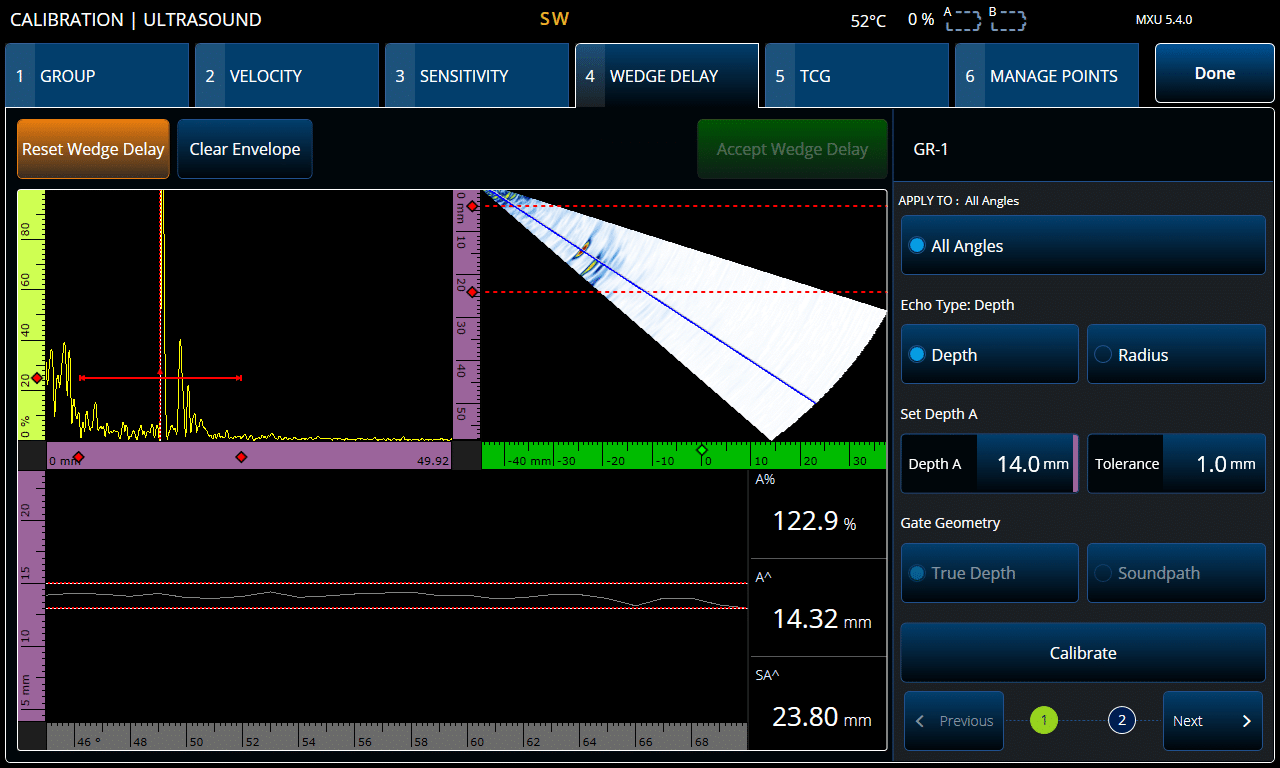
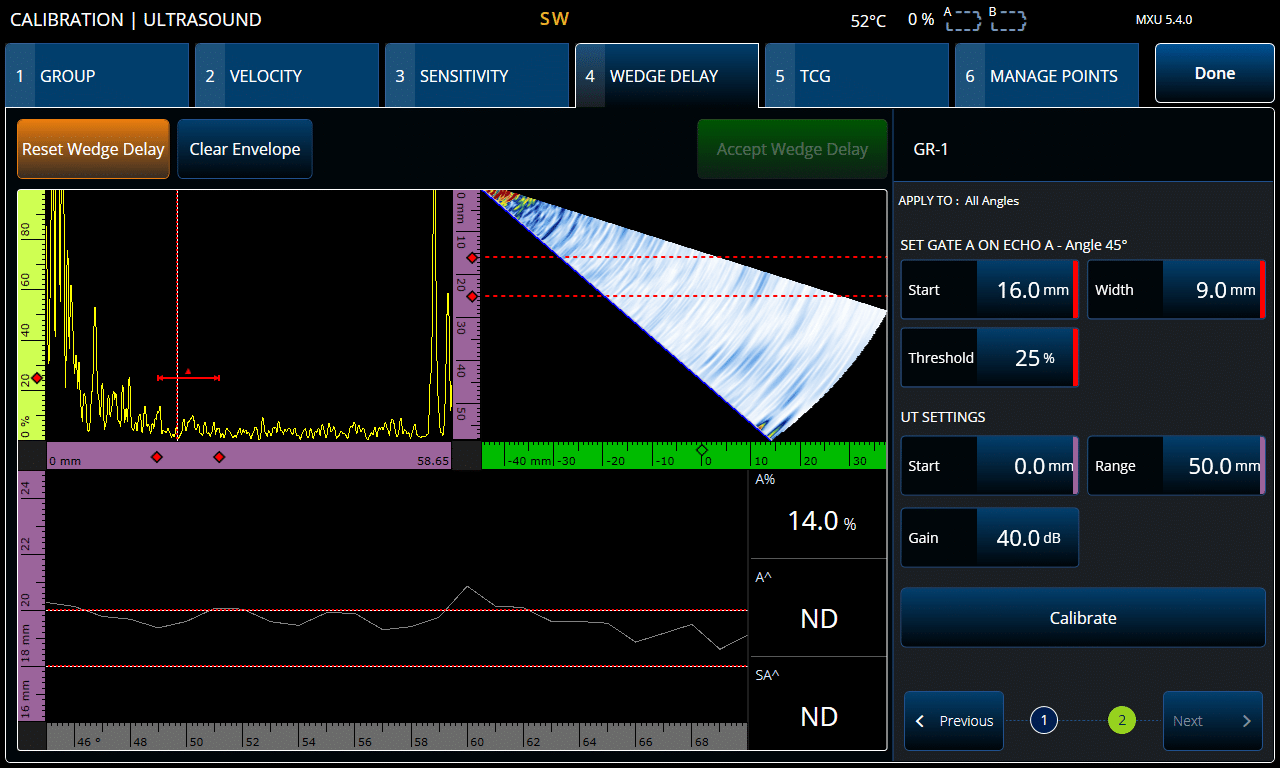
Các lỗ khoan SDH có thể sử dụng để hiệu chuẩn độ trễ nêm, nhưng vết khắc thì không. Với các hiệu chuẩn độ trễ nêm dựa trên độ sâu cho trước, bạn thường nhập vào giá trị độ sâu của vật phản xạ và di chuyển đầu dò sao cho thu được tín hiệu phản xạ từ tất cả các góc độ khác nhau. Với lỗ khoan cạnh, tín hiệu xung phản hồi có giá trị độ sau thay đổi một chút khi góc thay đổi, nhưng các sai số là không đáng kể. Hiệu chuẩn độ trễ nêm thực hiện trên SDH sẽ có biên dạng nằm ngang giống như hình bên trái ở dưới. Tuy nhiên với vết khắc, sóng âm phản xạ dựa trên hiệu ứng góc cho tới khoảng góc 60 degrees, sau đó tín hiệu xung phản xạ sẽ bị xung chuyển đổi dạng sóng lấn át và bạn sẽ quan sát thấy một vết gồ lên ở hình bên phải.

Lỗ khoan SDH Vết khắc
Đặc biệt là khi sử dụng mẫu ống có bề mặt cong và nêm cong, bạn cần chuẩn bị kỹ hơn về dự định sử dụng vết khắc hay lỗ khoan để hiệu chuẩn độ trễ nêm.
