



















Các máy đo độ dày hiệu ứng Hall như Olympus Magna-Mike 8600 là những thiết bị nhỏ, nhẹ được thiết kế để thực hiện các phép đo nhanh, chính xác và có thể lặp lại đối với các vật liệu phi từ tính như nhựa, thủy tinh, vật liệu tổng hợp, nhôm và titan. Các thiết bị đầu tiên thuộc loại này được giới thiệu vào những năm 1980 và hiện được sử dụng rộng rãi trong nhiều ngành công nghiệp khác nhau. Độ dày thành chai lọ được đo bằng cách đặt một mục tiêu thép nhỏ (bi, đĩa hoặc dây) ở một bên của mẫu thử và đầu dò từ ở phía đối diện. Magna-Mike đo chính xác khoảng cách giữa đầu dò và mục tiêu, tương ứng với độ dày của thành vật liệu.
1. Có thể đo được các mẫu như thế nào?
Các máy đo hiệu ứng Hall có khả năng đo bất kỳ vật liệu phi từ tính nào có hình dạng cho phép đặt đầu dò ở một bên và một bia mục tiêu nhỏ như bi thép ở bên kia, với độ dày tối đa khoảng 1 inch hoặc 25 mm. Các vật liệu có thể đo bao gồm tất cả các loại nhựa và vật liệu tổng hợp, nhôm, titan và các kim loại màu khác, thủy tinh, sản phẩm gỗ và giấy, và một số hợp kim thép không gỉ phi từ tính. Độ chính xác của phép đo có thể đạt tới +/- 1% độ dày của thành vật liệu và thường ở mức tốt hơn +/- 3%. Các ứng dụng đo chủ yếu như:
- Chai nhựa, PET và bao bì
- Các bộ phận bằng nhựa đúc như thùng chứa và bể chứa
- Đường rách túi khí trên ô tô
- Ống nhựa đường kính nhỏ và ống kim loại phi từ tính
- Bình thủy tinh và đồ thủy tinh khoa học
- Lon nước giải khát bằng nhôm
- Hộp đựng thực phẩm bằng giấy và xốp
- Các bộ phận kim loại gia công (trừ thép từ tính và sắt)
- Ván ép và ván dăm
- Các bộ phận hàng không vũ trụ bao gồm cánh tua bin
2. Cách thức hoạt động của thiết bị đo hiệu ứng Hall
Cảm biến hiệu ứng Hall là một chất bán dẫn điện tử chuyên dụng phản ứng với những thay đổi trong từ trường bằng cách thay đổi điện áp xuất hiện trên bề mặt của nó khi có dòng điện chạy qua. Có thể tham khảo chi tiết về hiện tượng vật lý đằng sau hiệu ứng Hall tại đường link
- Tiếng Anh: en.wikipedia.org/wiki/Hall_Effect.
- Tiếng Việt: https://vi.wikipedia.org/wiki/Hi%E1%BB%87u_%E1%BB%A9ng_Hall
Khi cảm biến hiệu ứng Hall được sử dụng để đo độ dày, nó được tích hợp trong một đầu dò nhỏ cùng với một nam châm mạnh tạo ra từ trường xung quanh cảm biến. Bia mục tiêu như bi thép nhỏ bẻ cong từ trường do nam châm trong đầu dò tạo ra, với hiệu ứng uốn cong tăng lên khi mục tiêu đến gần hơn. Khi độ dày của mẫu thử (khoảng cách giữa mục tiêu và đầu dò) thay đổi, điện áp trên cảm biến hiệu ứng Hall cũng thay đổi theo cách có thể dự đoán được. Sau khi thiết bị đã được hiệu chuẩn cho một đầu dò và bia mục tiêu cụ thể, những thay đổi điện áp này có thể được chuyển đổi thành các phép đo độ dày thông qua một thuật toán phần mềm sử dụng đường cong hiệu chuẩn đã thiết lập.
