

















Kiểm tra mối hàn là một trong những ứng dụng chính của kiểm tra siêu âm. Sử dụng thiết bị kiểm tra khuyết tật siêu âm, kỹ thuật viên NDT tìm và xác định đặc điểm của các bất liên tục trong mối hàn có thể dẫn đến hỏng hóc vật liệu hoặc thành phần. Kiểm tra mối hàn bằng siêu âm là một phần của kiểm soát chất lượng mối hàn và rất quan trọng trong việc đảm bảo an toàn trong nhiều ngành công nghiệp. Ví dụ, việc kiểm tra có thể là công cụ ngăn ngừa tai nạn máy bay, hỏng hóc lò phản ứng hay bồn bể áp suất và nổ giàn khoan dầu.
Khả năng, thách thức và hạn chế của kiểm tra siêu âm mối hàn
Kiểm tra mối hàn bằng siêu âm là một quá trình phức tạp đòi hỏi những người kiểm tra có trình độ chuyên môn. Nhiều yếu tố phải được xem xét trước khi tiến hành thử nghiệm, bao gồm:
- Đặc điểm vật lý của sóng siêu âm – Các chế độ sóng, sự lan truyền, suy giảm, phản xạ, chuyển đổi chế độ, v.v.
- Hoạt động, lý thuyết và đặc điểm của đầu dò – Hiệu ứng áp điện, trường xa, trường gần, sự lan truyền chùm tia siêu âm, tổn thất năng lượng, v.v.
- Vận hành thiết bị – Pulser, receiver, biểu diễn dữ liệu, v.v.
- Phương pháp kiểm tra siêu âm – Xung-Vọng, Truyền qua, Pitch-Catch, siêu âm nhúng v.v.
- Yêu cầu cụ thể của ứng dụng – Loại mối hàn, hình dạng, kích thước, chất lượng bề mặt, v.v.
- Các phương pháp hiệu chuẩn và đánh giá thiết bị – DAC, DGS, AWS, v.v.
- Các kỹ thuật định cỡ trong kiểm tra siêu âm.
Ưu điểm của kiểm tra siêu âm mối hàn
- Độ nhạy cao đối với bất liên tục dạng khối và mặt phẳng vuông góc với chùm âm.
- Độ sâu thâm nhập vượt trội so với các phương pháp NDT khác.
- Khi sử dụng kỹ thuật xung-vọng, đối tượng thử nghiệm có thể truy cập từ một phía.
- Độ chính xác cao trong việc xác định vị trí của bất liên tục và ước tính kích thước và hình dạng của nó.
- Không yêu cầu nhiều việc chuẩn bị bề mặt.
- Thiết bị kỹ thuật số cung cấp kết quả ngay lập tức.
- Đo độ dày có thể được thực hiện ngoài việc phát hiện khuyết tật.
Nhược điểm của kiểm tra siêu âm mối hàn
- Bề mặt và hình dạng của mẫu thử phải cho phép truyền siêu âm vào vật liệu.
- Cần có chất tiếp âmChất tiếp âm sử dụng trong kiểm tra siêu âm cho phép truyền năng lượng âm vào đối tượng thử nghiệm.
- Vật liệu thô ráp, hình dạng không đều, rất nhỏ, đặc biệt mỏng hoặc không đồng nhất rất khó kiểm tra
- Thiếu độ nhạy đối với các khuyết tật tuyến tính định hướng song song với chùm âm.
- Các mẫu chuẩn tham chiếu được yêu cầu để hiệu chuẩn thiết bị và xác định đặc điểm của bất liên tục.
Xác định nhiệm vụ kiểm tra siêu âm
Kiểm tra mối hàn bằng siêu âm không phải là một nhiệm vụ dễ dàng. Để hiểu rõ hơn về ứng dụng này, chúng ta hãy xem xét kỹ hơn các yêu cầu cần tìm hiểu theo quy trình trước khi kiểm tra.
- Loại mối hàn nào sẽ được kiểm tra? (Ráp mí, khớp góc, khớp chồng, v.v.).
- Vật liệu là gì và các mối hàn nằm ở đâu? (Bình chịu áp lực, đường ống hay các công trình khác).
- Cần tìm kiếm cái gì? (Để phát hiện và đánh giá tất cả các điểm gián đoạn cần record theo quy trình được chọn cho ứng dụng kiểm tra).
- Một bản vẽ phác thảo trên đó đánh dấu vị trí của các mối hàn. Ngoài ra, các thông số kích thước chính, độ dày và loại vật liệu phải được nêu rõ.
