
















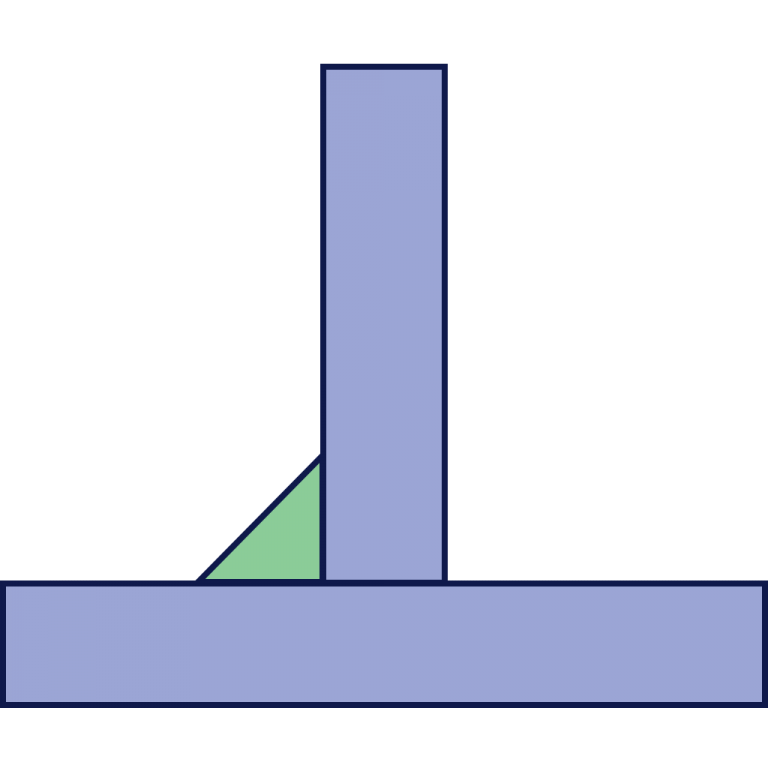
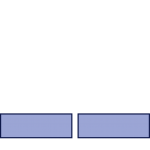
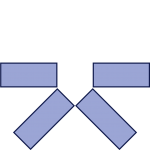
Sự khác biệt giữa mối hàn đối đầu và mối hàn phi lê?
Sự khác biệt chính giữa hai loại mối hàn này là cách đặt phôi. Với mối hàn đối đầu, cả hai phôi được bố trí trên một mặt phẳng, trong khi các mối hàn phi lê (ví dụ như trong mối hàn chữ T), các phôi đặt vuông góc tạo thành mối hàn phi lê.

Các loại mối ghép đường hàn




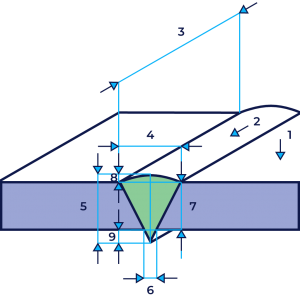
Quy ước về kích thước mối hàn
- Vật liệu cơ bản.
- Kim loại hàn.
- Chiều dài đường hàn.
- Chiều rộng đường hàn.
- Tổng độ dày mối hàn.
- Chiều rộng chân mối hàn.
- Chiều dày vật liệu thực tế.
- Chiều cao mũ mối hàn.
- Chiều cao chân mối hàn.
Các kỹ thuật hàn thông dụng
Hàn là một kỹ thuật phổ biến để kết nối các vật liệu thông qua quá trình nung chảy kim loại hay phi kim, và kiểm tra các mối hàn kết cấu trong kim loại là ứng dụng phổ biến nhất trong các phương pháp phát hiện khuyết tật bằng siêu âm. Hàn có thể được thực hiện bằng một số phương pháp bao gồm điện, ngọn lửa khí và laser, nhưng đối với việc kiểm tra siêu âm thì hình dạng của mối hàn được quan tâm nhiều hơn so với kỹ thuật tạo ra mối hàn. Các mối hàn kết cấu phổ biến thường được sử dụng để nối ống, tấm và cấu trúc kim loại. Hiện nay, có các phương pháp hàn chính sau đây:
- Hàn gió đá (còn gọi là Hàn khí): Hàn gió (Oxy) đá (Acetylen hay gas). Phương pháp này sử dụng các khí trên để gia nhiệt cho chi tiết hàn đạt tới trạng thái nóng chảy và liên kết với nhau.
- Hàn hồ quang điện (Arc welding), gọi tắt là Hàn điện hay Hàn que. Phương pháp này dùng hồ quang điện được tao ra bởi que hàn để làm nóng chảy kim loại hàn và ngay cả que hàn để điền vào vị trí hàn.
- Hàn hồ quang dưới khí bảo vệ T.I.G: Tungsten inert gas. Phương pháp này dùng hồ quang được tạo ra bởi điện cực Tungsten và dùng khí trơ (khí Argon) để bảo vệ mối hàn.
- Hàn hồ quang dưới khí bảo vệ M.I.G: metal inert gas. Thay vì dùng que hàn, người ta dùng 01 cuộn dây kim loại làm điện cực hàn. Điện cực này là dạng điện cực nóng chảy được cung cấp một cách liên tục nhưng vẫn được người thợ hàn điều khiển nên còn gọi là hàn bán tự động. Trong phương pháp này, người ta dùng khí hoạt tính (CO2) hay khí trơ (Argon) để làm khí bảo vệ mối hàn.
