


















Car manufacturing

Người tiêu dùng muốn những chiếc xe kết hợp hiệu suất hàng đầu với thân thiện với môi trường. Các cơ quan quản lý muốn lượng phát thải nhiên liệu sẽ sớm giảm đáng kể Để đáp ứng những nhu cầu cấp bách này, bạn cần có công nghệ phù hợp, đối tác phù hợp và khả năng tận dụng dữ liệu để hoạt động thông minh hơn.
Từ nghiên cứu và phát triển đến sản xuất đến dây chuyền lắp ráp, chúng tôi có các giải pháp công nghệ kiểm tra tra không phá hủy để giúp bạn giảm chi phí và tăng năng suất.
Sản xuất ô tô và xe máy bao gồm nhiều lĩnh vực từ cơ khí, tự động hóa, điện – điện tử và công nghệ chế tạo máy, sản xuất phụ tùng, lắp ráp cho tới sản xuất một chiếc xe hoàn chỉnh. Tất cả các công đoạn này đều cần đến đảm bảo chất lượng, trong đó có kiểm tra NDT.
Kiểm tra không phá hủy cho công nghiệp chế tạo ô tô
Sự an toàn và độ tin cậy của ô tô một phần phụ thuộc vào chất lượng của vật liệu nhận được từ các nhà sản xuất bên thứ ba cũng như chất lượng của quá trình lắp ráp cuối cùng.
Tốc độ sản xuất cao trong ngành công nghiệp ô tô không có chỗ cho các bộ phận bị lỗi được lắp đặt. Về mặt sản xuất, chúng là tập hợp của hàng nghìn bộ phận từ nhiều nhà cung ứng được chế tạo cẩn thận và gia công chính xác cùng hoạt động với nhau. Kích thước không chuẩn của một chi tiết có thể dẫn đến tiếng ồn khó xác định khi chiếc xe đã hoàn thiện. Nếu một khiếm khuyết trong bộ phận quan trọng lọt qua khâu kiểm tra chất lượng thì kết quả có thể là hỏng hóc nghiêm trọng đối với động cơ, phanh hoặc các bộ phận khác của xe sau này.
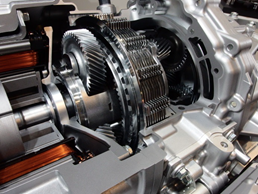
Nhiều giải pháp kiểm tra khác nhau được sử dụng trong suốt quá trình sản xuất ô tô giúp đảm bảo rằng các bộ phận được chế tạo như hộp số không có các khiếm khuyết đáng kể, xem xét bên trong các chi tiết khó tiếp cận để tìm các khuyết tật có thể ảnh hưởng đến hiệu suất và kiểm tra tính toàn vẹn của liên kết, mối hàn dính hay các đường hàn ở mép. Chương trình kiểm tra nghiêm ngặt này là một phần thiết yếu cho sự an toàn và độ tin cậy của những chiếc ô tô đang chạy trên đường.
VISCO có kinh nghiệm cung cấp các giải pháp NDT tiên tiến cho ngành công nghiệp ô tô. Hãy cho cho chúng tôi biết yêu cầu cụ thể của bạn và chúng tôi sẽ đưa ra giải pháp tối ưu.
Cung cấp linh kiện
- Các bộ phận an toàn như phanh, túi khí, bình xăng, hệ thống đánh lái.
- Kiểm tra chiều dày đường seams của bộ phận túi khí khi bung.
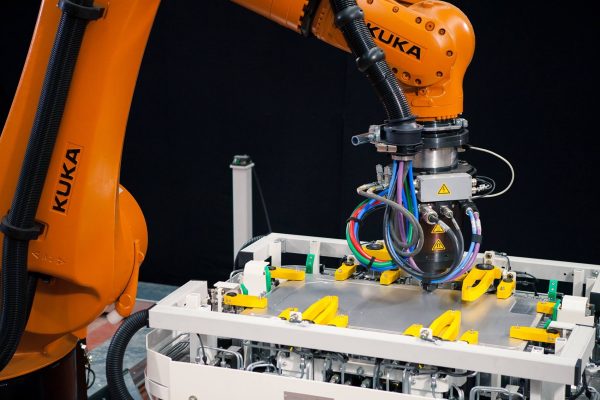
Sản xuất và lắp ráp
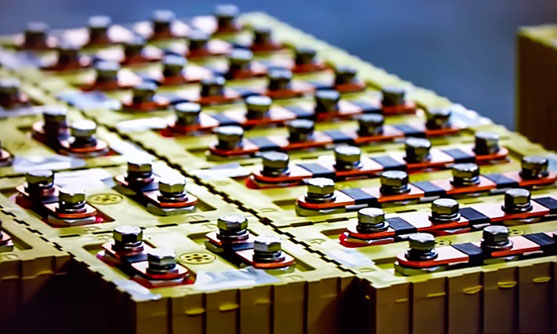
- Kiểm tra chất lượng pin, độ bám dính của điện cực.
- Kiểm tra chất lượng ngăn chứa pin trên xe điện sử dụng mối hàn ma sát khuấy.
- Kiểm tra chiều dày khối động cơ, piston, thân valve, ba via trong xi lanh và lỗ khoan, đo độ cứng.
- Kiểm tra vành, hộp số, cần số, giảm sóc.
- Test mối hàn đính, mối hàn laze, độ bám dính các đường dán keo, khớp nối cơ khí.
Thử nghiệm an toàn
Quay video tốc độ cao trong thử nghiệm va chạm.
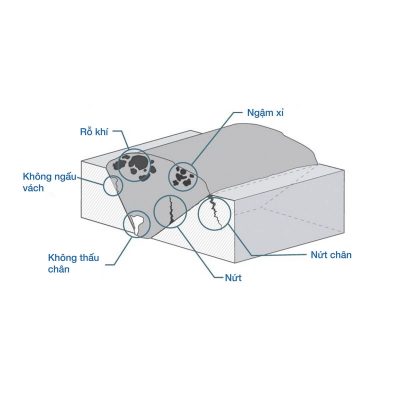
Các phương pháp kiểm tra NDT sử dụng trong công nghiệp ô tô
Kiểm tra không phá hủy trong ngành công nghiệp ô tô được sử dụng để kiểm tra các linh kiện sau khi rèn, đúc, xử lý nhiệt và gia công để đảm bảo chúng đáp ứng các tiêu chuẩn. NDT ô tô cũng được sử dụng để kiểm tra các mối hàn nối các tấm thân vỏ xe và các bộ phận với nhau để đảm bảo độ ngấu và kết dính phù hợp, không có khuyết tật ảnh hưởng đến sự an toàn hoặc độ tin cậy của xe.