- Việc kiêm tra được thực hiện trong giai đoạn sản xuất nào? (Thông thường nó được thực hiện sau quá trình hàn và xử lý nhiệt và sau khi kiểm tra bằng mắt và kiểm tra hạt từ tính và đủ điều kiện cho kiểm ra siêu âm).
- Phạm vi kiểm tra là gì? Có bao nhiêu mối hàn được kiểm tra? (Không phải lúc nào cũng cần kiểm tra 100% các mối hàn. Thường thì các điểm trọng yếu được xác định là nơi phải tiến hành kiểm tra.).
- Toàn bộ vùng của mối hàn có được kiểm tra không? (Thông thường, thử nghiệm cũng được mở rộng để cover các vùng ảnh hưởng nhiệt. Với các thông số này, có thể tính toán độ lệch lớn nhất của đầu dò góc từ tâm mối hàn.)
- Sau khi xác định được độ lệch lớn nhất, vùng di chuyển của đầu dò phải được kiểm tra tách lớp (sử dụng đầu dò biến tử kép). Đôi khi có thể bỏ qua bước này nếu các thành phần hàn (tấm, ống, v.v.) có chứng chỉ kiểm tra từ nhà sản xuất.
- Phương pháp đánh giá nào được sử dụng? (Có ba phương pháp đánh giá cơ bản được sử dụng: DGS, DAC và AWS).
Khuyết tật hàn
Có nhiều dạng bất liên tục khác nhau và các khuyết tật hàn điển hình nhất là:
- Không ngấu vách
- Không thấu chân
- Nứt dọc mối hàn
- Nứt ngang mối hàn.
- …
Tham khảo thêm về các dạng mối hàn cơ bản và khuyết tật mối hàn tại đây.
Chuẩn bị kiểm tra
Phương pháp đánh giá và mức tham chiếu chuẩn đối với từng loại đầu dò được sử dụng trong thử nghiệm phải được xác định. Sự lựa chọn này liên quan chặt chẽ đến chất lượng kiểm tra mối hàn. Ví dụ: phương pháp đánh giá DAC với đầu dò kép được yêu cầu tham chiếu với vật phản xạ là lỗ đáy bằng 3mm và đối với đầu dò tia góc đánh giá DAC là lỗ khoan cạnh 3mm.
Bước tiếp theo là xác định mức record. Các chỉ thị trên mức này phải được ghi nhận và đánh giá (trong báo cáo thử nghiệm chính thức). Ví dụ: đầu dò chùm gia góc: tất cả các chỉ thị có biên độ cao hơn -6dB từ đường cong DAC tham chiếu của lỗ khoan cạnh 3mm phải được ghi nhận và đánh giá. Các chỉ thị dưới mức này sẽ không cần báo cáo.
Ngoài mức record, mức đánh giá cũng cần phải được xác định. Đây là mức mà tất cả các chỉ thị phải được đánh giá, nhưng không nhất thiết phải đưa vào báo cáo và ghi nhận. Việc đánh giá thường dẫn đến kết luận rằng các chỉ thị này quá nhỏ để được ghi nhận chính thức trong báo cáo. Trên mức đánh giá, kỹ thuật viên UT phải quan tâm đến việc đánh giá biên độ và đảm bảo rằng nó không vượt quá mức ghi nhận. Ví dụ: đầu dò chùm tia góc: tất cả các chỉ thị có biên độ cao hơn -10dB từ đường cong DAC tham chiếu của lỗ khoan cạnh 3mm phải được đánh giá.