- Hàn Plasma, đây là một dạng biến thể của hàn hồ quang [1-8].
- Hàn Laser là công nghệ hàn cao cấp sử dụng năng lượng của các nguồn laser.
- Hàn tia điện tử.
- Các quá trình hàn đặc biệt khác: hàn nổ, hàn TIG điện cực nén, hàn ma sát, hàn đảo trộn, hàn nấu.
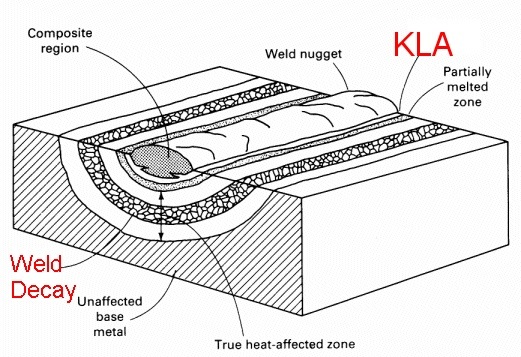
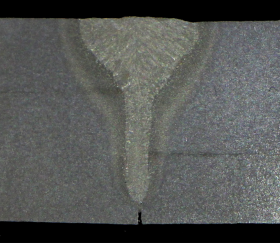
Cấu trúc vật liệu vùng mối hàn
Sau khi hàn, kim loại lỏng trong bề hàn kết tinh để tạo thành mối hàn. Vùng kim loại xung quanh mối hàn do bị ảnh hưởng của nhiệt nên có sự thay đổi về tổ chức và tính chất. Vùng đó gọi là vùng ảnh hưởng nhiệt. Nghiên cứu tổ chức mối hàn của thép cacbon thấp thấy chúng có các phần riêng với tổ chức khác nhau.
Vùng mối hàn
Trong vùng mối hàn kim loại nóng chảy hoàn toàn, khi kết tinh có tổ chức tương tự như tổ chức thỏi đúc. Thành phần và tổ chức kim loại mối hàn khác với kim loại cơ bản và kim loại điện cực.
Vùng ngoài cùng
Ở vùng này do tản nhiệt nhanh nên kim loại lỏng trong vũng hàn kết tinh với tốc độ nguội lớn như vùng ngoài cùng. Các tinh thể kết tinh theo phương tản nhiệt nhưng có chiều ngược lại. Do tốc độ nguội tương đối chậm nên sau khi kết tinh nhận được các hạt tinh thể dài có trục vuông góc với mặt tản nhiệt.
Vùng trung tâm
Kim loại lỏng ở vùng trung tâm kết tinh với tốc độ nguội chậm và trong vùng này kim loại lỏng có nhiệt độ hầu như giống nhau, do vậy chúng kết tinh gần như đồng thời và hướng tỏa nhiệt theo các phương đều như nhau. Sau khi kết tinh nhận được tổ chức kim loại gồm các hạt đều trục. Trong vùng trung tâm có thể còn có các tạp chất phi kim loại – xỉ.
Tùy thuộc vào tốc độ nguội mà trong tổ chức của kim loại mối hàn có thể có hoặc không có vùng trung gian hoặc vùng trung tâm:
- Nếu tốc độ nguội lớn thì các tinh thể hạt dài có thể phát triển sâu vào trung tâm bể hàn, khi đó kim loại mối hàn chỉ có 2 vùng : vùng ngoài cùng với các hạt tinh thể nhỏ mịn và vùng trung gian với các hạt tinh thể dài.
- Nếu tốc độ nguội rất chậm thì vùng tinh thể hạt dài (vùng trung gian) có thể không có.
- Vùng kết tinh lại: Là vùng có nhiệt độ nung nóng 500 – 720°C. Trong vùng này tổ chức kim loại không thay đổi, các hạt vẫn giữ nguyên được hình dáng, kích thước ban đầu.
- Vùng giòn xanh: Là vùng chịu tác dụng nhiệt dưới 500°C, vùng này tổ chức kim loại không thay đổi nhưng do ảnh hưởng của nhiệt hàn nên thường tồn tại một trạng thái ứng suất dư, độ dẻo và độ dai va đập giảm, độ bền tăng vì nó là vùng chuyển tiếp từ vùng ứng suất nhiệt tác dụng sang vùng phản kháng.
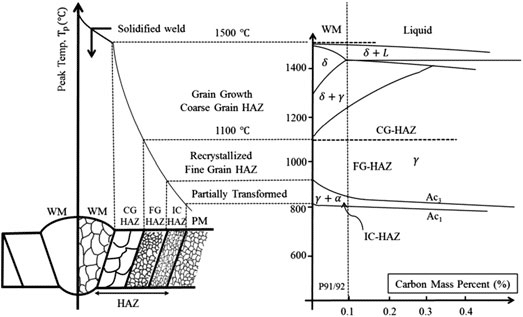
Vùng ảnh hưởng nhiệt của mối hàn
Phần kim loại cơ bản nằm cạnh mối hàn dọc theo trục đường hàn không thay đổi về thành phần hóa học nhưng do bị nung nóng mạnh nên tổ chức và kích thước độ hạt thay đổi. Phần kim loại này gọi là vùng ảnh hưởng nhiệt.
