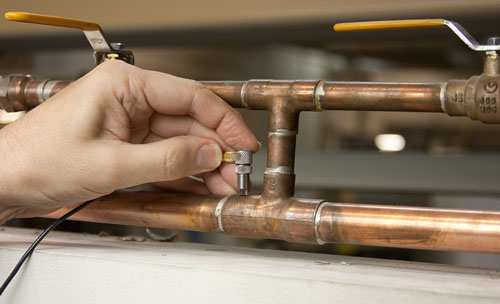
Kiểm tra tính toàn vẹn của các mối hàn đắp vảy trong ống kim loại và các bộ phận khác.
Kỹ thuật hàn đắp vảy
Hàn vảy đắp hay Braze Welding là phương pháp hàn không nung chảy bề mặt kim loại cơ bản, nhưng thông qua nung chảy và đắp kim loại vảy hàn lên bề mặt rãnh hàn. Hàn đắp vảy liên kết hai mảnh kim loại bằng một chất độn kim loại được nấu chảy và sau đó chảy vào khoảng trống giữa chúng bằng lực hút mao dẫn. Kim loại phụ, thường là hợp kim của đồng, bạc, thiếc với nhiệt độ nóng chảy tương đối thấp, phải lấp đầy khoảng trống giữa hai phần cần được kết nối, làm ướt bề mặt và nung chảy chúng sau đó để vật liệu nguội và đông đặc.
Kiểm tra liên kết mối hàn vảy đắp
Nếu kim loại vảy đăp không chảy đúng cách hoặc không đủ nhiệt độ, tính toàn vẹn của liên kết sẽ bị ảnh hưởng. Vấn đề này thường có thể được kiểm tra với thiết bị kiểm tra khuyết tật siêu âm.
Hầu hết các mối nối hàn đắp vảy có thể được kiểm tra bằng máy siêu âm khuyết tật như EPOCH® 6LT 멋진 에포크 650. Với hình dạng đặc trưng của mối hàn đắp vảy, đầu dò tiếp xúc đường kính nhỏ hoặc có nêm trễ thường được sử dụng. Đầu dò nên được chọn phù hợp với hình dạng của mối nối cụ thể đang cần kiểm tra, nhưng đối với ống có đường kính nhỏ điển hình, đầu dò V208-RM (20 MHz) và V260 Sonopen® (15 MHz) thường được sử dụng. Các bộ tiếp hợp đỡ đầu dò với lò xo có sẵn với các đầu dò này như một công cụ hỗ trợ căn chỉnh giúp việc kiểm tra dễ dàng hơn.
Quy trình kiểm tra mối hàn đắp vảy với thiết bị siêu âm
Các mối hàn thường được kiểm tra bằng cách sử dụng đầu dò thẳng theo dõi biên độ của xung phản xạ từ vị trí vòng đệm ở bề mặt bên trong của phần kim loại bên ngoài. Trong trường hợp mối hàn có chất lượng tốt tại điểm thử nghiệm, liên kết kim loại với kim loại sẽ có phản xạ lại tương đối nhỏ, trong khi các liên kết không tốt với một mặt là không khí tại điểm thử nghiệm sẽ có phản xạ lại lớn hơn nhiều. Các mức phản xạ này phải được thiết lập trong từng trường hợp cụ thể bằng cách thiết lập trên các mẫu chuẩn đại diện cho các điều kiện hàn tốt và không tốt.
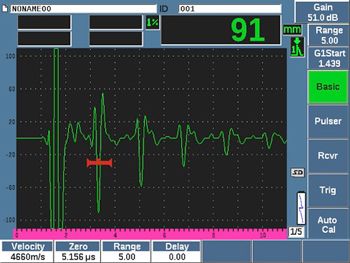
Ví dụ dưới đây đại diện cho xung phản xạ điển hình từ một khớp nối giữa các ống đồng 9,5 mm (0,4 in.) và 12,5 mm (0,5 in.). Đầu dò nêm trễ V208-RM và thiết bị kiểm tra siêu âm. Biên dạng sóng đầu tiên cho thấy một xung phản xạ tham chiếu từ vùng không được hàn từ mặt bên ngoài của ống, vùng này có thể được đánh dấu bằng cổng đo. Dạng sóng thứ hai cho thấy phản hồi từ một mối hàn được hàn đúng cách, trong đó xung phản xạ trong vùng được kiểm soát giảm xuống mức rất thấp. Tiếp theo là một đỉnh xung khác thể hiện phản xạ từ bề mặt bên trong của ống bên trong. Bằng cách quan sát biên độ xung phản xạ bên trong cổng đo, người vận hành có thể xác định tình trạng mối hàn tại điểm kiểm tra bằng cách so sánh biên độ xung phản xạ với các mức tham chiếu.

Phản xạ lớn, mối hàn không tốt Phản xạ nhỏ, mối hàn tốt