



















Mối hàn EFW và ERW
Electric Resistance Welding Pipes (ERW)
Ống thép Electric Resistance Welding (ERW) có hai loại hàn, hàn cảm ứng và hàn điện. ERW Steel Pipe được sản xuất áp dụng cấu hình thép cán nóng dạng như nguyên liệu, đi qua quá trình uốn trước, liên tục định hình, hàn, nắn thẳng, cắt và các quá trình khác. Ống có mối hàn ngắn, chiều cao chính xác, độ dày đồng đều, và bề mặt tinh xảo và có thể chịu áp lực cao. Tuy nhiên, nó cũng có những nhược điểm như đường kính nhỏ và thành ống mỏng cũng như các mối hàn rất dễ bị ăn mòn. Hiện nay, ống thép ERW được sử dụng chủ yếu để vận chuyển khí đốt cũng như dầu đốt cho cư dân thành phố.
Electric Fusion Welding pipes (EFW)
EFW là tên viết tắt của chữ cái đầu tiên của Hàn nhiệt hạch điện. Một trong những mối hàn theo phương pháp này là Hàn điện hồ quang chìm (SAW) là một quá trình trong đó kim loại được nung nóng bởi một hoặc một số điện cực tiêu hao và một phôi để làm nóng kim loại. Vật liệu này được nấu chảy hoàn toàn và không cần áp suất cao. Một phần của kim loại làm đầy là từ điện cực tiêu hao.
Hàn dưới lớp khí bảo vệ (GMAW) cũng là một loại hàn EFW tương tự như hàn hồ quang chìm, nhưng có lớp bảo vệ từ khí trơ. Ngoài ra hàn xoắn ốc cũng là một loại hàn hồ quang chìm với một mối hàn xoắn ốc.
Hàn EFW chủ yếu được sử dụng để hàn các mối hàn đa thành phần kim loại hoặc chị áp suất cao. Hàn thấm sâu nhanh, vùng ảnh hưởng nhiệt cực nhỏ nên gây tác động nhỏ lên các mối nối và hầu như không bị biến dạng. Nhưng quá trình hàn cần yêu cầu đặc biệt về che chắn khi hàn có phát sinh tia X.
Những thách thức chính của kiểm tra mối hàn EFW và ERW
Kiểm tra một đường hàn dọc ống – hoặc mối hàn dọc trục – là một thách thức cả về mặt âm học và cơ học. Từ quan điểm âm học, hình dạng ống có xu hướng làm giảm nét chùm tia siêu âm, làm giảm độ phân giải hình ảnh. Các mối hàn ống bằng phương pháp sản xuất hàn điện trở (ERW) dễ bị các khuyết tật khó phát hiện như vết nứt dọc hoặc nứt J-Crack. Thiết bị siêu âm kết hợp như OmniScan ™ X3, có khả năng lấy hình ảnh nét tổng thể (TFM) và cung cấp các hình ảnh mới là một công cụ lý tưởng để cải thiện việc phát hiện và xác định đặc điểm của các khuyết tật đó.
Về các khía cạnh cơ học, bộ quét mối hàn dọc ống phải có khả năng nằm chính xác trên đường kính ngoài cong của đường ống trong khi di chuyển dọc theo ống theo hướng trục. Vì các đầu dò phải được định vị ở khoảng cách mong muốn từ đường tâm mối hàn, nên việc điều chỉnh nhanh là cần thiết để thực hiện công việc dễ dàng hơn. Bộ quét cũng phải được trang bị cơ chế duy trì áp lực liên tục lên đầu dò để đảm bảo tiếp âm. Thiết kế của máy quét AxSEAM ™ có tính đến tất cả các yêu cầu cơ học này, cho phép dễ dàng cấu hình các thiết lập kiểm tra siêu âm mảng pha (PAUT) hoặc TFM và nhiễu xạ theo thời gian bay (TOFD) để kiểm tra đa công nghệ đối với các mối hàn dọc ống.
Bộ quét AxSEAM
Bộ quét siêu âm bán tự động AxSEAM được thiết kế để kiểm tra mối hàn theo hướng dọc trục đối với đường kính ống nằm trong khoảng từ 152,4 mm (6 in.) OD đến phẳng, nhưng nó cũng có thể được sử dụng trong cấu hình quét theo chu vi trên các đường ống nhỏ đến 114,3 mm (4,5 in.) OD khi chỉ sử dụng 2 đầu dò hoặc 254 mm (10 in.) OD khi sử dụng cả hai đầu dò PAUT và TOFD, hoặc tổng cộng 4 đầu dò.