Spot welding
Công dụng chính của hàn điện trở là nối các tấm kim loại chồng lên nhau khi mối nối không yêu cầu kín khí. Vì quy trình này không cần các đinh tán chịu lực riêng biệt nên việc chế tạo rất kinh tế và nhanh chóng. Hàn điểm được sử dụng để chế tạo nhiều sản phẩm tấm kim loại, chẳng hạn như thân ô tô, vỏ và đồ nội thất.
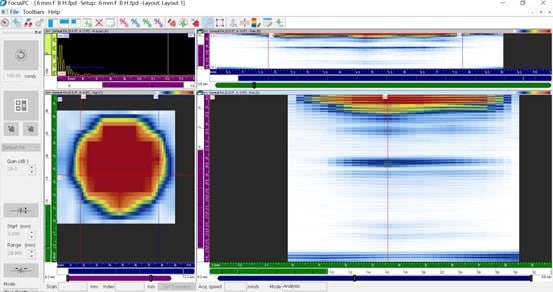
Một chiếc ô tô trung bình chứa vài nghìn mối hàn điểm cần được kiểm tra tính toàn vẹn. Để duy trì tính cạnh tranh, ngành công nghiệp ô tô yêu cầu một giải pháp kiểm tra mối hàn giúp tăng khối lượng sản xuất trong khi vẫn duy trì các tiêu chuẩn chất lượng cao nhất.
Các phương pháp kiểm tra siêu âm mối hàn điểm điện trở hiệu quả cao không chỉ đáp ứng các yêu cầu này mà còn phát hiện các triệu chứng của quá trình hàn sai quy trình, cung cấp phản hồi cho các hành động khắc phục. Việc phát hiện và giải quyết các vấn đề trước khi chúng trở nên quan trọng giúp duy trì thông số hàn tối ưu bằng cách ngăn chặn các lô mối hàn bị lỗi và gián đoạn dây chuyền sản xuất.
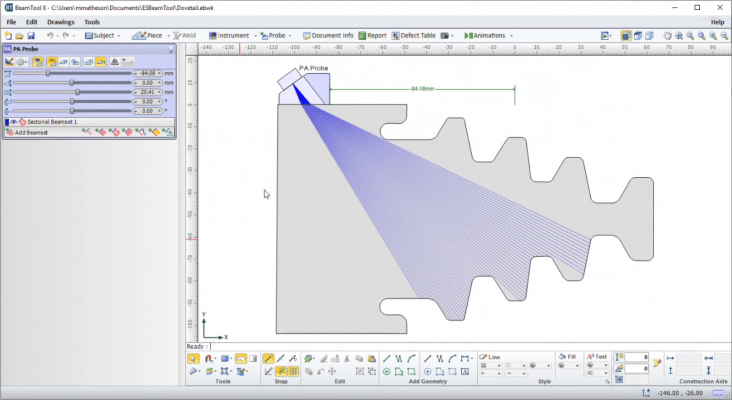
Thiết bị Phased Array với hỗ trợ hình ảnh trực quan để kiểm tra mối hàn điểm là công cụ đáng tin cậy trong dây chuyền sản xuất ô tô. Sử dụng Phased array giúp đánh giá chi tiết vùng ngấu, đo kích thước, diện tích và cho phép kiểm tra và báo cáo chuyên nghiệp với thời gian đào tạo tối thiểu nào. Việc kiểm tra cực kỳ nhanh chóng, chỉ kéo dài vài giây, cung cấp bản đồ mối hàn, bao gồm các đặc điểm như đường kính và diện tích có thể được lưu trữ để báo cáo sau này.
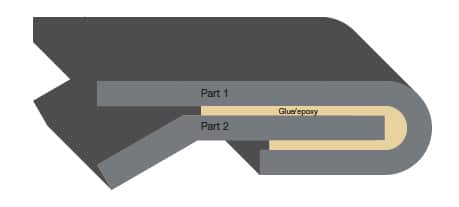
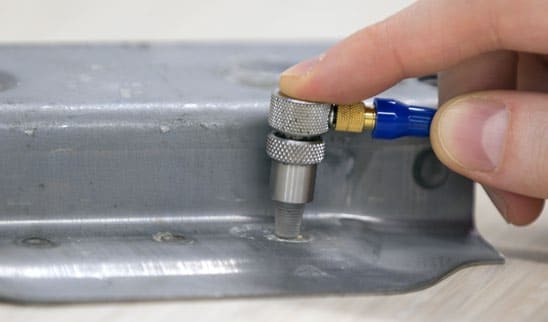
Đường dán keo trên thân vỏ
Trong công nghiệp sản xuất ô tô, các rìa ngoài của bộ phận như cửa xe, mui xe và thùng xe thường được ghép với nhau bằng cách sử dụng đường nối kết dính keo. Hai bề mặt chi tiết được làm nhám và dán kín bằng chất kết dính để đảm bảo độ bền của liên kết, tăng khả năng chống ăn mòn và giảm rung động.
Để thực hiện kiểm tra chất lượng của các đường nối này, các nhà sản xuất ô tô có thể sử dụng sóng siêu âm để quan sát tín hiệu phản hồi của sóng âm ở những nơi có chất kết dính so với các vị trí không có chất kết dính hoặc kết dính không tốt.
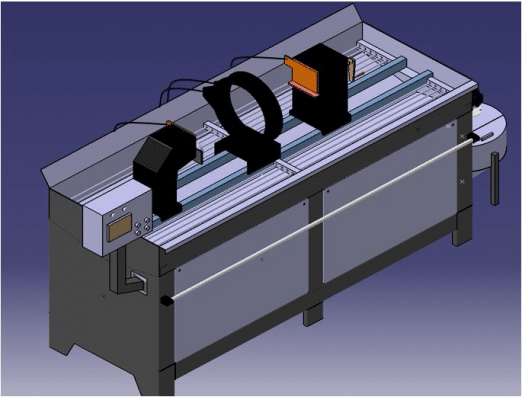
Đầu dò bánh xe EdgeFORM™ sử dụng kỹ thuật Phased Array để kiểm tra độ kết dính các dạng hình học phức tạp trên nhiều bộ phận của ô tô.
Kiểm tra cột lái – steering column
Cột lái là một trong những bộ phận an toàn đặc biệt dễ bị nứt vì quá trình xử lý đặc biệt bằng phương pháp gia công nguội. Bộ phận thường được kiểm tra tìm các vết nứt dọc bên ngoài và bên trong. Kiểm tra siêu âm được thực hiện bằng kỹ thuật nhúng với môi chất tiếp âm là dầu loãng. Các đầu dò sóng dọc được sử dụng với tần số 4MHz có thể phát hiện các khiếm khuyết trong vùng chuyển tiếp và với hai đầu dò chuyên kiểm tra khuyết tật dọc trong vùng hình trụ.