Vùng ảnh hưởng nhiệt có kích thước phụ thuộc vào phương pháp hàn, chế độ hàn, thành phần hóa học cũng như tính chất lý nhiệt của kim loại cơ bản. Có thể chia ra thành các phần sau đây:
- Vùng viền chảy: có kích thước rất bé là vùng giáp ranh giữa vùng hàn và kim loại cơ bản, kim loại ở đây được nung nóng đến nhiệt độ xấp xỉ nhiệt độ nóng chảy của kim loại cơ bản và nằm trong trạng thái rắn lỏng lẫn lộn. Kích thước hạt kim loại sau khi hàn khá mịn và có cơ tính rất cao.
- Vùng quá nhiệt: Là vùng kim loại cơ bản bị nung nóng từ 1100°C đến xấp xỉ nhiệt độ nóng chảy. Ở đây thường xảy ra quá trình kết tinh lại ( biến đổi thù hình). Do hiện tượng quá nhiệt nên hạt tịnh thể có kích thước lớn, độ dai va đập và độ dẻo thấp, dễ nứt nóng và nứt nguội. Vùng này là vùng yếu nhất của liên kết hàn.
- Vùng thường hóa: Là khu vực kim loại bị nung nóng từ nhiệt độ 900 ÷1100°C. Ở đây tổ chức kim loại có độ hạt nhỏ nhất. Vùng này kim loại có độ bền và độ dẻo cao nhất