Hiệu ứng biên độ
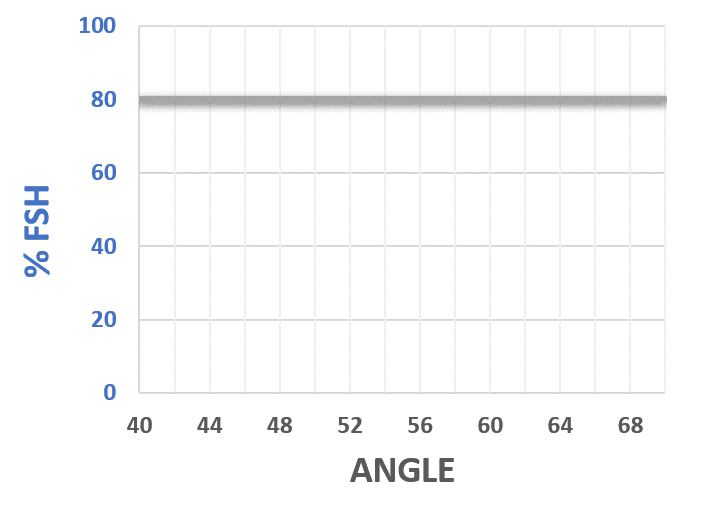
Chúng ta sẽ sử dụng thêm ví dụ về xây dựng độ nhạy để minh họa sự khác nhau giữa lỗ khoan và vết khắc, bắt đầu bằng việc quan sát hình ảnh hiệu chuẩn độ nhạy sử dụng lỗ khoan.
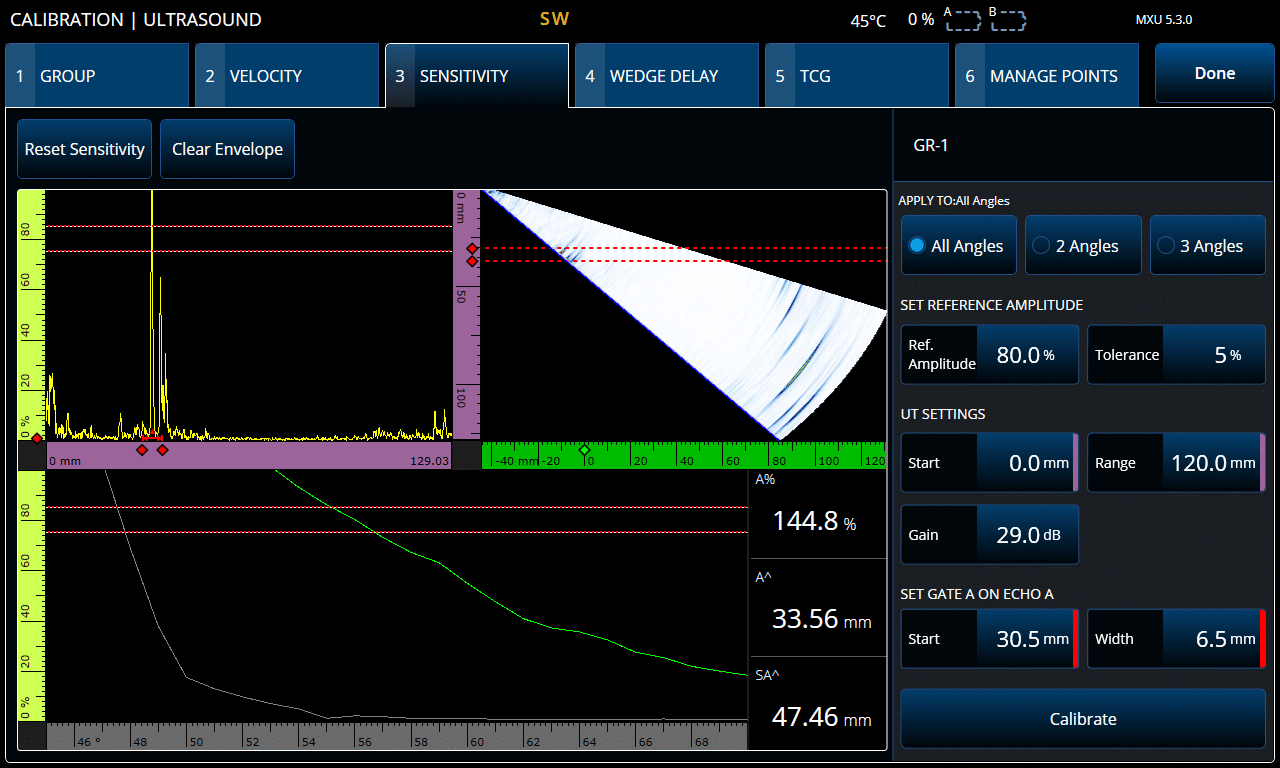
Hình trên sử dụng màn hình hiệu chuẩn độ nhạy, với đường màu xanh lá cây hiển thị độ nhạy tương ứng cho tất cả các góc từ 45 đến 70 độ. Chênh lệch giữa tín hiệu phản hồi ở góc 45 độ và 70 độ vào khoảng 15-18dB với độ nhạy ban đầu đặt ở 29dB.
