

















"스캔 계획"의 역사
스캔 계획은 필수 불가결하지만 페이징 어레이(PA) 테스트 프로세스에서 종종 간과되는 단계입니다. 적절한 스캔 계획은 신뢰할 수 있는 테스트 결과, 높은 생산성 및 반복성을 보장하지만 애플리케이션에 적용할 수 있는 PA, TFM 기술의 특성이 다르기 때문에 종종 어려울 수 있습니다.
스캔 계획은 또한 다음을 포함하여 기존 초음파 검사에서 많이 다루어졌습니다.
- 트랜스듀서 특성, 출력 포인트, 방출 각도, 빔 진폭 평가...
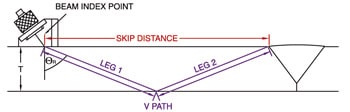
- 각도 프로브로 프로브 이동 영역(건너뛰기 거리) 결정
- UT를 검사하고 C-Scan 매핑이 필요한 경우 빔 중첩 식별
- 빔 크기 계산
스캔 계획이란 무엇입니까?
검사 작업을 수행하기 전에 위상 배열, TFM 좋은 초음파 AUT 자, 하나 스캔 옵션 해야합니다. 이 스캐닝 계획은 재현 가능한 결과를 보장하기 위한 테스트 전략에 관한 정보를 포함하여 문서화되어야 합니다. 이 정보는 또한 향후 데이터의 평가 및 해석에 많은 도움이 될 것입니다. 용접 검사를 계획할 때 프로브 배치 및 실행 전략은 다음과 같은 주요 요소의 영향을 받습니다.
- 표준의 요구 사항 (ASME, AWS, API…) 초음파 테스트 및 위상 배열용
- 재료 유형, 스테인레스 스틸, 듀플렉스 스틸, 탄소강, 이종 금속…
- 적용 범위에 대한 코드 요구 사항 HAZ 열영향부
- 용접 공정 (SMAW, SAW, FCAW 등)
- 용접 베벨 디자인, 무딘 가장자리 디자인, 일반 용접 구성
- 용접 접근 제한, 외부, 내부, 용접의 한쪽 또는 양쪽에서 접근 가능, 용접 가장자리의 폭, 프로브에서 CL까지 가능한 최단 거리.
- 용도가 있다 ToFD 전통적인 초음파 채널?
- 장치 수, 달성할 스캔 속도, 최대 스캔 수, 데이터 획득 속도, 생산 속도 등
- 사용할 장치의 종류, 방송 채널 수의 상한선, 최대 채널 수(16:128 또는 32:128 또는 16:64 또는 64:128)
- 치수 평가 요구 사항, 수락 기준 신청 중
- 표준의 결함 평가에 대한 요구 사항이 적용됩니다.
- 몇 가지 기준으로, 선형 스캔 사용은 선택 사항입니다..
테스트 결과의 재현성
위상 배열 또는 TFM을 테스트할 때 다양한 옵션으로 인해 프로젝트 담당자의 반복성, 안정성 및 교육 문제가 발생합니다. 동일한 용접으로 다양한 스캐닝 계획을 계획하는 방법이 많이 있을 수 있습니다.
테스트를 계획하는 동안 다음과 같은 다양한 옵션이 있을 수 있습니다.
- 스캔 섹터 스캐닝 멋진 전자 스캐닝 멋진 구성된 스캐닝?
- 인코딩됨 멋진 수동
- 변수의 수/구멍 사운드 빔 생성
- 그룹 수/다채널
- 컨버전스 위치 각 그룹에 대해
- 옵션 변환기 주파수, 변수의 수, 유형 쐐기 사용…
- 에 대한 고려 사항 사운드 빔의 확장
- 투과각, 입사각(맥주)
스캔 계획에 있는 동안 필요한 정보
너무 많이 변경되는 요인을 제한하기 위해 대부분의 표준에는 스캔 계획에 다음과 같은 필수 매개변수가 있습니다.