Cần lưu ý những gì mà các máy đo hiệu ứng Hall thực sự đo được là khoảng cách giữa đầu dò và mục tiêu, và do đó kết quả đo độ dày thành vật liệu là cách đo gián tiếp. Để đo độ dày chính xác, người vận hành phải đảm bảo rằng đầu dò và mục tiêu được căn chỉnh đúng cách với nhau và được đặt ở vị trí tiếp xúc gần với mẫu thử. Điều này sẽ được thảo luận thêm trong Phần 4.
3. Đầu dò và bia
Olympus Magna-Mike 8600 có hai loại đầu dò, hai loại đầu bịt mài mòn và bốn loại mục tiêu để phù hợp với nhiều độ dày cũng như nhiều hình dạng mẫu thử khác nhau.

(a) Loại đầu dò – Đầu dò thẳng và loại góc vuông. Đầu dò thẳng, được giữ thẳng đứng trong giá đỡ đầu dò, thường được sử dụng cho các kiểm tra thực hiện trên bàn. Đầu dò góc vuông được thiết kế để sử dụng trong các tình huống mà hình dạng bộ phận hạn chế khả năng tiếp cận, như trong một số thử nghiệm liên quan đến vật đúc không từ tính.
(b) Nắp mài mòn – Nắp mài mòn đầu dò có thể thay thế vừa khít với cảm biến Hall đang hoạt động và tiếp xúc với mẫu thử. Nắp mài mòn có tùy chọn đầu tròn tiêu chuẩn hoặc với đầu nhọn (chisel) cho các ứng dụng cần mũi đo vừa với rãnh hoặc khe hẹp. Chúng có thể hoán đổi cho nhau và có thể sử dụng với tất cả các bia mục tiêu tiêu chuẩn.
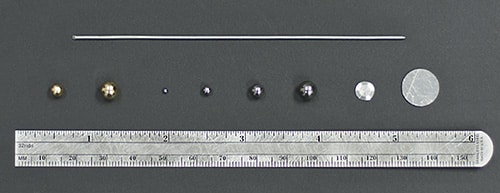
(c) Bia Mục tiêu – Các loại bia mục tiêu bao gồm bi thép tiêu chuẩn, bi từ tính, đĩa và dây. Tất cả các loại trừ bia dạng dây đều có nhiều kích cỡ. Bi thép tiêu chuẩn có sẵn ở các đường kính 1/16 inch (1,58 mm), 1/8 inch (3,17 mm), 3/16 inch (4,76 mm) và ¼ inch (6,35 mm). Đây là các mục tiêu mặc định cho hầu hết các ứng dụng mà độ dày vật liệu không vượt quá 0,4 inch hoặc 10 mm.
Bi từ có các đường kính 3/16 inch (4,76 mm) và ¼ inch (6,35 mm). Chúng được sử dụng để đo trong phạm vi từ 0,4 inch (10 mm) đến 1 inch (25 mm) và trong trường hợp lực hút từ tăng cường giữa đầu dò và mục tiêu giúp định vị mục tiêu dễ dàng hơn.
Bia mục tiêu dạng đĩa được sử dụng khi phải thực hiện phép đo trong các rãnh hoặc khe hẹp. Chúng có sẵn ở đường kính 0,5 inch (12,7 mm) với cạnh phẳng và đường kính 0,250 inch (6,35 mm) với cạnh chữ V cho các rãnh rất hẹp.
Cuối cùng, bia dạng dây có đường kính 0,045 inch (1,14 mm) sử dụng cho các ứng dụng trong đó mục tiêu phải được đưa sâu vào lỗ hoặc giới hạn hình học tương tự phù hợp với dây thép mảnh.