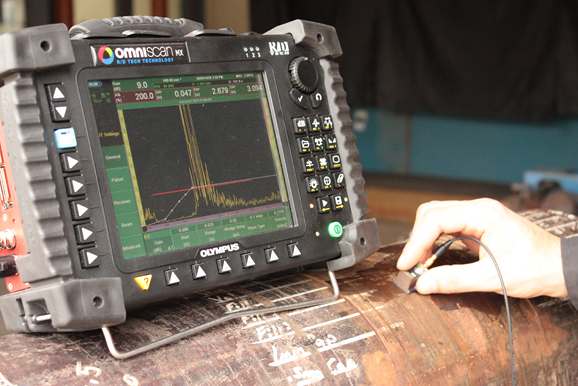
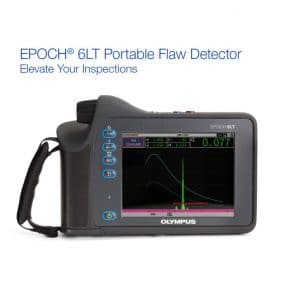
Thiết bị kiểm tra siêu âm mối hàn
Các máy dò khuyết tật siêu âm kỹ thuật số (ví dụ 에포크 650 hoặc EPOCH 6LT) có khả năng truyền và nhận các xung siêu âm và hiển thị chúng ở dạng chỉnh lưu đầy đủ (A-Scan). Đầu dò tia góc hỗ trợ tính toán lượng giác tự động và phần mềm DAC, DGS hoặc AWS sẽ trợ giúp công việc đánh giá theo các tiêu chuẩn khác nhau khi kiểm tra mối hàn. Điều quan trọng là thiết bị phải được hiệu chuẩn và sản xuất theo tiêu chuẩn EN-12668-1 hay các tiêu chuẩn liên quan khác. Trong hầu hết các trường hợp, thiết bị được sử dụng để kiểm tra mối hàn phải được hiệu chuẩn theo tiêu chuẩn này ít nhất một lần mỗi năm.

Đầu dò sử dụng trong kiểm tra siêu âm mối hàn
Đầu dò chùm tia thẳng biến tử kép, đầu dò chùm tia góc là các đầu dò phổ biến và việc lựa chọn đầu dò phụ thuộc rất nhiều vào vật liệu được kiểm tra; hình dạng của mối hàn, loại mối hàn, độ dày, kích thước khuyết tật tối thiểu được phát hiện và nhiều yếu tố khác phải được xem xét. Để đơn giản hóa quá trình lựa chọn đầu dò, nguyên tắc chung là sử dụng đầu dò 4-5MHz cho dải độ dày từ 8-50mm 그리고 2MHz cho 50mm trở lên. Để kiểm tra theo các quy trình, phải sử dụng hai hoặc ba góc khác nhau. Đối với các mối hàn mỏng hơn đến 20mm, nên sử dụng góc 70° và 60°. Đối với các vật dày hơn, ưu tiên 45° và 60°.
Bản sketch kế hoạch kiểm tra
Bước tiếp theo là vẽ phác thảo quá trình kiểm tra. Thông tin trên bảng sketch sẽ hiển thị rõ ràng vùng chuyển động của đầu dò, phần của mối hàn được bao phủ bởi quá trình kiểm tra và điểm mà chùm tia siêu âm được đưa vào vùng đó. Trên đối tượng được thử nghiệm, điểm 0 của phép đo phải được đặt cố định và đánh dấu trên bản phác thảo. Phải có khả năng lặp lại chính xác quy trình kiểm tra dựa trên báo cáo được thực hiện sau khi hoàn thành thử nghiệm.
Chất tiêp âm
Thông thường, kiểm tra siêu âm mối hàn sử dụng gel gốc nước, dầu, mỡ hoặc keo loãng. Điều rất quan trọng là sử dụng cùng loại chất tiếp âm trong toàn bộ quy trình kiểm tra (hiệu chuẩn, ước tính tổn thất truyền qua, điều chỉnh độ nhạy và quá trình kiểm tra thực tế ngoài hiện trường).

Thực hiện kiểm tra siêu âm mối hàn
Chuẩn bị bề mặt
Đầu tiên, phải tiến hành kiểm tra trực quan mối hàn và phần vật liệu xung quanh, để xác định xem bề mặt có thích hợp để kiểm tra siêu âm hay không. Có thể có các mảnh vẩy hàn hoặc các chướng ngại vật khác có thể hạn chế chuyển động của đầu dò; những trở ngại này nên được loại bỏ trước khi thử nghiệm. Hơn nữa, hình dạng của mối hàn phải được kiểm tra xem có thể có cháy chân, chồng mép không vì các thông tin này sẽ đước sử dụng trong việc đánh giá các khuyết tật không liên quan.
Chuẩn bị thiết bị
Trước khi thử nghiệm với đầu dò chùm tia góc, điểm ra chùm tia và góc khúc xạ thực tế phải được xác định.
Điểm ra chùm tia là điểm mà tâm của chùm tia thoát ra khỏi nêm của đầu dò. Điểm này là điểm 0 cho tất cả các phép đo khoảng cách và độ sâu lượng giác. Nó có thể được ước tính bằng cách sử dụng khối hiệu chuẩn K1 \ V1.
Việc xác minh góc khúc xạ thực tế của đầu dò là quan trọng đối với các phép đo khoảng cách và độ sâu chính xác và cũng có thể được thực hiện với khối K1 \ V1.