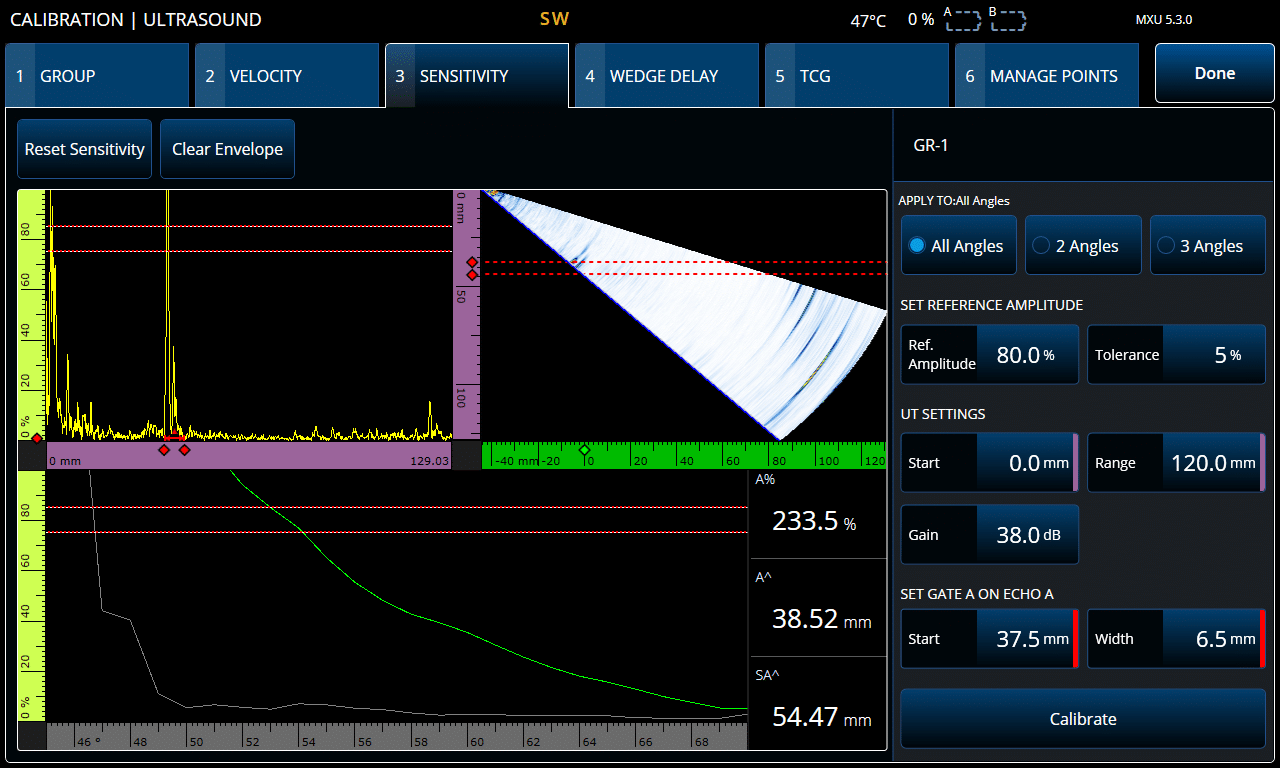
Với độ nhạy sử dụng vết khắc có sự thay đổi đột ngột ở góc 56 đến 60 độ, với chênh lệch dB giữa góc 45 độ và 70 độ lên tới 30dB hoặc hơn (10% FSH tới 240% FSH).
Trong thực tế, chúng ta sẽ không gặp các khiếm khuyết có dạng thẳng đứng hoàn hảo giống như vết khắc hay lỗ khoan SDH trong mối hàn. Vết nứt, không ngấu ăn với bề mặt hay không thấu chân sẽ có đặc trưng tín hiệu phản hồi khác hoàn toàn so với vết khắc gia công bằng máy hay các khuyết tật hình khối cũng sẽ có tín hiệu phản hồi đặc trưng khác so với SDH.