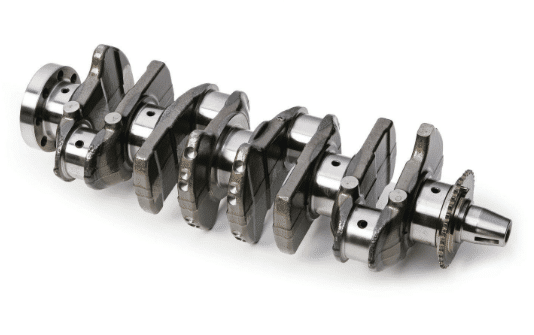
Kiểm tra trục cam (cardan)
Trục cardan cần được kiểm tra để phát hiện các khuyết tật dọc bên trong và bên ngoài trong vỏ hình trụ và các khuyết tật trong các vùng chuyển tiếp từ phần thân đến trụ. Thử nghiệm trên hệ thống tự động được thực hiện với kỹ thuật nhúng sử dụng nước làm môi trường tiếp âm. Tần số kiểm tra từ 4-5 MHz và các đầu dò hội tụ có thể sử dụng. Tất cả các đầu dò đều được cố định nhưng chúng cũng có thể được di chuyển với thanh trượt bổ sung để tăng mật độ kiểm tra. Chi tiết được quay 360° trong bể nước. Việc kiểm tra các khuyết tật nằm ngang được thực hiện bằng phương pháp xung-vọng trong khi các khuyết tật dọc sử dụng phương pháp truyền qua.
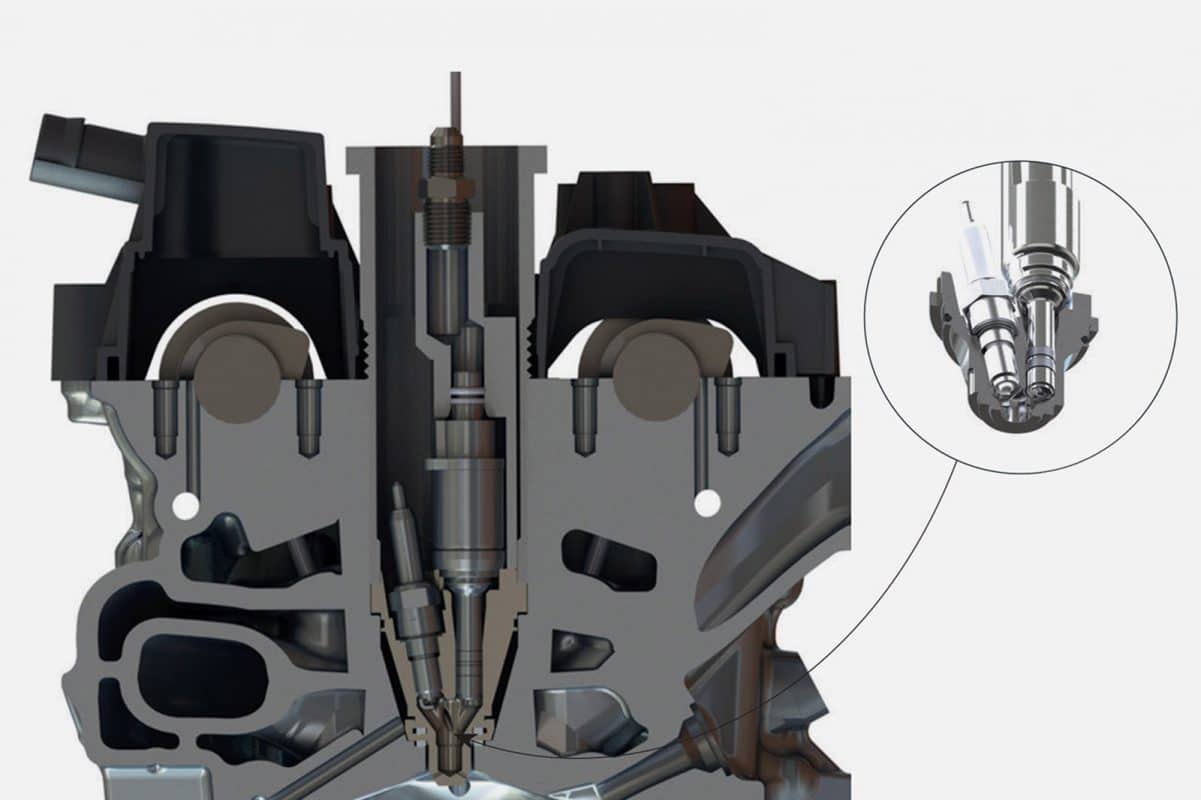
Kiểm tra buồng đốt phụ trong động cơ diesel
Vị trí lắp buồng đốt phụ sư dụng công nghệ hàn khá đặc biệt như hàn tia điện tử và hàn laze. Các kỹ thuật hàn này dù ít khuyết tật nhưng vẫn phải được kiểm soát vì không thể cho phép các khuyết tật hàn dù là nhỏ nhất trong các bộ phận an toàn. Giống như hầu hết các thử nghiệm siêu âm tự động, thử nghiệm kiểm tra mối hàn laze trên vỏ buồng đốt động cơ diesel được thực hiện với kỹ thuật nhúng. Các bộ phận này được quét và kiểm tra theo hình xoắn ốc bằng các đầu dò đặc biệt với nêm nước ở khoảng 20 mm.