Kết quả thực nghiệm khi quét mối hàn dọc ống sử dụng AxSEAM Scanner
Hình dưới cho thấy tín hiệu PAUT C-scan thu được trên một mối hàn dọc ống có các khuyết tật đã gia công. Việc thu thập được thực hiện bằng thiết bị OmniScan X3 và máy quét AxSEAM. Hai khuyết tật khác nhau được hiển thị trên C-scan. Thiết bị quét AxSEAM cho phép quét ổn định, ngay cả ở tốc độ quét chậm do thiết lập đa nhóm khi quét PAUT hay TFM trong phương pháp lấy nét tổng thể (TFM 4 Group).
Kết quả thu được với PAUT và TFM trên cả hai khuyết tật. Thiết kế khuyết tật cũng được sử dụng để tham khảo. Độ cong hình ảnh của trên hình b và c chỉ ra một trong những lợi thế mà hình ảnh TFM mang lại so với PAUT — các khuyết tật được thể hiện dưới dạng biểu diễn gần giống với hình dạng hình học của chúng.

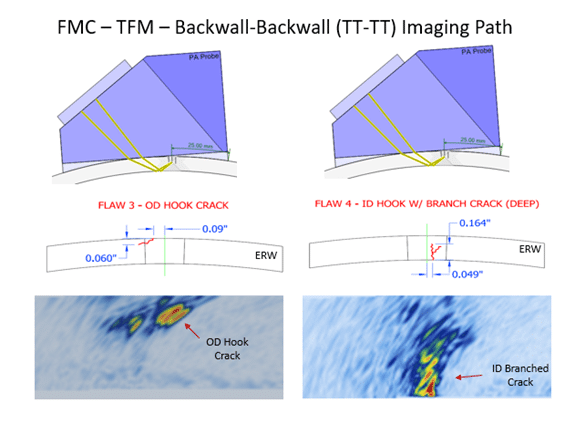
Mối hàn ERW và EFW thường chịu nhiều loại khuyết tật khác nhau, phổ biến đối với bất kỳ loại mối hàn nào như các khuyết tật thiếu ngấu và nứt và có thể được so sánh với các tiêu chí chấp nhận dựa trên code. Một loại vết nứt đặc trưng cho mối hàn ERW / EFW còn gọi vết nứt “móc/hook” hoặc “J” gây ra nguy cơ do khó phát hiện với PAUT và cần được đánh giá khác với các loại khuyết tật phẳng thông thường. Do đó, điều quan trọng là các vết nứt móc này có thể được phân biệt và đánh giá khác các khuyết tật mối hàn thông thường và sau đó được định cỡ chính xác.
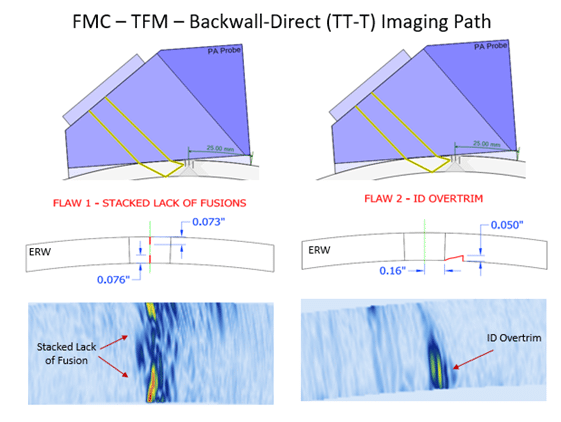
Khi sử dụng hệ thống kiểm tra dựa trên FMC để cung cấp hình ảnh chi tiết về các khuyết tật của mối hàn ERW / EFW với các thông tin chi tiết về khuyết tật ở vị trí cần qua tâm. Kỹ thuật này đánh giá trên một số mẫu có các vết nứt móc nằm bên trong, khuyết tật thiếu ngấu xếp chồng lên nhau và các khuyết tật ID ovetrim với hình dạng và hướng đã biết. Kỹ thuật kiểm tra cung cấp hình ảnh đủ chi tiết về các lỗi mối hàn ERW / EFW cho phép cải thiện việc phân loại và đánh giá.

Khuyết tật không ngấu xếp chồng và Overtrim 
Khuyết tật Hook Crack và Branch crack
Kết luận
Người vận hành có thể sử dụng máy quét AxSEAM để nhanh chóng và dễ dàng kiểm tra các mối hàn dọc ống với các đường kính khác nhau. Hỗ trợ tối đa 4 đầu dò và đồng thời cả hai công nghệ PAUT và TOFD để mang lại sự kết hợp dữ liệu phân tích hiệu quả.
Việc quét lại các khu vực nghi ngờ với Phased Array sử dụng bốn chế độ TFM để biểu diễn dễ hiểu hơn và cải thiện khả năng phân biệt các khuyết tật dọc ống và bù cho hiện tượng mất nét chùm siêu âm cũng có thể được thực hiện lại với sự hỗ trợ của bộ quét AxSeam, mang lại tín hiệu ổn định và đồng nhất. Việc thiết bị hỗ trợ nhiều group kiểm tra TFM là quan trọng để có thể phát hiện các dạng khuyết tật khác nhau của mối hàn ERW/EFW.


Mối hàn xoắn hay còn gọi là Spiral weld