- Vùng kết tinh lại không hoàn toàn: Vùng kim loại bị nung nóng trong khoảng nhiệt độ 720 ÷ 900°C. Ở đây một phần kim loại bị thay đổi tổ chức nên nó được gọi là vùng kết tinh lại không hoàn toàn. Bên cạnh những hạt kim loại có kích thước lớn thì có một số hạt nhỏ. Trong vùng này nhiệt độ nung nóng chưa đủ để thay đổi toàn bộ các hạt vì thế cơ tính của vùng này kém hơn.
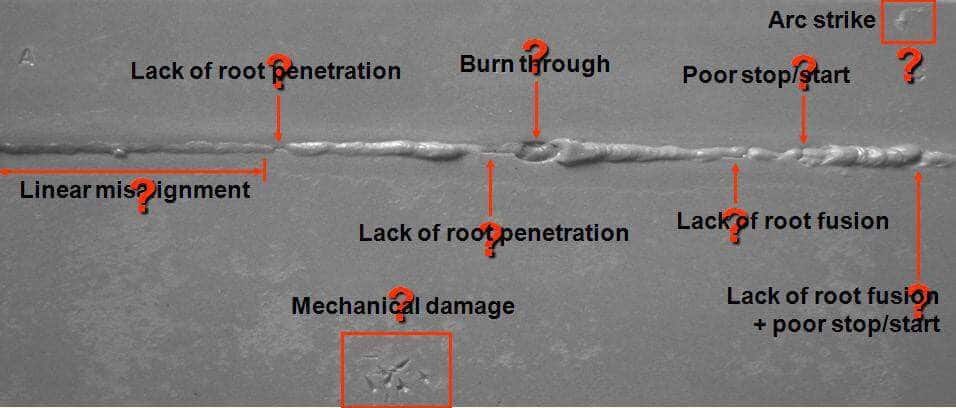
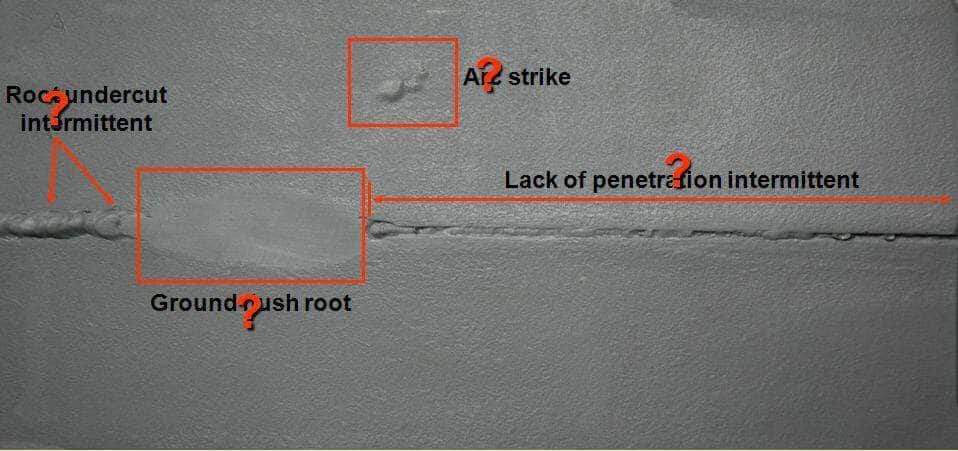
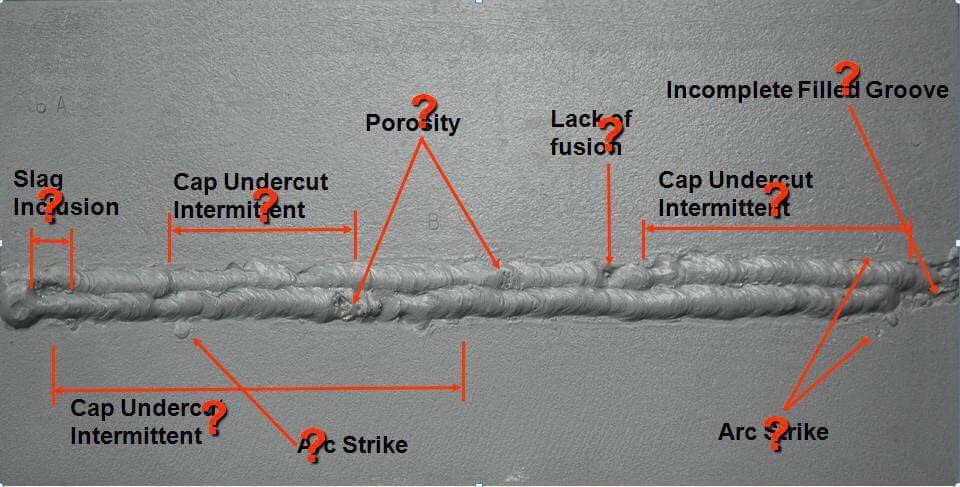
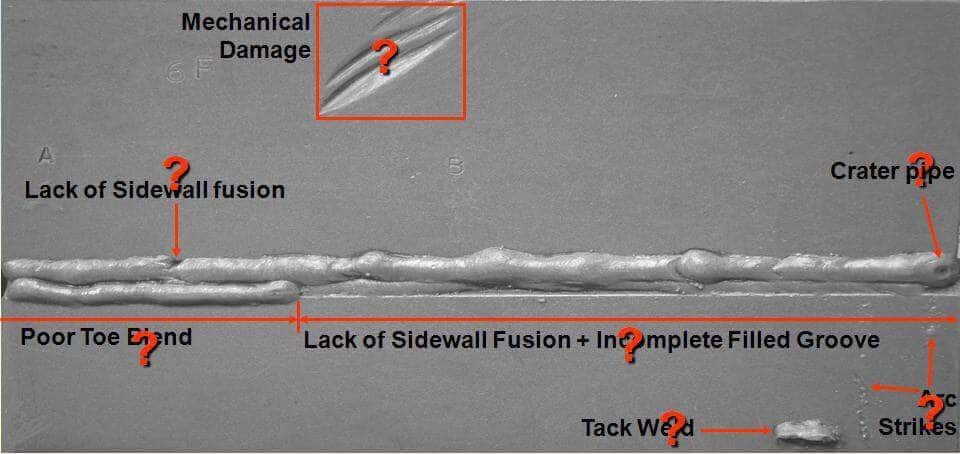
Khuyết tật mối hàn
Những sai lệch về hình dạng, kích thước và tổ chức kim loại của kết cấu hàn so với tiêu chuẩn thiết kế và yêu cầu kỹ thuật, làm giảm độ bền và khả năng làm việc của nó, được gọi là những khuyết tật hàn.
Các khuyết tật hàn do rất nhiều nguyên nhân gây ra. Nó có liên quan tới các yếu tố như kim loại hàn, chế độ hàn và quy trình công nghệ. Sự tồn tại của những khuyết tật đó sẽ ảnh hưởng trực tiếp đến độ bền của mối hàn cũng như cơ tính của toàn bộ kết cấu. Do đó, người thợ hàn phải chọn quy phạm hàn chính xác và nghiêm chỉnh chấp hành các quy trình hàn.
