


















圧力タンク

NBIC
National Commissioning Inspection Code (NBIC) では、圧力容器を タンクの残りの寿命の 1/2 または 10 年ごとのいずれか短い方でチェックします。.
圧力タンク
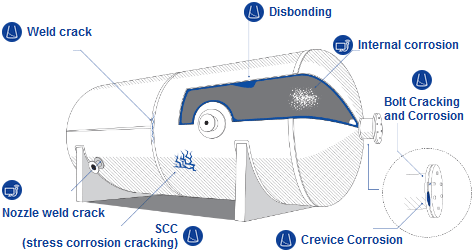
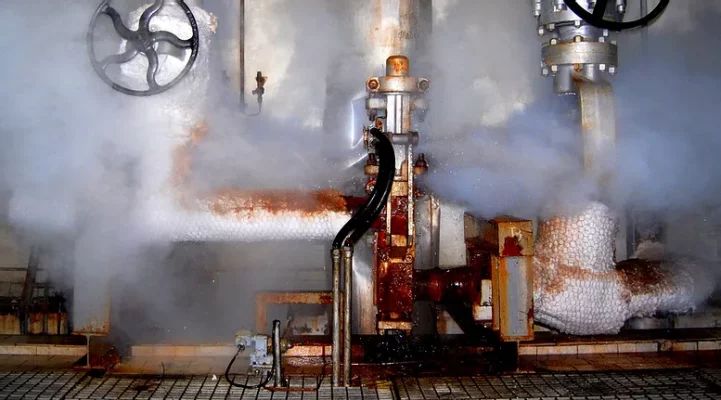
圧力容器は、大気圧とは大幅に異なる圧力で液体または気体を保持する容器です。圧力容器は、世界中の産業施設で見られます。圧力容器の主な用途には、ボイラー、エンジン シリンダー、化学製品または石油製品の貯蔵タンクが含まれます。
圧力容器は非常に有用であり、今後も広く使用される可能性がありますが、多くの問題を引き起こす可能性があります。圧力容器内の圧力と外部の圧力との差は、潜在的に危険な状況を引き起こします。蓄圧器は長い間危険であると考えられており、人命や財産の損失につながる事故を引き起こしてきました。したがって、圧力容器の建設と使用は技術機関によって規制されており、これらの機関は政府の法律によってサポートされています。
これらの規格には、試験の必要性も明記されており、圧力容器の試験手順に関する指示が含まれています。圧力容器の検査は、予期せぬダウンタイム、機器の損傷、および労働者の負傷につながる可能性のある事故を回避しようとするすべての人にとって、要件でありガイドでもあります。
圧力タンクの分類
圧力容器は、最終用途に基づいて設計が異なりますが、外観はすべて似ており、同じ基本コンポーネントで構成されている傾向があります。圧力容器は通常、円形または球形です。これは、これらの形状が集中応力を回避するのに役立つためです。
一般的なアクセサリ セクションには、圧力計、フュージョン プラグ、差圧スイッチがあり、圧力が低下すると圧縮機が作動し、圧力が最大になると停止します。ほとんどの圧力容器は、クリーニングと検査を容易にするために、技術的なアクセス穴、換気穴、または覗き穴も設計されています。
形状に加えて、圧力容器はさまざまな機能も果たします。圧力容器を分類する基本的な方法は、それらを 2 つのカテゴリに分類することです。火と接触する圧力容器の良い例はボイラーです。非火炎圧力容器は、蒸気発生器や裸火のものに接続してはなりません。
アキュムレータはいくつかの異なるカテゴリに分類できます。いくつかの例外はありますが、最も一般的な圧力容器は、リザーバー、熱交換器、プロセス容器の 3 つのカテゴリに分類されます。
圧力タンクの製造基準
- 圧力容器の構造に関する規格
- ASME BPVC セクション VIII- ディビジョン 1 (パート UG)
- 材料の選択 – セクション II (パート A – 鉄、パート B – 非鉄、パート D – プロパティ)
- 溶接材料の選択– セクション II (パート C)
- 材料の厚さ、シェルとチューブの設計に基づいて計算されます
- 圧力、設計温度、シェル半径と溶接ジョイント効率、
- 溶接ジョイント効率 – 選択 (ASME Sec VII、Div 1、表 UW-12 による)