Kiểm tra piston và các chốt giữ
Kiểm tra piston mà một trong các ứng dụng được thực hiện nhiều nhất trong sản xuất ô tô. Với sự hỗ trợ của các đầu dò đặc biệt, các piston được thử nghiệm bằng kỹ thuật nhúng sử dụng nước hoặc dầu dạng loãng làm môi trường ghép âm. Các đầu dò đặc biệt được điều chỉnh cho phù hợp với dạng hình học của các piston và thường có thể được áp dụng cho các vùng hình học cụ thể.
Kiểm tra mối hàn khuấy trên thân van
Các van trên động cơ ô tô có nhiều kích thước khác nhau phải được kiểm tra khuyết tật hàn giữa thân valve và đầu van. Các khuyết tật liên kết và hàn cần được phát hiện. Với sự hỗ trợ của các đầu dò siêu âm thông thường, các bộ phận này được kiểm tra thủ công hay bằng kỹ thuật nhúng. Các đầu dò có thể được bố trí ở phần cuối thân van giúp việc kiểm tra đơn giản nhưng chính xác.



Components production
Ô tô là một hệ thống phức tạp được tạo thành từ hàng nghìn bộ phận khác nhau, trong đó có rất nhiều chi tiết gia công sử dụng phương pháp đúc áp lực.
Các dây chuyền đúc áp dụng tự động hóa trong dây chuyền đúc bằng cách tích hợp toàn bộ thiết bị ngoại vi với máy đúc nhôm, từ lò nấu nhôm cho đến tự động mài cắt ba-via sản phẩm sau đúc. Mỗi nhà sản xuất thiết bị gốc cho ô tô (OEM) đều có các tiêu chuẩn yêu cầu nhà cung cấp phải tuân thủ khi kiểm tra sản phẩm.
Với số lượng sản phẩm lớn, kiểm tra sử dụng chụp ảnh phóng xạ (RT) tự động được sử dụng rộng rãi trong việc kiểm tra chi tiết đúc áp lực bằng nhôm và thép với mức độ tự động hóa cao. Các thiết bị có thể sử dụng Phim quét kỹ thuật số (CR), tấm cảm biến kỹ thuật số (DR) hoặc chụp quét cắt lớp (CTE) tùy từng ứng dụng cụ thể.



Thử va chạm và kiểm tra hệ thống an toàn chủ động
Hệ thống an toàn chủ động trên xe gồm những trang bị trên xe nhằm giảm thiểu tối đa khả năng xảy ra va chạm, chẳng hạn như: đèn pha cốt, đèn xi nhan, đèn sương mù, đèn hậu, ABS, EBD…
Hệ thống an toàn bị động chỉ được kích hoạt khi tai nạn xảy ra để đảm bảo an toàn cho tài xế và hành khách trên xe. Các trang bị thường có là: Dây đai an toàn, túi khí, các thanh giằng hấp thụ lực va chạm…