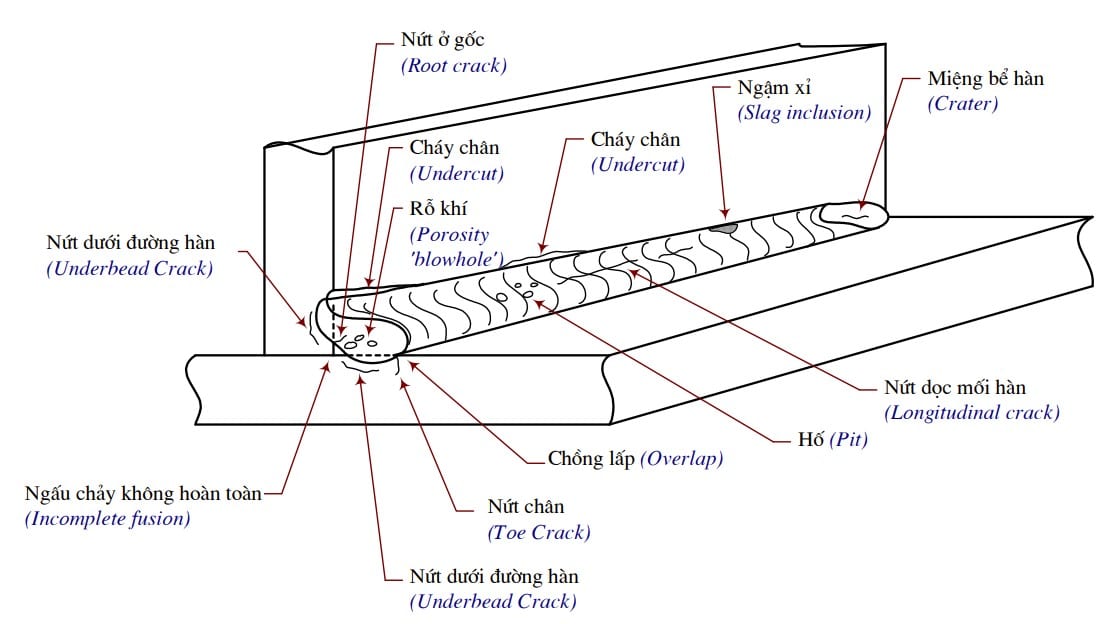
Các khuyết tật bên trong mối hàn
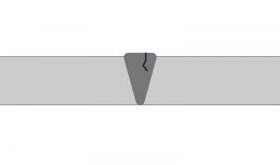
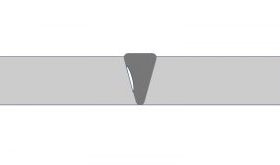
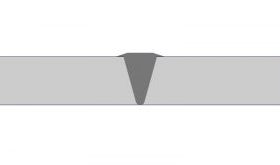
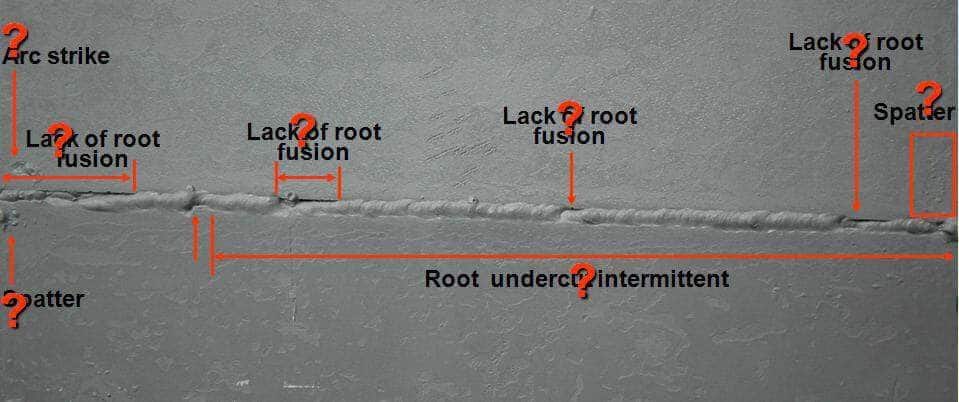
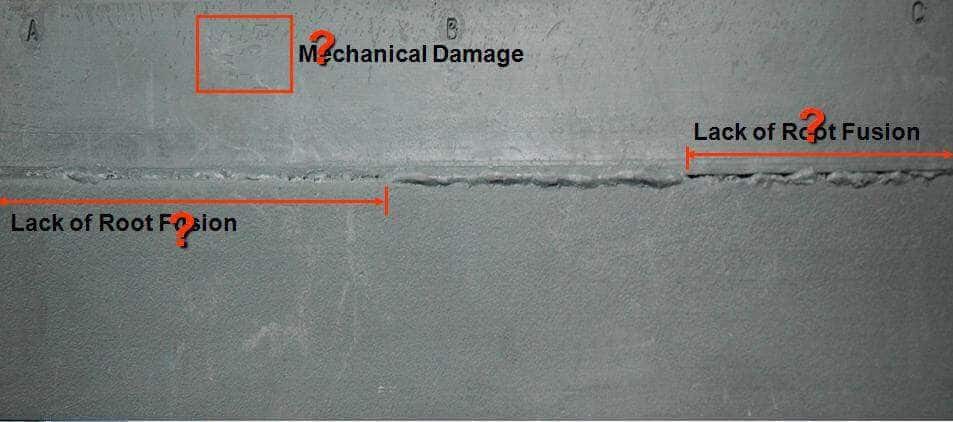
Không thấu chân (LOP)
Không thấu chân xảy ra khi phần dưới của vùng hàn không chạm tới chân của mối nối để hàn bề mặt đối diện của chi tiết. Để khắc phục bất liên tục này, có thể tăng dòng điện, giảm tốc độ hàn hoặc thay đổi hình dạng của mép mối hàn.
破解
Nứt có thể xuất hiện trên bề mặt mối hàn, trong mối hàn và vùng ảnh hưởng nhiệt của mối hàn. Vết nứt có thể xuất hiện ở các nhiệt độ khác nhau:
- Nứt nóng: Xuất hiện trong quá trình kết tinh của liên kết hàn khi nhiệt độ còn khá cao, trên 1000C.
- Nứt nguội: Xuất hiện sau khi kết thúc quá trình hàn và ở nhiệt độ dưới 10000C, nứt nguội có thể xuất hiện sau vài giờ hoặc sau vài ngày.
