Làm sáng tỏ các thông số ảnh hưởng đến tốc độ kiểm tra IRIS trong tube testing.
Tìm điểm cân bằng
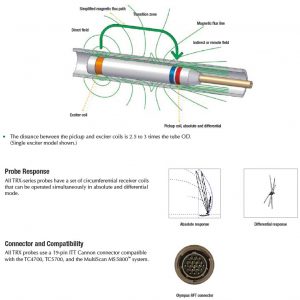
아이리스 là một kỹ thuật khá thông dụng khi kiểm tra ống. Điều này là do kỹ thuật này có thể được sử dụng trên mọi vật liệu sắt từ và phi sắt từ mà không ảnh hưởng đến hiệu suất vì đây là kỹ thuật sử dụng siêu âm.
Tuy nhiên, cũng giống như các kỹ thuật kiểm tra đường ống khác, độ tin cậy của kết quả kiểm tra IRIS phụ thuộc rất nhiều vào tốc độ kéo đầu dò. Tốc độ kiểm tra IRIS tối ưu – tốc độ giúp cung cấp độ bao phủ 100% bên trong ống – phụ thuộc vào mối quan hệ giữa đường kính ống, tốc độ quay của đầu dò IRIS và tốc độ thu thu dữ liệu của thiết bị.
Thách thức là phải cân bằng giữa ba yếu tố này để có được kết quả đáng tin cậy.
Vậy điểm cân bằng là thứ mà bạn đang cần tìm.
Thông số đầu tiên cần xem xét khi cố gắng đạt được sự cân bằng tốc độ kiểm tra là đường kính của các ống được kiểm tra. Khi bạn kiểm tra các ống lớn hơn, siêu âm mất nhiều thời gian hơn để di chuyển giữa thành ống và đầu dò so với các ống nhỏ hơn. Điều này ảnh hưởng đến tốc độ thu nhận vì sóng siêu âm phải có đủ thời gian để di chuyển giữa đầu dò và ống và quay trở lại trước khi phát một xung mới.
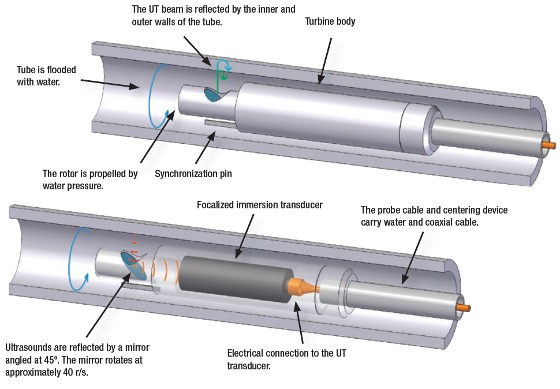
Tốc độ quay của tuabin đầu dò IRIS liên quan trực tiếp đến phần cứng kiểm tra và áp suất nước bên trong ống. Tốc độ quay tối đa phụ thuộc vào số lượng điểm dữ liệu mà hệ thống thu được tại mỗi vòng quay. Theo logic thông thường, tốc độ quay của tuabin càng nhanh thì bạn có thể kéo đầu dò nhanh hơn.
Như đã đề cập ở trên, tần số lặp xung (bằng với tốc độ thu nhận) phải thấp hơn trong các ống lớn để cho sóng siêu âm có thời gian quay trở lại đầu dò trước khi phát ra xung siêu âm tiếp theo. Tỷ lệ thu dữ liệu cũng phụ thuộc vào các cài đặt bạn đang sử dụng. Tỷ lệ thu dữ liệu được tính trong công thức sau:
(Vận tốc siêu âm trong nước / (ID ống + (Khoảng cách từ đầu dò đến gương) × 2)) × 0,8
0,8 là hệ số an toàn sử dụng trong trường hợp này.
Để đạt được sự cân bằng tốt nhất giữa tốc độ kiểm tra và một kết quả đáng tin cậy, cần biết rằng đường kính của chùm tia siêu âm trên đường kính trong của ống (ID) thường là 1–1,5 mm (0,039–0,059 in) tại vị trí tiêu điểm. Điều này có nghĩa là bạn chỉ nên kéo đầu dò dịch chuyển 1–1,5 mm (0,039–0,059 in) giữa các lần quay để có được độ bao phủ tối đa. Thông thường, các hệ thống kiểm tra sử dụng một số lượng điểm dữ liệu trên mỗi vòng quay. Trong trường hợp này, giả sử chúng ta sử dụng 180 điểm dữ liệu trên 1 vòng quay.
Vì vậy, bằng cách sử dụng công thức bên dưới, có thể xác định tốc độ kéo tối ưu cho ống đang cần kiểm tra:
(Tốc độ lấy dữ liệu × Vận tốc kéo theo trục) / Số điểm dữ liệu trên mỗi vòng quay
Đối với ống 25,4 mm (1 in) điển hình, bạn có thể đạt tốc độ thu dữ liệu ở mức 18000 Hz. Sử dụng tốc độ kéo dọc trục là 1 mm / vòng quay và 180 điểm dữ liệu trên mỗi vòng quay, chúng ta có:
(18000 chuyển đổi / s × 1 mm / vòng quay) / 180 điểm dữ liệu / vòng quay) = 100 mm / s [4 in / s]
Đó là điểm cân bằng tối ưu.