Hiện nay hai cơ quan thực hiện các kiểm nghiệm va chạm là NHTSA và IIHS thực hiện cả hai loại đâm trực diện và đâm bên hông. Khi tiến hành thí nghiệm máy quay tốc độ cao (HSV) sẽ được sử dụng để quản sát và đo lường các tình huống xảy ra rất nhanh trong quá trình va chạm.
Trong ngành công nghiệp ô tô, hiệu suất sử dụng nhiên liệu ngày càng được cải thiện với sự phổ biến của các loại xe sinh thái như xe điện và xe hybrid, và động cơ nhiên liệu hóa thạch có dung tích ngày càng nhỏ hơn. Ô tô cỡ nhỏ tiết kiệm nhiên liệu hơn với động cơ 1.000 đến 1.500 cc được bổ sung bộ tăng áp sản xuất bằng công nghệ đúc cần được kiểm tra chất lượng với NDT.
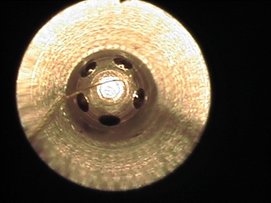
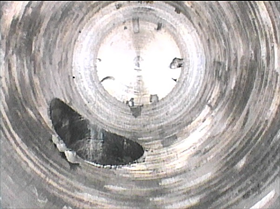
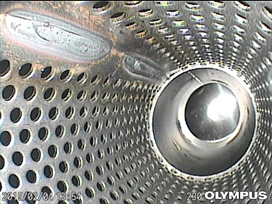
Trong nhiều trường hợp, những vấn đề này xảy ra ở những vị trí bên trong không thể trực tiếp quan sát. Ngoài ra, cũng cần kiểm tra xem sau khi lắp đặt xong mỗi bộ phận có xảy ra xô lệch hay không. Vì vậy, việc kiểm tra bên trong bằng máy nội soi công nghiệp là phương pháp kiểm tra chất lượng nhanh chóng và đáng tin cậy nhất. Với ống nội soi, chủ yếu kiểm tra bên trong của bộ phận hình vỏ ốc, và kiểm tra khe hở giữa tuabin đã lắp đặt và vỏ bộ tăng áp.
Bộ KIT kiểm tra nội soi vật đúc
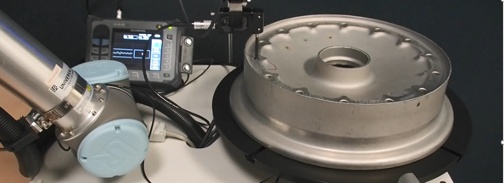
Các yêu cầu đánh giá và kiểm soát chất lượng là rất quan trọng đối với việc phát triển và sản xuất các bộ phận ô tô. Thiết bị nội soi video IPLEX ™ TX cung cấp công cụ phù hợp giúp kiểm tra hình ảnh chất lượng cao cho các bộ phận đúc.
Dây soi có đường kính 2,4 mm (0,09 in.) với khả năng chiếu sáng đều, độ sáng cao và hình ảnh chất lượng cho phép nhìn rõ trong không gian tối, chật hẹp.
Xử lý hình ảnh WiDER ™ tự động tối ưu độ tương phản giữa vùng tối và vùng sáng làm giảm hiện tượng hắt sáng và đổ bóng, vì vậy bạn có thể nhìn thấy các chi tiết rõ nét ở tất cả các khu vực.
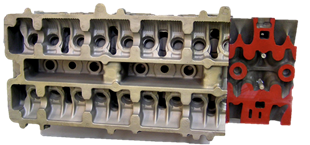
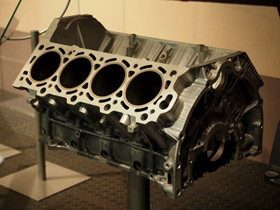
Kiểm tra nội soi khối động cơ
Bộ phận cần kiểm tra:
Xi lanh, đầu xi lanh, trục cam, trục khuỷu, kim phun nhiên liệu, đầu kim phun nhiên liệu, ống dẫn nhiên liệu, bộ tăng áp.
Mục đích:
Kiểm tra bề mặt vật liệu, xem có còn ba via, vụn kim loại, cát rơi vào bên trong hay không

