Vết nứt có các kích thước khác nhau, có thể là nứt tế vi hay nứt thô đại. Các vết nứt thô có thể gây phá huỷ kết cấu ngay khi làm việc. Các vết nứt tế vi, trong quá trình làm việc của kết cấu sẽ phát triển rộng dần ra tạo thành các vết nứt thô đại
Có thể phát hiện các vết nứt bằng mắt thường hoặc với kính lúp đối với các vết nứt thô đại và nằm ở bề mặt của liên kết hàn. Đối với các vết nứt tế vi và nằm bên trong mối hàn chỉ có thể phát hiện được khi dùng các phương pháp kiểm tra như 超音速, kiểm tra từ tính, chụp X quang, v.v…
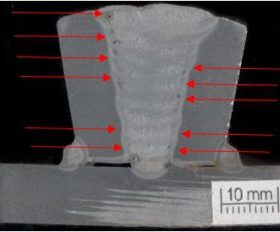
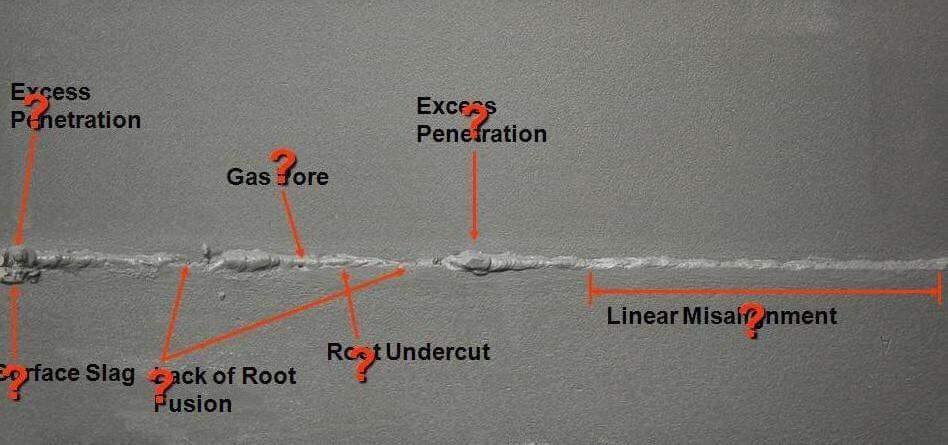
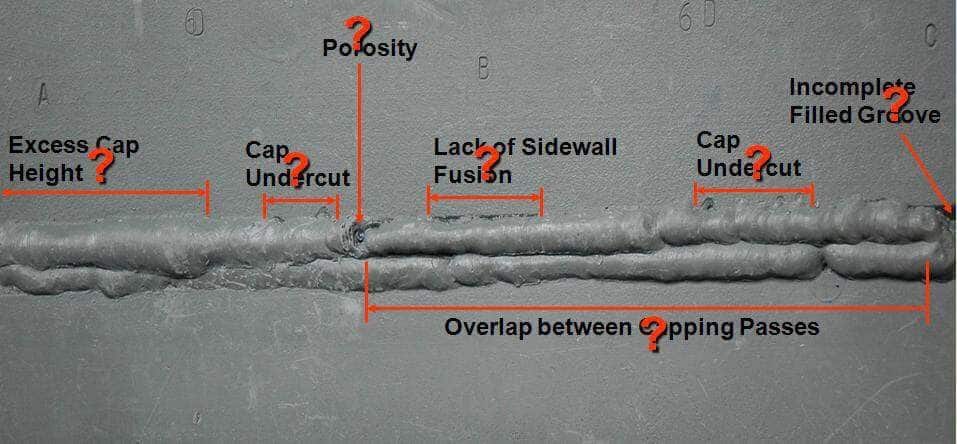
Rỗ khí
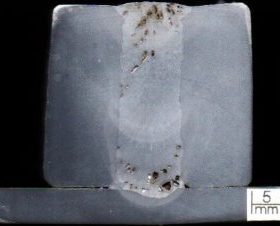
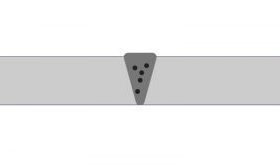
Khuyết tật rỗ khí sinh ra do hiện tượng khí trong kim loại mối hàn không kịp thoát ra ngoài khi kim loại mối hàn đông đặc. Rỗ khí có thể nằm ở phần ranh giới giữa kim loại cơ bản và kim loại đắp và có thể sinh ra ở bên trong hoặc trên bề mặt mối hàn, có thể tập trung hoặc nằm rời rạc trong mối hàn.
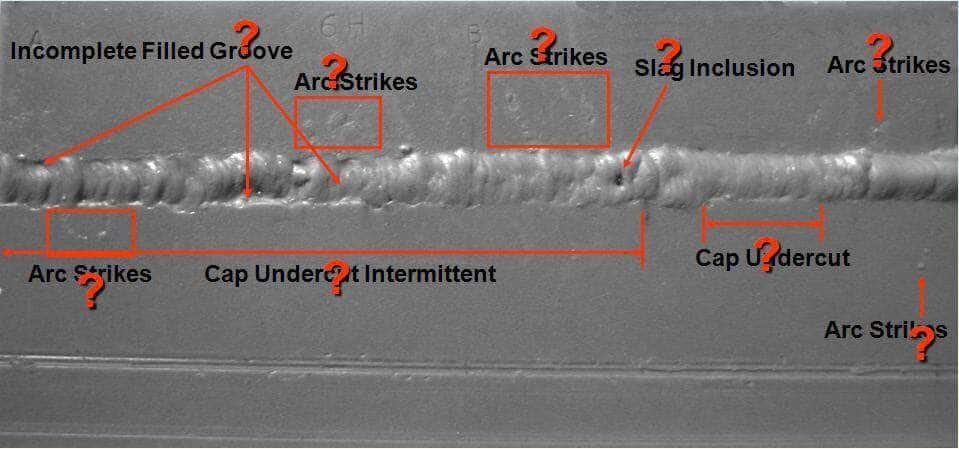
Lẫn xỉ (kẹt xỉ)
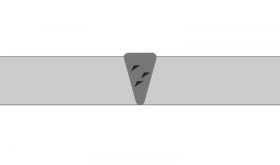
Lẫn xỉ là loại khuyết tật dễ xuất hiện trong mối hàn. Xỉ hàn và tạp chất có thể tồn tại trong mối hàn, cũng có thể nằm trên bề mặt mối hàn, chỗ giáp ranh giữa kim loại mối hàn và phàn kim loại cơ bản. Lẫn xỉ ảnh hưởng đến độ bền, độ dai va đập và tính dẻo của kim loại mối hàn, giảm khả năng làm việc của kết cấu dưới tác dụng của tải trọng động.