Vết khắc có một vài ưu điểm so với lỗ khoan: chúng hoạt động như điểm tham chiếu của khuyết tật ăn với bề mặt và gần như là lựa chọn duy nhất khi chế tạo các mẫu hiệu chuẩn cho vật liệu mỏng. Nhưng khi kiểm tra các mối hàn thông thường, lỗ khoan cung cấp phản hồi dạng đối xứng và ít bị ảnh hưởng hơn bởi góc độ. Và trong hầu hết các trường hợp mà lỗ khoan có thể sử dụng sẽ làm cho độ nhạy chung của phép kiểm tra lớn hơn. Do vậy lý luận “vết khắc giúp phát hiện nứt chân tốt hơn” gần như là không đúng trong hầu hết trường hợp.
Hiệu ứng nhiễu nền ở góc cao
Lần tới sử dụng thiết bị siêu âm Phased Array, hãy thử Tăng độ nhạy sau khi đã thực hiện hiệu chuẩn trên vết khắc và quan sát S-scan, chúng ta sẽ thấy vệt màu xanh ở các góc độ cao giống như hình ảnh bên dưới.
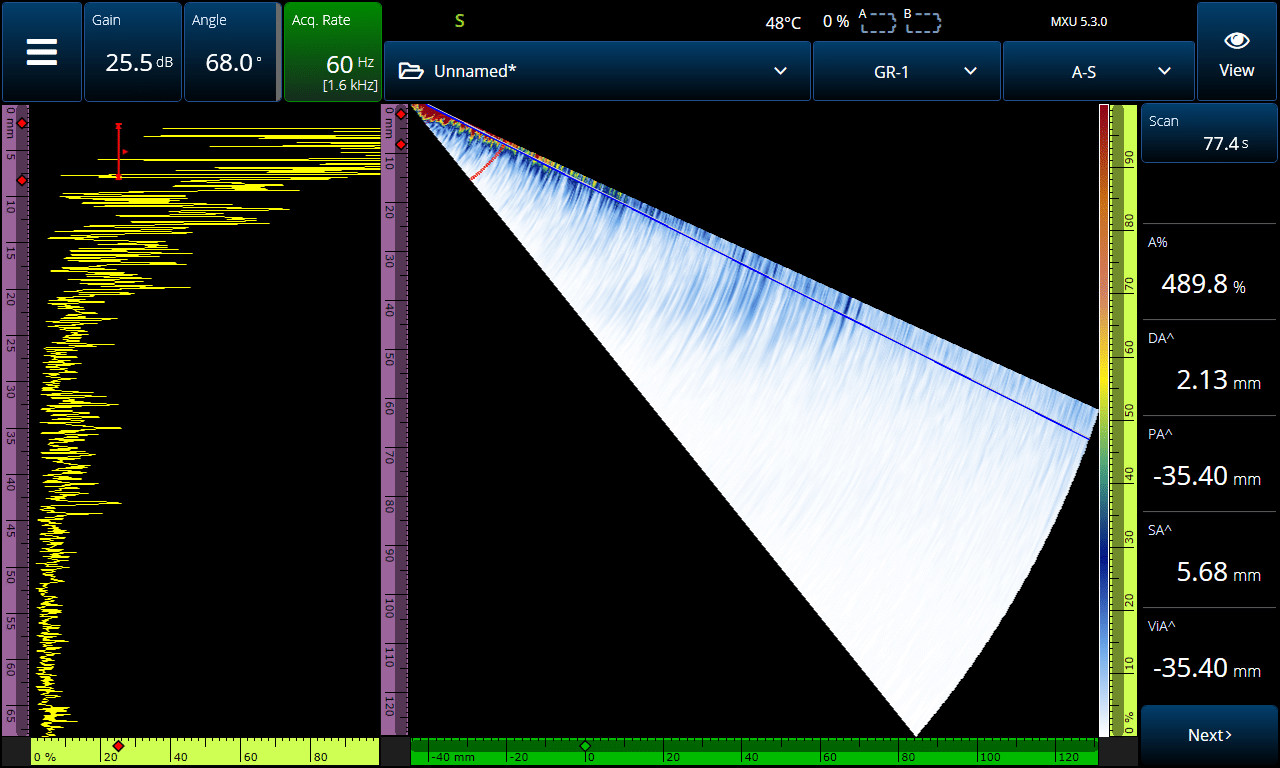
Thường khi hiệu chuẩn trên vết khắc, hoặc lỗ khoan trên ống mỏng và đường kính nhỏ (cũng có hiệu ứng góc với các lỗ khoan gần bề mặt) chúng ta sẽ quan sát được hình ảnh tương tự. Cần lưu ý là ngay sau khi hiệu chuẩn xong, có thể bạn chưa quan sát được hình ảnh như vậy trừ khi độ nhạy được tăng lên.