Kiểm tra nội soi khối điều khiển lái
Bộ phận cần kiểm tra:
Bộ truyền chuyển động, giảm sóc, đòn treo.
Mục đích:
Kiểm tra bề mặt vật liệu, xem có còn ba via, nứt, xước hay không, kiểm tra bề mặt mối hàn.
Kiểm tra nội soi khối xả khí thải
Bộ phận cần kiểm tra:
Cụm cơ cấu gom khí thải, bộ lọc, ống xả chính.
Mục đích:
Kiểm tra bề mặt vật liệu, xem có nứt, xước hay không, kiểm tra bề mặt mối hàn bên trong.





Kiểm tra nội soi hệ thống cấp nhiên liệu và bình xăng
Bộ phận cần kiểm tra:
Bình xăng, ống dẫn nhiên liệu.
Mục đích:
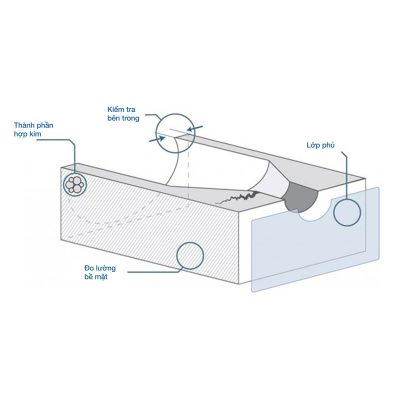
Kiểm tra bề mặt vật liệu, kiểm tra mối hàn bên trong, vị trí van, bề mặt lớp phủ.
Related Posts
Magnetic particle testing using omnidirectional magnetization
Multidirectional Magnetizing (MD), or multi-vector magnetization is defined as two or more magnetic fields...
Kiểm tra khuyết tật lỗ bu-lông sử dụng dòng điện xoáy trong sản xuất 4.0
Công nghệ dòng điện xoáy được sử dụng để kiểm tra vật liệu dẫn điện nhằm phát hiện bất liên tục. Với...
Phased Array ultrasonic testing of stirrer friction welds
Friction Friction Welding Inspection Overview Stirred Friction Welding (FSW) technique was developed as a...

Car exhaust catalyst recycling: 4 tips for using XRF for rapid analysis of platinum group metals
Bộ chuyển đổi xúc tác khí thải là một thiết bị giúp ô tô của bạn tạo ra khí thải sạch hơn....
Role of Handheld XRF in Lithium-Ion Battery Supply Chain
Pin Lithium-Ion sử dụng trong thiết bị di chuyển cá nhân Pin lithium-ion ngày càng được sử dụng nhiều hơn trong các...

Choose the right technique when checking coating thickness
Coating inspection is an important application of quality control in many components or products...

Phase analysis in the determination of material separation using ultrasound
Applications using phase analysis in ultrasonic testing Use non-destructive testing to evaluate...

5 steps when preparing for the MPI . test
See also: Magnetic test system performance evaluation tool. How to conduct a particle test from...

Car crash test using high-speed video camera
Chấm điểm các cuộc thử nghiệm va chạm Ở các cuộc thử đâm va, có hai tổ chức sẽ cho điểm: Cơ...

What is remote visual inspection?
RVI - Remote Visual Inspection or remote visual inspection allows technicians to see...

Testing the turbocharger by industrial endoscope
Giới thiệu chung Trong ngành công nghiệp ô tô, hiệu suất sử dụng nhiên liệu ngày càng được cải thiện với sự...

Check the wall thickness of the cast engine block and cylinder bore position
Kiểm tra độ dày thành của khối đúc động cơ ô tô và các động cơ đốt trong khác, và độ dày...
Phased Array ultrasonic testing technique
We are familiar with medical 3D color ultrasound examination applications, in which the wave...
1 Comments