- 점검할 용접부, 용접부 모서리, 곡면 상세
- 사용할 프로브 및 웨지
- 장비 관련 설정을 포함하여 사용할 Acoustic Beam Convergence Law 변형
- 인덱스 오프셋에 대한 정보
- 스캔 횟수, 스캔 방향
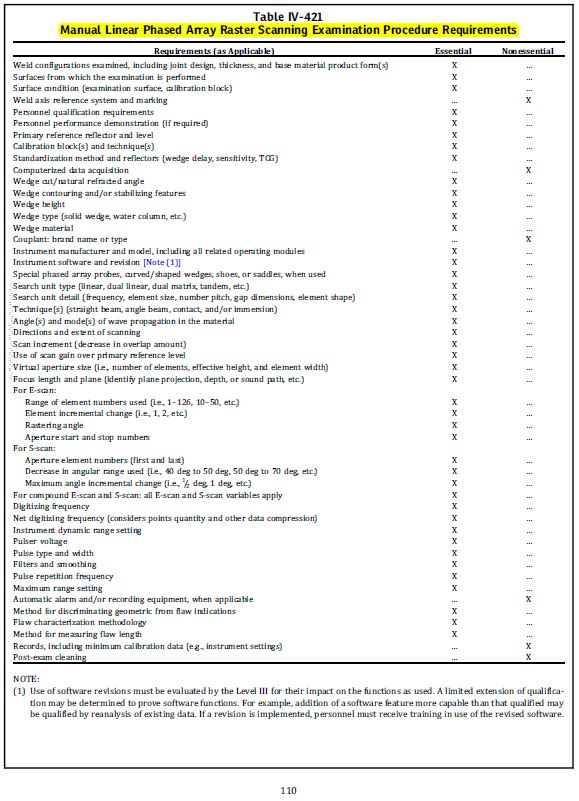
- ASME 표준에서 정보는 주로 다음에 언급됩니다. 제5절 제4조, 부분 필수 부록 IV 수동 위상 배열 테스트 및 필수 부록 도면 위치 엔코더를 사용한 위상 배열 테스트용
- D1.1에서 스캔 계획과 관련된 정보는 다음 위치에 있습니다. 부속서 WILL에 따른 파트 G 테스트 절차
- API 1104에서 스캔 계획 관련 정보는 Specialized Calibration Requirements 절차에 포함되어 있습니다.

그러나 테스트 계획을 개발하기 위해 일반적으로 사용할 용접 유형, 프로브 선택, 쐐기 및 빔 방출 규칙의 3가지 주요 매개변수가 있습니다. 이 정보는 손으로 그리거나 다음과 같은 특수 소프트웨어를 사용하여 그릴 수 있습니다. ES BeamTool 멋진 설치 빌더.
TFM에 대한 스캔 계획 .테스트
전체 매트릭스/전체 초점(FMC/TFM) 데이터 수집이 몇 년 전 NDT 업계에 도입되었을 때 시간과 결과를 최적화하기 위한 혁신적인 기술로 간주되었습니다. 그러나 최근에 도입되었음에도 불구하고 특히 용접 검사 응용 분야에서 일부 제한 사항과 과제가 더욱 명확해졌습니다.
프로브 선택에서 교정 수행에 이르기까지 테스터는 표준 요구 사항을 준수하는 최적의 테스트 전략을 개발하기 위해 중요한 선택을 해야 합니다.
작성 당시(2020) FMC 또는 TFM에 적용 가능한 규정을 포함하는 유일한 NDT 표준은 ASME(BPVC)입니다. 섹션 V, 제4조(2019)에는 다음과 같은 부록이 포함되어 있습니다.
- 필수 부록 XI 전체 매트릭스 캡처(FMC)
- 비필수 부록 F 전체 매트릭스 캡처(FMC)를 사용한 용접 검사
- 구체적인 인력 요구 사항 및 교육 개요는 Sec. V, 제1조
용접부를 검사할 때 스캔 계획은 다음과 같은 이유로 다중 그룹 모드를 요구하는 코드를 준수합니다.
- 표준에는 2T 또는 2L 직접 빔만 사용하는 것으로는 전체 용접 커버리지를 제공하기에 충분하지 않다고 언급되어 있습니다.
- 교정하는 동안 라인 검증에는 테스트 시편의 상단에서 하단으로 이어지는 관통 벽 슬롯을 사용해야 합니다.
일반적으로 PAUT로 작업하는 데 익숙한 테스터는 2T 웨이브 세트 그룹을 사용하고 두께를 두 배로 두 배로 늘려 표준 섹터 스캔 모드에 해당하는 결과를 생성하려고 합니다. 2개의 웨이브 모드가 있는 이 구성은 교정 샘플의 전체 관통 슬롯을 감지할 수 없기 때문에 이것은 최적의 구현이 아닙니다.