Chương 3 – Độ nhạy phát hiện vết nứt
Giới thiệu
Trong các phần trước, chúng ta đã giới thiệu sự khác nhau giữa vết khắc và lỗ khoan về mặt lý thuyết, sau đó đề cập đến các yếu tố khác nhau cơ bản khi thực hành hiệu chuẩn độ nhạy. Trong phần này, chúng ta sẽ thảo luận về việc vết khắc có tốt hơn so với lỗ khoan khi hiệu chuẩn độ nhạy để kiểm tra vết nứt không?
Vết khắc có hướng giống như vết nứt, vì vậy chúng tốt hơn?
Sự thực là việc vết khắc nhìn giống như vết nứt hơn sơ với SDH gần như là không có ảnh hưởng gì khi chúng ta nói về khả năng phát hiện khuyết tật (POD – Possibility of detection) bởi vì các khuyết tật mối hàn thường có bề mặt không bằng phẳng và đặc tính phản xạ sẽ thay đổi rất nhiều tùy thuộc vào góc độ.
Giả sử như bạn hiệu chuẩn sử dụng vết khắc và chúng “tốt hơn khi phát hiện vết nứt”, khi đó, bạn cũng giả định luôn các ý đi kèm sau:
- Bạn cho rằng vết nứt đang tìm có hướng thẳng đứng (không phải nghiêng 80°, không phải 85°) và …
- Bạn chấp nhận rằng độ nhạy hiệu chuẩn sẽ thay đổi để phát hiện tất cả các dạng khuyết tật khác (ngậm xỉ, cracks, LOF…) ở sau vùng 60°.
Khi hiệu chuẩn, độ nhạy sẽ thay đổi đột ngột ở khoảng 60° do các suy giảm khi chuyển đổi dạng sóng
… khi đó, đường TCG sẽ có thay đổi tương ứng quanh vùng 60° để mang mọi thứ trở lại độ nhạy bình thường…
… và ở một số vùng góc cao, độ nhạy của vết khắc gần như tương đương với độ nhạy tham chiếu ban đầu.
Vậy là bạn hiệu chuẩn trên vết khắc và suy nghĩ “Độ nhạy đồng đều trên tất cả các góc khác nhau!”. Thì vậy, NHƯNG CHỈ KHI KHUYẾT TẬT Ở DẠNG THẲNG ĐỨNG… mà theo như khuyết tật học mối hàn thông thường thì không phải như vậy. Nếu có khuyết tật thẳng đứng hoàn hảo thì đó là mẫu chuẩn. Với mối hàn, dạng khuyết tật sẽ khác hẳn.
Sẽ ra sau nếu như khuyết tật chỉ nghiêng 5° hay 10°? Hình bên dưới biểu diễn khuyết tật nứt nghiêng 10°, nhìn cũng có vẻ như thẳng đứng…
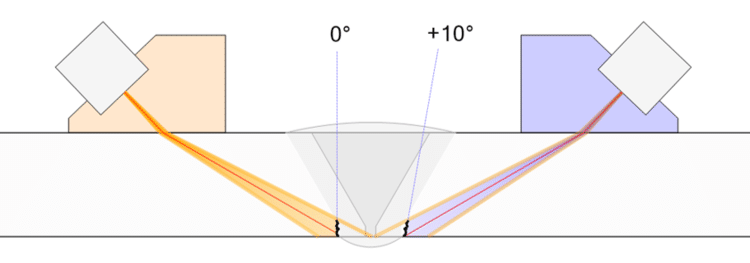
Chỉ một vài độ khác biệt có thể tạo ra tín hiệu phản hồi khác hoàn toàn, hãy nhớ là một số tiêu chuẩn cho phép giới hạn trên là khoảng 10°. Ngoài ra như trong Phần 1, có sự suy giảm biên độ từ 100% tới 10% FSH giữa góc 55° và 60° (khoảng 20 dB).