Bước tiếp theo là thực hiện hiệu chỉnh khoảng cách. Quy trình này phụ thuộc vào việc lựa chọn đầu dò và có thể được thực hiện với khối V1 hoặc V2. Để thực hiện hiệu chuẩn thích hợp, độ dày của khối phải lớn hơn chiều rộng đầu dò. Cần phải hiệu chuẩn khoảng cách để có được vận tốc của sóng siêu âm bên trong vật liệu và độ trễ của đầu dò để đo khoảng cách chính xác.
Cuối cùng, việc điều chỉnh độ nhạy thử nghiệm phải được thực hiện. Điều này liên quan đến việc lựa chọn phương pháp đánh giá thích hợp và tạo đường cong đánh giá trên màn hình thiết bị. Phương pháp DAC yêu cầu một khối hiệu chuẩn được chuẩn bị đặc biệt của cùng một vật liệu, thường có các lỗ khoan cạnh ở các độ sâu khác nhau (để đạt được độ chính xác cao, độ sâu của các lỗ phải bao quát phạm vi thử nghiệm thực tế). DGS và AWS không yêu cầu khối hiệu chuẩn bổ sung vì việc tính toán đường cong được thực hiện theo kinh nghiệm.
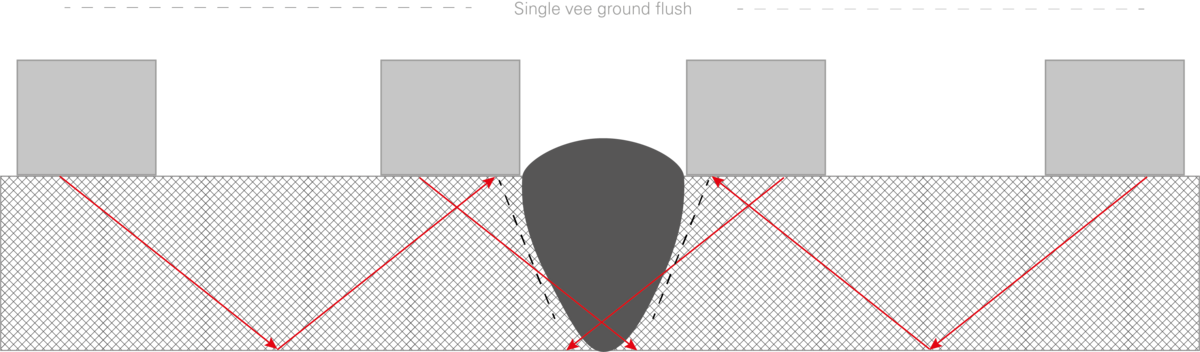
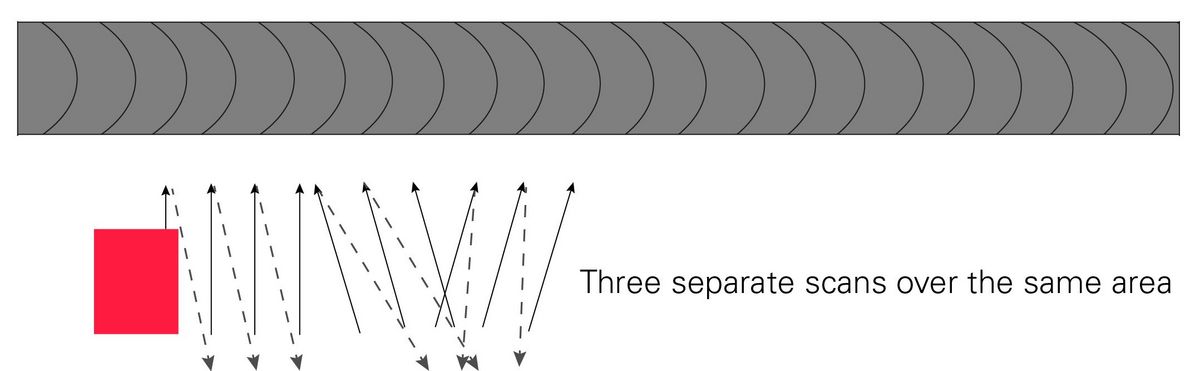
Quét đầu dò kiểm tra mối hàn
Đánh giá bất liên tục
Các chỉ thị được đánh giá theo đường bao của xung tín hiệu. Đầu tiên, cần tìm được vị trí có biên độ chỉ thị phản hồi tối đa. Nếu biên độ giảm đều đặn về 0 theo mọi hướng khi đầu dò di chuyển ra khỏi chỉ thị, điều này có nghĩa là bất liệ tục nhỏ hơn chùm tia siêu âm từ đầu dò. Nếu biên độ không giảm xuống 0 và vẫn nằm trong dải động -6dB, điều đó có nghĩa là chỉ thị lớn hơn kích thước chùm tia đầu dò.