Control the thickness of tear lines on car airbags to help ensure safety
The process of measuring the thickness of the connecting lines in the car airbag can also be applied to the measurement of...
Precise measurement solutions
Measurement solutions Fast, accurate measurement solutions Eddy current inspection Visual inspection...
Welding inspection solutions
Welding inspection solutions Advanced solutions for the highest requirements Inspection solutions...
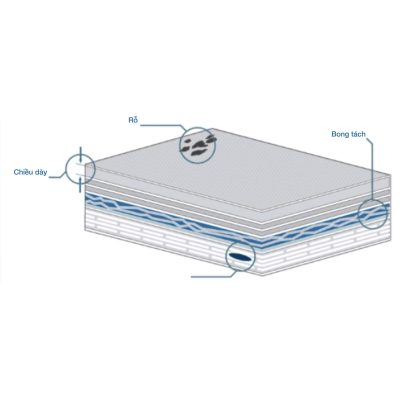
Solutions for damage testing in composite materials
Classification of composite materials (Composite) Composite materials or composite materials are composite materials or in other words...
Evaluation of the integrity of spot welds (adhesive welding) on metal
Resistance spot Welding Hàn điểm điện trở tiếp xúc được thực hiện bằng cách nung nóng cục bộ và tác dụng áp lực...

Inspection of friction stir welds using ultrasonic
What is Friction Welding? Before we break down the different types of friction welding, it is necessary to define...
Automating the evaluation of the grain structure of spherical cast iron castings using ultrasonic measurement
Xác nhận cấu trúc hạt trong vật đúc gang dẻo bằng cách đo tốc độ siêu âm một cách tự động.
Remote product experience with VISCO
We always want to connect with customers and demonstrate products directly at their location...
Video kiểm tra NDT trong công nghiệp sản xuất ô tô
1
/
6
Nortec 600 - Kiểm tra khuyết tật bề mặt trên valve động cơ sử dụng dòng điện xoáy
EPOCH 600 - Kiểm tra mối hàn khuấy phần đầu valve động cơ
EPOCH 600 - Kiểm tra mối hàn khuấy trên thân valve động cơ sử dụng siêu âm.
Các ưu điểm của hệ thống kiểm tra PipeWIZARD Phased Array System
PipeWIZARD sử dụng trong kiểm tra mối hàn CRA Clad Pipeline Girth Welds
Calibration boxes trên phiên bản PipeWIZARD V4
Kiểm tra lập bản đồ ăn mòn với HydroFORM/RexoFORM
Các bộ quét siêu âm Phased Array kiểm tra ăn mòn
Đầu dò kiểm tra ăn mòn siêu âm Phased Array DLA
Đo chiều dày thành chai lọ nhựa, thủy tinh Magna Mike 8600
Giới thiệu phần mềm WeldSight™ cho kiểm tra mối hàn
Kiểm tra không phá hủy trong ngành hàng không
Đảm bảo tuân thủ Code khi sử dụng phương pháp TFM
Kiểm tra không phá hủy trong công nghiệp sản xuất Ô tô
Kiểm tra không phá hủy trong công nghiệp sản xuất Ô tô
1
/
6
Download
Have everything 233 file, size 388.5 MiB with 253,953 lượt tải in the section total.
Show word 201 next 220 in total 233 file.
Thickness gauge
 45MG Huong dan su dung cho kiem tra nhiet do cao.pdf
45MG Huong dan su dung cho kiem tra nhiet do cao.pdf
» 316.0 KiB - 152 hits - 1 November, 2024
Hướng dẫn cài đặt thiết bị 45MG khi kiểm tra ở nhiệt độ cao.
72DL_PLUS_Letter_EN_2022_01_Web.pdf
» 841.3 KiB - 1,088 hits - 8 March, 2022
Thiết bị đo chiều dày siêu âm tần số cao 72DLP
Corrosion_Gaging_with_Dual_Element_Transducers_VN.pdf
» 969.5 KiB - 132 hits - 1 November, 2024
Thiết bị đo chiều dày sử dụng đầu dò biến tử kép.
Huong_dan_su_dung_che_do_E-T-E.pdf
» 1.1 MiB - 165 hits - 1 November, 2024
Hướng dẫn thiết lập chế độ đo Echo-To-Echo trên thiết bị đo chiều dày siêu âm.
So_sanh_tinh_nang_may_do_chieu_day.pdf
» 54.0 KiB - 159 hits - 1 November, 2024
So sánh tính năng các dòng máy đo chiều dày Olympus
THUYT_MINH_K_THUT_U_D_EMAT.pdf
» 824.0 KiB - 147 hits - 1 November, 2024
Các lưu ý khi sử dụng đầu dò EMAT để đo chiều dày vật liệu.
GUL
Ăn mòn bên ngoài ống
» 1.4 MiB - 999 hits - 3 April, 2024
Wavemaker® là một hệ thống NDT tiên tiến có khả năng kích thích các sóng dẫn hướng để tầm soát ăn mòn các đường ống dài từ một vị trí. Trong hầu hết các trường hợp đường ống thẳng, có thể dễ dàng kiểm tra đường ống dài hàng chục mét toàn bộ đường ống.