Bạn có sẵn sàng sử dụng độ nhạy để kiểm tra các khuyết tật thẳng và khi khuyết tật chỉ nghiêng 5° hay 10° do góc không thẳng đứng, biên độ phản hồi sẽ thay đổi tới 20dB?
Thế thì vết khắc làm được gì?
Không đến mức “ghét” vết khắc; tôi chỉ nêu ra vấn đề thực tế là dù là phản xạ de facto trong tiêu chuẩn, trong thực tế, các lợi ích khi sử dụng nó không nhiều. Nhưng trong một số trường hợp, vết khắc sẽ hữu dụng:
- Nếu đường kính của ống nhỏ hơn 3.5 inches (cần tính cả yếu tố về độ dày thành ống), chúng ta sẽ không thể đặt một lỗ khoan cạnh có đủ chiều dài tối thiểu 1-½ inch (38 mm) ở độ sâu ½ T.
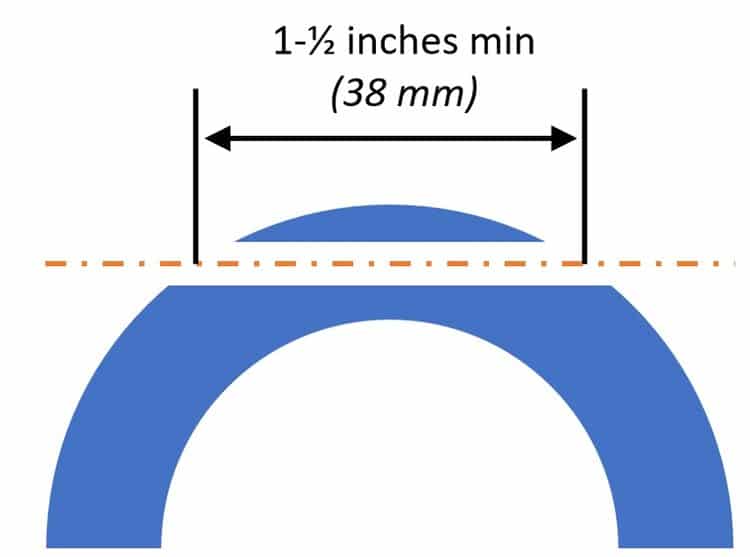
- Đường kính tối thiểu của SDH theo ASME là 3/32 inch (2.5 mm). Trên vật liệu mỏng (ít hơn 5/16 in hay 8 mm) đường kính lỗ sẽ chiếm phần lớn chiều dày thành nói chung. ASME code cho phép chúng ta chọn giữa Vết khắc và lỗ khoan, do vậy với các vật liệu mỏng, sử dụng vết khắc 10% chiều dày sẽ mang lại kết quả tốt hơn.

Thế thì sao nào?
Vết khắc đã được dùng rất nhiều trong kiểm tra UT, giúp đánh giá và định cỡ hầu hết mọi mối hàn theo tiêu chuẩn. Lỗ khoan cạnh có ảnh hưởng gì nhiều không? Tất nhiên rồi! Nhưng còn nhiều thứ khác bạn cần cân nhắc khi kiểm tra UT… Transfer correction đã làm đúng chưa? Chất tiếp âm khi hiệu chuẩn và khi kiểm tra là gì? Góc của nêm là bao nhiêu và đã bị mòn chưa? Chuẩn bị làm sạch bề mặt đã đủ chưa? Vật liệu của mẫu và của vật kiểm tra có giống nhau không, cơ chế giữ đầu dò là gì, có đủ chặt không?
Hình dáng và hướng của khuyết tật trong mối hàn không đoán trước được, và trong các trường hợp có thể hãy sử dụng vật phản xạ ít bị ảnh hưởng bởi hướng của khuyết tật. Với lý do đó, SDH là vật phản xạ tốt hơn khi kiểm tra mối hàn. Hơn nữa, hiệu chuẩn trên lỗ khoan làm công việc của chúng ta dễ hơn nhiều.
Link bài gốc tiếng Anh: tại đây