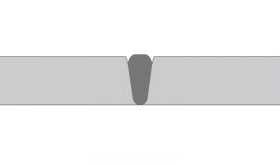
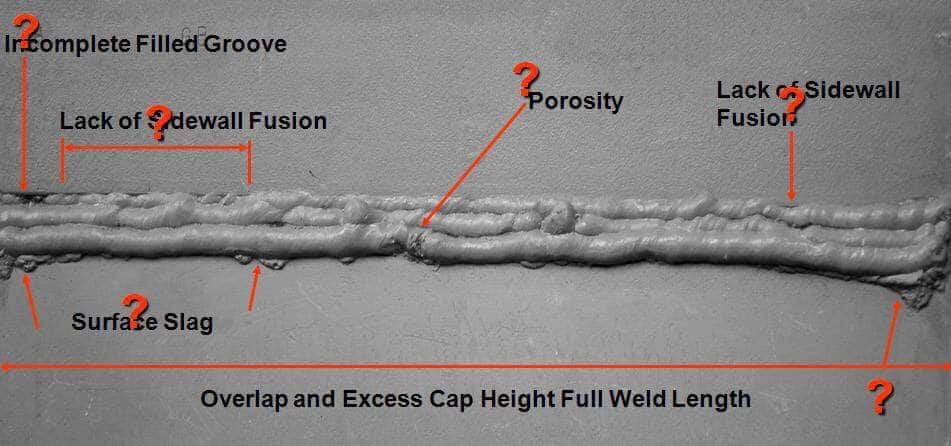
Không ngấu (LOF)
Hàn không ngấu sinh ra ở góc mối hàn, mép hàn hoặc giữa các lớp mối hàn. Hàn không ngấu là khuyết tật nghiêm trọng trong liên kết hàn, nó có thể dẫn đến nứt. Phần lớn kết cấu bị phá huỷ đều do hàn không ngấu.
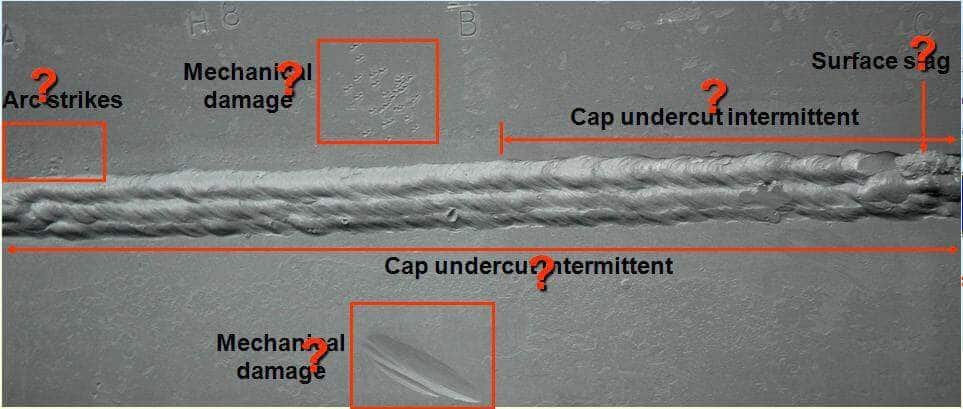
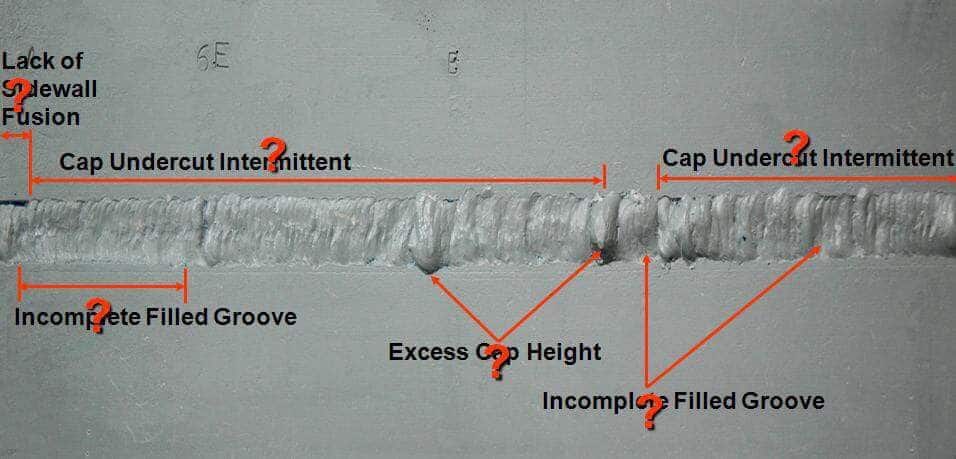
Cháy chân (Undercut)
Cháy chân hay lõm chân là phần bị lẹm (lõm, khuyết) thành rãnh dọc theo ranh giới giữa kim loại cơ bản và kim loại đắp. Cháy chân làm giảm tiết diện làm việc của mối hàn, tạo sự tập trung ứng suất cao và có thể dẫn đến sự phá huỷ của kết cấu trong quá trình sử dụng.