4. Phạm vi đo và độ chính xác
Biểu đồ bên dưới cho thấy phạm vi và độ chính xác điển hình cho các bia mục tiêu tiêu chuẩn. Các mục tiêu lớn hơn thường có thể cung cấp phạm vi đo lường lớn hơn. Độ chính xác tốt nhất trên các phép đo vật liệu mỏng hơn. Các yếu tố sau đây cần được xem xét khi chọn mục tiêu:
- Độ cong tối thiểu của vật liệu
- Đo độ dày tối đa
- Độ chính xác cần thiết
- Khả năng bị nén/ép của vật liệu (các bi lớn hơn hoặc có từ tính sẽ nén vật liệu nhiều hơn các bi mục tiêu nhỏ hơn hoặc không có từ tính)
- Độ cứng bề mặt: Các viên bi mục tiêu từ tính sẽ trượt dọc theo bề mặt không lăn giống như các viên bi mục tiêu không từ tính. Người dùng nên thận trọng khi sử dụng các viên bi từ tính để đảm bảo rằng bề mặt vật liệu sẽ không bị trầy xước bởi viên bi mục tiêu từ tính.
Nhìn chung, kết quả tốt nhất sẽ đạt được khi sử dụng viên bi mục tiêu lớn nhất chuyển động tự do trong mẫu thử.
| Bia Mục tiêu | Độ dày tối thiểu | Độ dày tối đa | Độ chính xác với mũi tiêu chuẩn | |
| Hiệu chuẩn cơ bản | Hiệu chuẩn Đa điểm | |||
| Bi 1/16 in. (1,58 mm) (80TB1) | 0,0001 in. (0,001 mm) | 0,090 in. (2,3 mm) | 4% | 3% |
| Bi 1/8 in. (3,17 mm) (80TB2) | 0,0001 in. (0,001 mm) | 0,300 in. (7,6 mm) | 4% | 2% |
| Bi 3/16 in. (4,76 mm) (80TB3) | 0,0001 in. (0,001 mm) | 0,360 in. (9,1 mm) | 3% | 1% |
| Bi 1/4 in. (6,35 mm) (80TB4) | 0,0001 in. (0,001 mm) | 0,500 in. (12,7 mm) | 3% | 1% |
| Bi từ tính mới 3/16 in. (4,76 mm) (86TBM3) | 0,160 in. (4,06 mm) | 0,750 in. (19,05 mm) | 3% | 1% |
| Bi từ tính mới 1/4 in. (6,35 mm) (86TBM4) | 0,160 in. (4,06 mm) | 1,00 in. (25,4 mm) | 3% | 1% |
| Đĩa phẳng 0,500 in. (12,7 mm) (80TD1) | 0,0001 in. (0,001 mm) | 0,360 in. (9,1 mm) | 3% | 2% |
| Đĩa cạnh chữ V 0,250 in. (6,35 mm) (80TD2) | 0,0001 in. (0,001 mm) | 0,240 in. (6,0 mm) | 3% | 2% |
| Dây mới có đường kính 0,045 in. (1,14 mm) (86TW1) | 0,160 in. (4,06 mm) | 0,500 in. (12,7 mm) | 3% | 2% |
Dung sai đo = +/- [(độ chính xác x độ dày) + 0,003 mm]
Nhìn chung, kết quả tốt nhất sẽ đạt được khi sử dụng viên bi mục tiêu lớn nhất chuyển động tự do trong mẫu thử.
5. Các yếu tố cần xem xét khi kiểm tra
Hiệu chuẩn
Các thiết bị hiệu ứng Hall phải được hiệu chuẩn trước khi sử dụng, sử dụng cùng một đầu dò và bia mục tiêu sẽ được sử dụng khi đo lường. Điều này được thực hiện bằng cách lấy số đọc mà không có mục tiêu, với mục tiêu chạm vào đầu dò (độ dày bằng không) và ở hai hoặc nhiều độ dày tham chiếu. Thực hiện các cài đặt này cho phép thiết bị tạo ra một bảng hiệu chuẩn biểu thị các thay đổi điện áp so với độ dày. Hiệu chuẩn sẽ khớp từng bia mục tiêu đang được sử dụng với một bảng tra cứu từ bộ nhớ của thiết bị. Hiệu chuẩn cũng đo hai điểm cực trị của các vị trí có thể có của mục tiêu (Ball On và Ball Off) và gán các điểm cuối này cho bảng tra cứu. Các điểm hiệu chuẩn bổ sung ở độ dày đã biết được sử dụng để tinh chỉnh bảng để có độ chính xác tốt nhất. Trong quá trình vận hành, hiệu chuẩn có thể cần được xác minh bất cứ khi nào hướng đầu dò hoặc nhiệt độ môi trường thay đổi.