Ăn mòn bên trong đường ống
» 1.3 MiB - 908 hits - 3 April, 2024
GUL Wavemaker® sử dụng các chế độ sóng dẫn hướng để cung cấp năng lượng kiểm tra toàn bộ thể tích của đường ống. Do đó, đây là phương pháp thử nghiệm không phá hủy lý tưởng để phát hiện sự ăn mòn ngẫu nhiên bên trong, đặc biệt khi không thể tiếp cận được một số đoạn của đường ống.
Ăn mòn dưới các giá đỡ đường ống (CUPS)
» 1.4 MiB - 833 hits - 3 April, 2024
Ăn mòn dưới các giá đỡ đường ống (CUPS) là một trong những nguyên nhân hàng đầu gây hư hỏng đường ống. Trong hầu hết các trường hợp, các giá đỡ là nguyên nhân làm cho việc kiểm tra và bảo trì kém do khó tiếp cận khu vực quan tâm. Nghiên cứu này mô tả một công việc kiểm tra thực tế sử dụng thiết bị Sóng dẫn hướng.
Ăn mòn dưới lớp bảo ôn
» 1.1 MiB - 766 hits - 3 April, 2024
Ăn mòn dưới lớp bảo ôn (CUI) là một dạng ăn mòn cục bộ bên ngoài nghiêm trọng xảy ra trong ống thép carbon và thép hợp kim thấp đã được bọc cách nhiệt. CUI phổ biến trong các nhà máy lọc dầu và nhà máy chế biến thường vận hành thiết bị ở nhiệt độ cao
Ăn mòn pitting dưới lớp bùn cặn
» 1.1 MiB - 830 hits - 3 April, 2024
Các cặn lắng, bùn thường có thể được tìm thấy ở các vị trí dọc theo đường ống. Những cặn lắng này có thể dẫn đến ăn mòn cục bộ tăng tốc được thúc đẩy bởi các cơ chế khác nhau, chẳng hạn như ăn mòn do ảnh hưởng vi sinh vật (MIC).
Cột đèn thép
» 846.8 KiB - 995 hits - 3 April, 2024
Kiểm tra sóng dẫn hướng (GWT) cung cấp giải pháp Kiểm tra không phá hủy (NDT) nhanh chóng, hiệu quả về mặt chi phí để kiểm tra các cột đèn và giao thông, biển báo theo định kỳ, thu thập thông tin ưu tiên sửa chữa và bảo dưỡng để đưa ra quyết định.
Giám sát ăn mòn caisson
» 1.3 MiB - 1,434 hits - 3 April, 2024
Giám sát ăn mòn Caisson có thể được cải thiện nhiều bằng cách sử dụng các cảm biến giám sát được cài đặt cố định bằng sóng dẫn hướng hoặc gPIMS®.
Giám sát ăn mòn đường ống chôn ngầm
» 1.8 MiB - 1,054 hits - 3 April, 2024
Tầm soát ăn mòn đường ống chôn ngầm, có nguy cơ ăn mòn cục bộ để xác minh chính xác liều lượng ức chế ăn mòn.
Hiển thị C-SCAN trong tầm soát ăn mòn
» 1.4 MiB - 982 hits - 3 April, 2024
Nghiên cứu này chứng minh tầm quan trọng của C-Scan khi sử dụng kỹ thuật lấy nét tổng thể để xác định vị trí trục và hướng chu vi của các khuyết tật và đặc điểm đường ống.
Kiểm tra ăn mòn ống xuyên tường
» 1.3 MiB - 1,000 hits - 3 April, 2024
Ống dẫn xuyên tường là một đặc điểm phổ biến trong các cơ sở lưu trữ và các nhà máy dầu và hóa chất. Chúng có thể được sử dụng để kiểm soát sự đổ tràn sản phẩm hoặc dùng để cố định ống.
Kiểm tra ăn mòn đường ống nhiệt độ cao
» 1.6 MiB - 1,253 hits - 3 April, 2024
Có thể sử dụng thiết bị từ GUL kiểm tra các đường ống hoạt động ở nhiệt độ cao tới 350°C (660°F) trong khi đang vận hành bằng cách sử dụng các vòng Nhiệt độ Cao (HT) với Hệ thống tầm soát ăn mòn đường ống Wavemaker®.
Kiểm tra các ống Slug Catcher
» 1.2 MiB - 878 hits - 3 April, 2024
Thiết bị Slug catcher thường được sử dụng trong ngành công nghiệp dầu khí để thu gom Slug ở đầu ra của đường ống vận chuyển khí và chất lỏng đồng hành. Nhìn chung, chúng có đường kính lớn (>48") và rất dễ bị ăn mòn bên trong và bên ngoài.
Kiểm tra Caisson
» 941.6 KiB - 1,010 hits - 3 April, 2024
Kết quả thử nghiệm khả thi cho thấy Kiểm tra sóng dẫn hướng là một công cụ hữu hiệu và hiệu quả để giám sát các giếng chìm trên giàn khoan ngoài khơi, cho phép phân loại các khu vực có vấn đề trước khi chúng gây ra sự cố.
Kiểm tra khuyết tật mối hàn với LRUT
» 1.2 MiB - 1,017 hits - 3 April, 2024
Với các công cụ giải đoán tiên tiến như quét tần số và C-Scan, các mối hàn bị lỗi thường được phát hiện như một phần của quá trình kiểm tra sóng dẫn hướng.