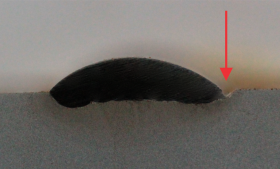
Chảy loang (Overlap)
Chảy loang là hiện tượng kim loại lỏng chảy loang trên bề mặt của liên kết hàn (bề mặt kim loại cơ bản – vùng không nóng chảy). Chảy loang tạo ra sự tập trung ứng suất, làm sai lệch hình dạng của liên kết hàn.
Bắn tóe (Spatter)


Sự bắn tung tóe xảy ra với các giọt hàn nóng chảy bắn ra khỏi vùng mối hàn. Để điều chỉnh dạng khuyết tật này, có thể giảm dòng điện và kiểm soát sự không ổn định trong quá trình truyền năng lượng tới kim loại hàn.






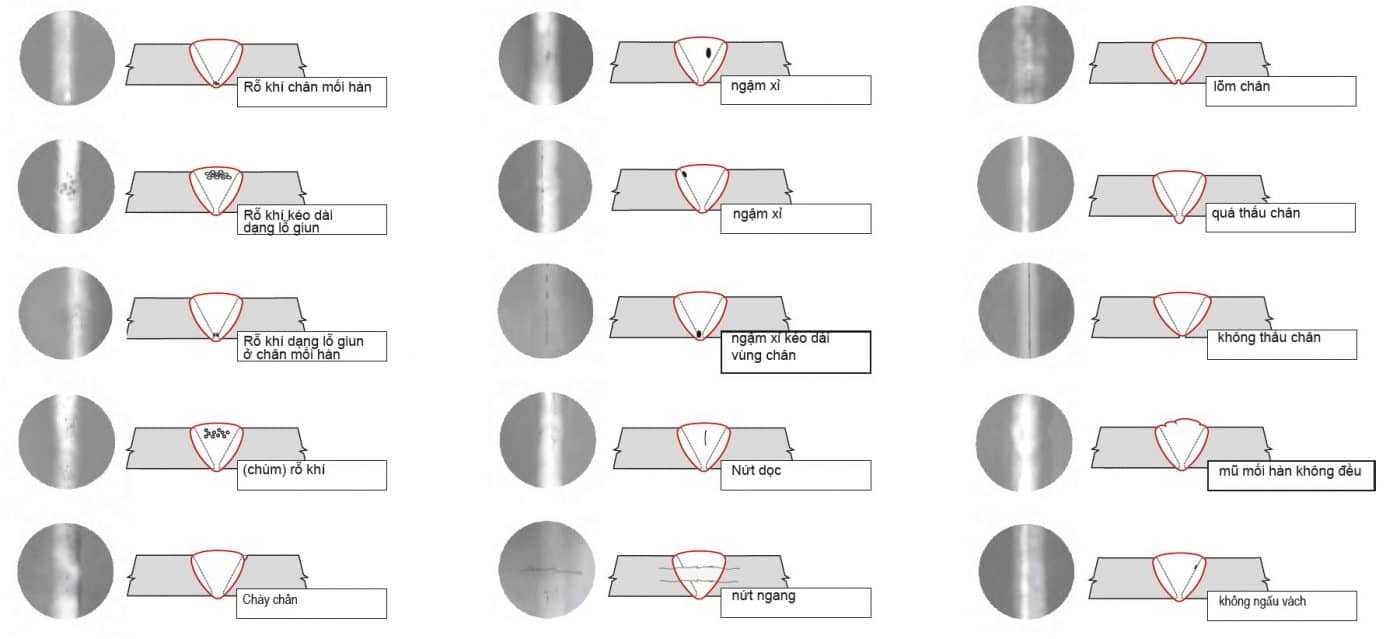
Giải đoán khuyết tật khi kiểm tra siêu âm (UT)
Giải đoán các dạng sóng siêu âm luôn đòi hỏi người kiểm tra được đào tạo và tích lũy kinh nghiệm phù hợp. Kỹ thuật viên được đào tạo có thể sử dụng các đặc điểm xung tín hiệu phản hồi để xác định hình dạng và vị trí của một khiếm khuyết. Nội dung của bài này cung cấp một cái nhìn tổng quan đơn giản nhất về một số chỉ thị thường gặp. Lưu ý rằng các ví dụ này chỉ nhằm mục đích trình bày khái niệm và không nhằm thay thế cho việc đào tạo chuyên sâu hơn.
Tham khảo thêm bài viết chi tiết cách giải đoán tín hiệu kiểm tra siêu âm mối hàn.
Tìm hiểu thêm về các phương pháp kiểm tra mối hàn tại đây.