

















Các loại mối hàn phổ biến nhất
Có hơn 30 phương pháp hàn khác nhau với các ứng dụng yêu cầu về độ chịu tải và ứng suất khác nhau. Khuyết tật mối hàn luôn có thể xảy ra và đảm bảo tính toàn vẹn về cấu trúc của mối hàn là bắt buộc đối với các tài sản có giá trị và cơ sở hạ tầng quan trọng như trong lĩnh vực hạt nhân hay các ngành công nghiệp khác.Các loại mối hàn phổ biến nhất bao gồm:- Mối hàn chu vi: hay gặp trong các đường ống dẫn dầu.
- Mối hàn giáp mí: Hai tấm kim loại phẳng được nối với nhau bằng các mối hàn giáp mí có thể có khuyết tật lẫn xỉ, rỗ khí hoặc nứt.
- Mối hàn hợp kim chống ăn mòn (CRA): Phổ biến trong lĩnh vực dầu khí ngoài khơi, đòi hỏi sự chú ý và kỹ thuật đặc biệt khi thực hiện kiểm tra siêu âm (UT).
- Mối hàn đa thành phần kim loại (DMW): dễ bị nứt hay ăn mòn, là kết quả của việc nối các kim loại khác nhau và là một thách thức đối với kiểm tra UT nếu không có thiết bị và quy trình phù hợp.
- Hàn điện trở (ERW): Quy trình hàn ERW bao gồm các mối hàn điểm và mối hàn đường sinh để tạo thành một ống hoàn chỉnh.
- Mối hàn điểm chủ yếu được sử dụng để nối nhiều tấm kim loại lại với nhau bằng cách tác dụng áp lực và nhiệt lên vùng hàn, thường gặp trong lĩnh vực chế tạo ô tô.
- Các đường hàn dọc ống (Long seams weld) thường yêu cầu phương pháp kiểm tra NDT cho toàn bộ vùng hàn.
- Hàn ma sát khuấy hay FSW là kết quả của quá trình ghép nối ở trạng thái rắn để kết hợp hai phôi gia công đối đầu, thường kiểm tra tốt nhất với thiết bị dòng điện xoáy, kiểm tra siêu âm hoặc kết hợp cả hai phương pháp.
Khuyết tật mối hàn
Những sai lệch về hình dạng, kích thước và tổ chức kim loại của kết cấu hàn so với tiêu chuẩn thiết kế và yêu cầu kỹ thuật, làm giảm độ bền và khả năng làm việc của nó, được gọi là những khuyết tật hàn.Các khuyết tật hàn do rất nhiều nguyên nhân gây ra. Nó có liên quan tới các yếu tố như kim loại hàn, chế độ hàn và quy trình công nghệ. Sự tồn tại của những khuyết tật đó sẽ ảnh hưởng trực tiếp đến độ bền của mối hàn cũng như cơ tính của toàn bộ kết cấu. Do đó, người thợ hàn phải chọn quy phạm hàn chính xác và nghiêm chỉnh chấp hành các quy trình hàn.
Nứt (Crack)
Nứt là khuyết tật nguy hiểm nhất trong mối hàn
- Nứt nóng (Hot crack): còn gọi là nứt trong quá trình đông đặc, thường xảy ra trong quá trình hàn hoặc quá trình kết tinh của mối hàn.
- Nứt nguội: Được gọi là vết nứt tự phát, vết nứt nguội thường xảy ra sau khi quá trình đông đặc hoàn tất.
- Nứt hình sao (Crater crack): Thường hình thành ở gần cuối mối hàn, vết nứt hình sao xuất hiện khi không có đủ thể tích để bù sự co ngót của kim loại mối hàn.
- Nứt chân (Toe crack): Cũng là vết nứt nguội, có thể là kết quả của độ ẩm có trong vùng hàn.
- Nứt gốc mối hàn (Root crack): Bắt đầu từ vùng root, những vết nứt dọc này kéo dài vào trong vùng hàn do ứng suất co ngót cao.
- Vết nứt vùng chịu ảnh hưởng nhiệt (HAZ): Các vết nứt HAZ nằm ở khu vực giữa mối hàn và vật liệu cơ bản. Chúng có thể song song với mối hàn hoặc vuông góc với đường hàn.
Thiếu ngấu (Lack of Fusion)
Thiếu ngấu (LoF) là thuật ngữ không đầy đủ của ngấu không hoàn toàn, xảy ra khi có sự liên kết không hoàn toàn giữa vùng hàn và kim loại cơ bản hay với vùng mũ mối hàn và làm suy yếu mối hàn.

Không thấu (Lack of Penetration)
Không thấu (LoP) là khi kim loại hàn không điền đầy cho toàn bộ chiều cao mối hàn. Khiếm khuyết này thường xảy ra do khoảng cách giữa các kim loại cần hàn với nhau qua xa.
Ngậm xỉ (Slag Inclusion)
Là vật liệu phi kim loại ở thể rắn nằm lại trong kim loại hàn hoặc giữa kim loại hàn và vật liệu cơ bản. Xỉ có thể bị kẹt trong quá trình thuốc bọc que hàn hoặc vật liệu bảo vệ chảy ra trong vùng hàn.
Rỗ khí (Porosity)
Là loại lỗ hổng có tính không liên tục được tạo nên bởi khí còn nằm lại trong kim loại mối hàn sau khi quá trình đông đặc kết thúc.