Chuyển động tự do của bi mục tiêu
Vì các thiết bị đo hiệu ứng Hall đo khoảng cách giữa đầu dò và mục tiêu, nên sự cản trở hình học của bi sẽ gây ra các phép đo không chính xác. Tương tự, đầu dò phải tiếp xúc sát với mẫu kiểm. Nên sử dụng nắp chisel khi hình dạng bề mặt hạn chế diện tích tiếp xúc.
Vật thể có từ tính và từ trường ở vị trí đo
Không được sử dụng đầu dò ở gần các vật liệu sắt từ như ghế thép cacbon, kệ, giá đỡ, đồng hồ hoặc đồ trang sức, điện thoại, hoặc gần động cơ điện hay các nguồn nhiễu điện từ tương tự. Nên để đầu dò cách máy tính ít nhất 8 in. (200 mm). Tất cả những vật này có thể ảnh hưởng đến trường từ của đầu dò và gây ra các phép đo không chính xác. Điều này đặc biệt quan trọng khi đo ở gần độ dày tối đa được chỉ định cho từng loại mục tiêu.
Hướng đầu dò
Vì Magna-Mike 8600 đo độ dày bằng cách theo dõi những thay đổi nhỏ trong từ trường, nên quy trình hiệu chuẩn của thiết bị bao gồm sự bù trừ tự động cho các tác động của từ trường Trái đất. Thông thường nhất, đầu dò được giữ ở một hướng không đổi, theo chiều dọc trên một giá đỡ. Tuy nhiên, trong những trường hợp đầu dò được sử dụng ở một hướng khác (chẳng hạn như được giữ theo chiều ngang) hoặc khi hướng thay đổi như khi quét bên ngoài của một bộ phận cong, thì phải cập nhật hiệu chuẩn. Trong Magna-Mike 8600, chức năng Q-Cal được sử dụng để thực hiện hiệu chỉnh này. Điều này đặc biệt quan trọng khi đo gần độ dày tối đa được chỉ định cho từng loại bia mục tiêu. Chỉ cần tháo bia mục tiêu ra và nhấn phím Q-Cal trong khi đầu dò được giữ ở hướng mong muốn.
Bề mặt thử nghiệm gồ ghề hoặc thẳng đứng
Độ nhám hoặc rãnh bề mặt có thể khiến bi mục tiêu bị kẹt tạm thời khi đầu dò được quét, làm tăng độ dày biểu kiến. Khi đo bề mặt thẳng đứng với đầu dò theo hướng nằm ngang, trọng lực có thể khiến bi mục tiêu rơi ra khỏi đường tâm của đầu dò. Trong những trường hợp này, nên sử dụng chế độ MIN Capture để đảm bảo đo được độ dày tối thiểu thực sự.
Bia mục tiêu dây
Khi sử dụng bia mục tiêu dạng dây, đầu dò phải được đặt cách đầu dây ít nhất 1 in. (25 mm). Dây phải được ép chặt vào vật thử tại điểm đo tương tự các bia mục tiêu khác, Magna-Mike thực sự đang đo khoảng cách đến mục tiêu, chứ không phải độ dày thành trực tiếp. Phải duy trì sự căn chỉnh góc giữa đầu dò và dây (thường là vuông góc), vì độ nghiêng của dây có thể ảnh hưởng đến các phép đo. Mục tiêu dây không được gấp khúc hoặc bẻ cong.