Các chỉ thị không liên quan thường xuyên xuất hiện, đó có thể là do các sóng chuyển đổi chế độ, phát sinh từ hình dạng hình học của đối tượng kiểm tra và phải được đánh giá chính xác và bỏ qua. Đây là phần khó nhất và đòi hỏi kinh nghiệm trong toàn bộ quá trình kiểm tra siêu âm.
Tiêu chí chấp nhận
Các tiêu chí chấp nhận được xác định trong tiêu chuẩn và quy trình kiểm tra. Để minh họa điều này, chúng ta hãy xem xét ví dụ sau:
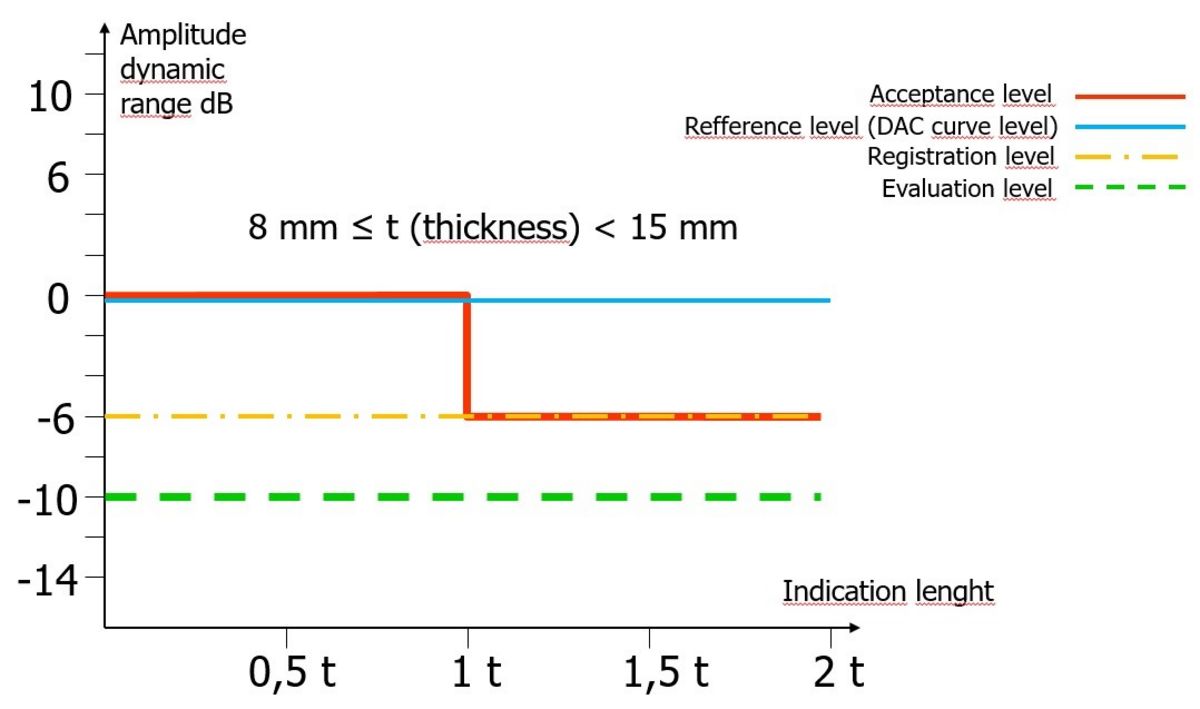
Như đã thấy trong biểu đồ trên, mức chấp nhận bằng mức tham chiếu (mức đường cong DAC) miễn là chiều dài của chỉ thị nhỏ hơn độ dày vật liệu. Đối với các chỉ thị dài hơn chiều dày vật liệu, mức chấp nhận thấp hơn mức tham chiếu 6dB (bằng mức ghi nhận). Điều này là do các khuyết tật dài là mối đe dọa lớn hơn so với các khuyết tật ngắn hay dạng điểm rời rạc và do đó phải được đánh giá với mức độ chấp nhận thấp hơn.
Trong quá trình kiểm tra, những chỉ thị không được chấp nhận phải được đánh hỏng.
Trước khi kết thúc và dừng quá trình kiểm tra, chất tiếp âm phải được loại bỏ khỏ bề mặt kiểm tra.