Kiểm tra không phá hủy mối hàn
Khi nói đến kiểm tra không phá hủy (NDT) của mối hàn, chúng ta đề cập đến việc phát hiện các khuyết tật bề mặt và khuyết tật nằm sâu bên dưới mối hàn. Những tiến bộ gần đây trong công nghệ NDT cho phép cải thiện khả năng phát hiện các khuyết tật và định cỡ chính xác hơn. Mỗi kỹ thuật đều có những ưu điểm và hạn chế riêng, nhưng trong hầu hết các trường hợp, chúng có thể bổ sung và kết hợp với nhau để cung cấp cho người vận hành thông tin đầy đủ nhất.Kiểm tra bề mặt mối hàn
外星人 和 非洲经委会 là các phương pháp được ưu tiên sử dụng để kiểm tra khuyết tật bề mặt mối hàn. Vật liệu, các tiêu chuẩn và điều kiện bề mặt cần kiểm tra giúp xác định kỹ thuật sử dụng.Để kiểm tra mối hàn thép cacbon, một công cụ đáng tin cậy là thiết bị MagnaFORM của Olympus. Kỹ thuật bù tín hiệu lift-off tự động trên MagnaFORM giúp đảm bảo độ nhạy với các khuyết tật bề mặt được duy trì ngay cả trên vị trí gồ ghề nhất của mối hàn và các khu vực bị ăn mòn. Là một phương án tốt thay thế cho kiểm tra thẩm thấu chất lỏng và kiểm tra từ tính, dễ dàng phát hiện và định cỡ các vết nứt bề mặt, cho phép kiểm tra mối hàn, vùng mũ mối hàn, vùng chân mối hàn và vùng bị ảnh hưởng nhiệt để tìm các vết nứt dọc và ngang mà không cần loại bỏ lớp sơn phủ. Đối với và các mối hàn kim loại khác, ECA là một kỹ thuật lý tưởng, thích ứng với nhiều biến thể hình học khi sử dụng với đầu dò dẻo.Kiểm tra thể tích mối hàn
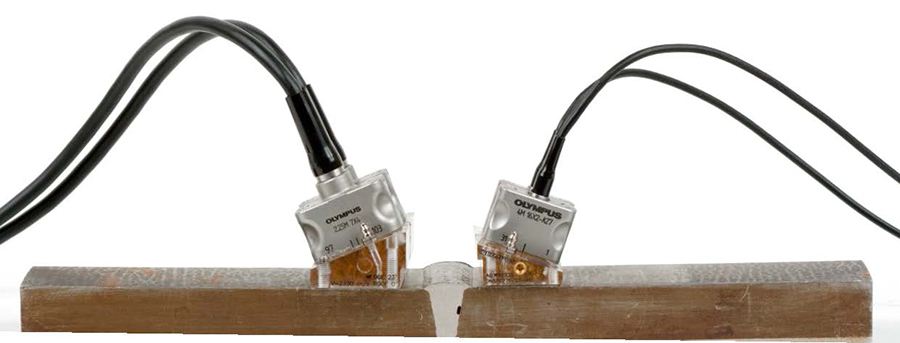
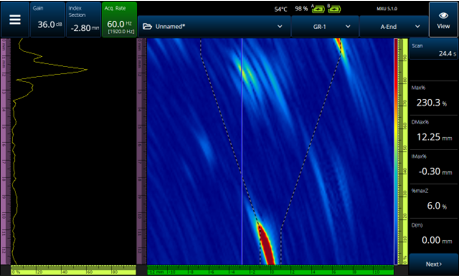
Kiểm tra siêu âm mảng pha (PAUT) kết hợp với Phương pháp lấy nét tổng thể (TFM) tối ưu cho việc kiểm tra thể tích các mối hàn, đôi khi, quá trình kiểm tra có thể kết hợp với Kỹ thuật nhiễu xạ thời gian bay (TOFD).Các thiết bị kiểm tra khuyết tật PAUT di động kết hợp TFM và TOFD như 全能扫描 X3, với giao diện thân thiện giúp người kiểm tra có thể nhanh chóng cài đặt, quét và phân tích dữ liệu. Mối hàn dày và CRA có thể cần các cấu hình máy mạnh hơn.Cả hai phương pháp kiểm tra bề mặt và thể tích bổ sung cho nhau để đánh giá khuyết tật mối hàn hoàn chỉnh. VISCO cung cấp các giải pháp kiểm tra mối hàn để phát hiện nhiều loại khuyết tật trên nhiều loại mối hàn khác nhau.Các thiết bị kiểm tra mối hàn


涡流 (ECT)






调速器/调速器



涡流 (ECT)

无货

涡流 (ECT)
新设计




腐蚀试验

新的

自动化测试系统

检查焊缝

调速器/调速器

超声波换能器(UT)

超声波换能器(UT)


Đầu dò Phased Array (PAUT)

超声波换能器(UT)


测量厚度

测量厚度