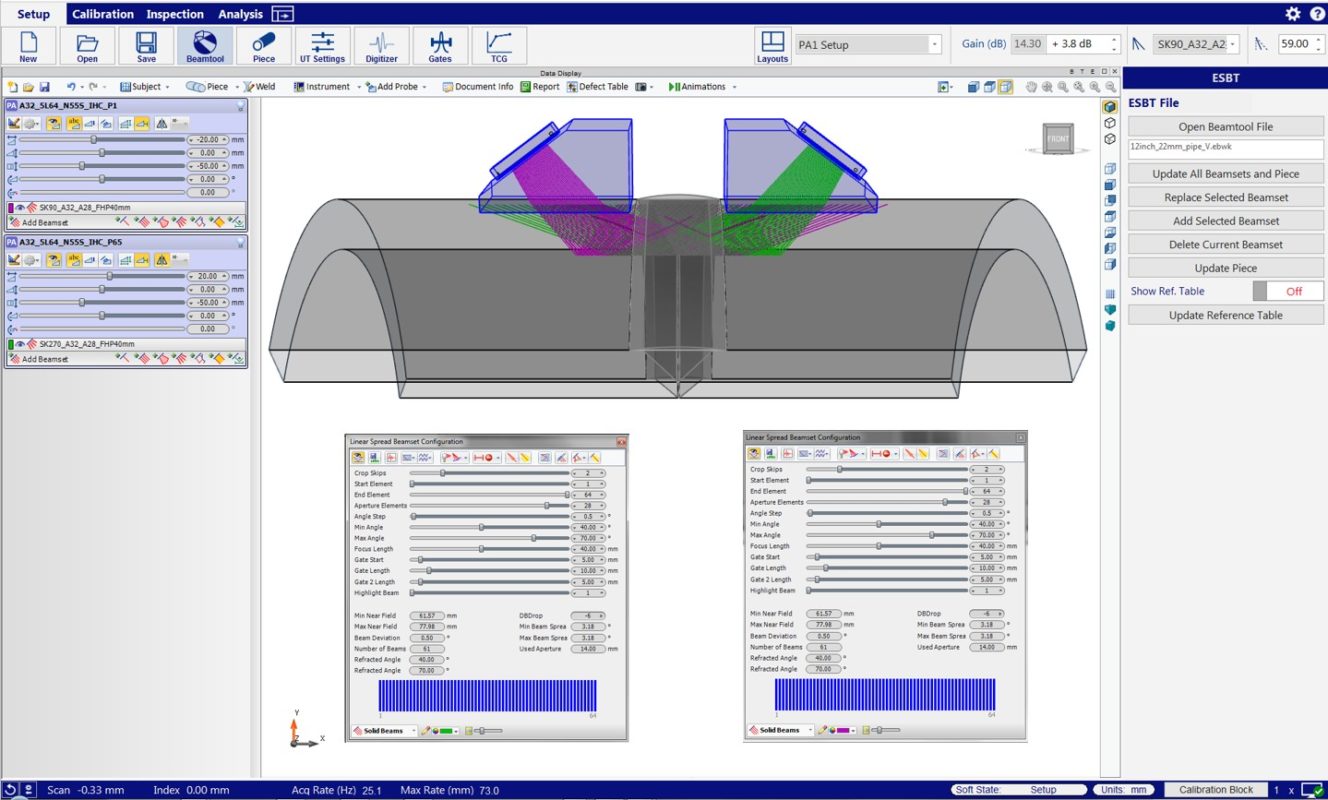
규정 준수를 달성하려면 3T 및 5T와 같은 자체 탠덤 웨이브 모드를 포함하여 다중 그룹 구성을 사용해야 합니다. OmniScan X3와 같은 장치를 사용하면 영향을 주지 않고 동시에 4개 그룹의 데이터를 가져올 수 있습니다. 진폭 충실도 그리고 해상도.
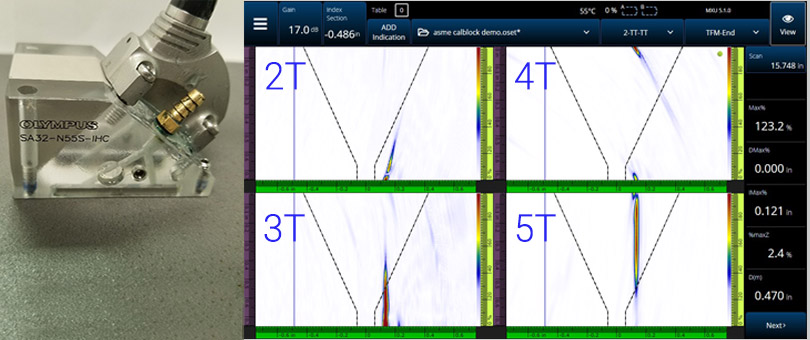
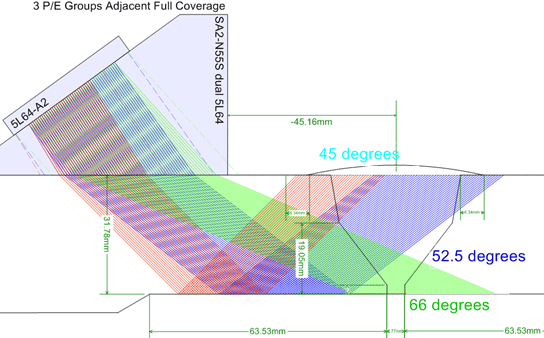
위의 이미지에서 5L64-A32 프로브를 사용하는 옵션이 벽을 통과하는 슬롯이 있는 위치에서 교정 블록 샘플에 배치되었습니다. 전체 슬롯에 대해 좋은 커버리지를 갖기 위해서는 2T 및 4T 모드 외에 3T 및 5T 셀프 탠덤 모드의 2가지 추가 모드를 사용해야 함을 알 수 있다. 이미지와 데이터는 K. Shane Walton(University of Ultrasonics)의 소유입니다.
테스트 계획 시 참고 사항
- PAUT와 마찬가지로 두꺼운 용접에 대한 TFM 테스트에는 전체 용접 영역을 커버하기 위해 여러 인덱스 오프셋이 필요합니다.
- 두께 차이가 TMF 신호에 미치는 영향이 크기 때문에 교정 시편의 두께는 시편 두께의 ±5%를 초과하지 않아야 합니다.
핑백: 방사선 촬영의 대안으로 사용되는 초음파 위상 배열 – VISCO NDT