圧力タンクの確認
ボイラーと圧力容器の非破壊検査は、機器の完全性の検査であり、通常は OSHA、API、ASME、またはベトナムの労働傷病兵社会問題省 (国家基準) によって承認されています。決定番号 64/2008/QD-BLDTBXH (2008 年 11 月 27 日付) およびその他の規制機関は、安全で信頼性の高い機器を保証する必要があります。圧力容器の所有者は、必要な基準を満たすための手順を概説した検査/修理計画を作成、文書化、および実施する必要があります。このような計画では通常、テスターが定期的な検査を実行し、テスト結果を提供し、故障/欠陥を文書化する必要があります。
すべての圧力容器のメーカーとユーザーが心に留めておくべき 2 つの基準があります。
- ASME セクション VIII: 設計、製造、検査および試験を含む燃焼および非加熱圧力容器の要件、および圧力容器の認定要件。
- アピ 510: 米国石油協会の圧力タンク テスト コードです。この規格は、圧力容器および減圧装置の検査、修理、改造およびその他の作業の実施方法を規定しています。
National Commissions Inspection Code (NBIC) では、残りの容器寿命の 1/2 または 10 年のいずれか短い方で、圧力容器を試験する必要があります。残りの耐用年数が 4 年未満の場合は常に、機器の状態と定期試験データに照らして評価された腐食率に基づいて、テスターによって検査間隔が設定されます。
VISCO が提供する NDT ソリューションは、プロセス機器とタンクの包括的な検査を提供するだけでなく、予防措置、故障状態、寿命評価、および腐食評価を行うための業界形式の情報を提供します。
新しく製造された圧力容器をチェックしてください
- 溶接工程をチェック
- 溶接士の資格歴を確認する
- 材料検査レポートの確認
- 溶接後熱処理実技試験
- 空気圧または油圧試験
- 非破壊検査
使用圧力タンク試験(ISI)
- 外部チェック: 5 年ごとまたはそれ以前に肉眼で確認します。
- 内部評価、オンライン測定、厚さゲージ。
- 圧力解放装置は、 アピ 576
- 経験が文書化されていない限り、および/または 打点 評価 より長い期間が許容されることを示します
- 典型的なプロセス サービスにおける圧力解放装置の試験および検査間隔は、以下を超えてはなりません。
- 一般的なサービスについては 5 年、および
- きれいな (汚れのない) 非腐食性のサービスについては 10 年間。
圧力タンクの NDT 検査
- 熱交換器定格チェック ECT、ECA、NFT、RFT、MLF、IRIS、ARP、RVI を使用。
- 超音波厚さ試験と 腐食マッピング.
- 内視鏡 ジョイントとパイプ。
- MT、PT、ECA 腐食評価試験 と SCCを割る.

圧力容器の所有者は、安全に使用する義務があります。これには、効果的な検査および保守プログラムが必要です。所有者は、関連する要件を満たすために、圧力容器試験システムと試験手順を開発、文書化、実装、実装、および評価する責任があります。これらのシステムと手順には通常、次のものが含まれます。
- 査察の組織と報告体制
- テストおよび品質保証手順を維持するための文書化と手順
- テスト結果の文書化とレポート
- 検査および試験結果に対する是正処置
- 品質保証検査マニュアルの遵守に関する内部監査
- 図面、設計計算、および修理と改造の仕様を確認して承認します。
現場での目視検査と RVI の使用、および非破壊検査 (NDT) を使用して、圧力構造のコンプライアンスとサービスの適合性を証明します。 VISCO が提供する多様で顧客中心のソリューションは、プラント機器の構造上の欠陥を検出するために使用され、所有者とオペレーターに効率的で安全な運用に不可欠なデータを提供します。
圧力機器の検査には、タンクの本体と上部、重要な部品または腐食の可能性のある領域の検査が含まれます。目視検査は一般的に受け入れられていますが、多くの場合、機器をシャットダウンする必要があり、生産性に影響を与えます。目視検査は、外部断熱材の状態、許容膨張範囲、およびサポート上の圧力装置の位置を決定するためにも使用されます。漏れの兆候を調査して、問題の原因を特定する必要があります。

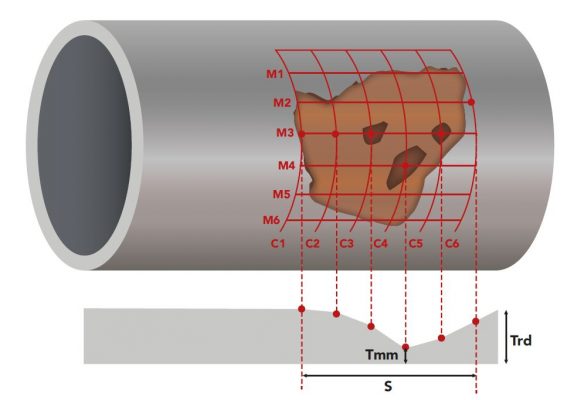
超音波厚さ測定




超音波腐食厚さ試験 などのデバイスを使用します。 38DLP 良い エポック650 データを 1D または 2D グリッド形式で保存して、タンクとタンク壁の内部状態と残りの厚さを決定する機能を備えています。厚さ測定値は、超音波検査の専門知識を持つ検査員によって、圧力装置の動作中または停止中にグリッド データに収集されます。技術とデータ処理およびレポート機能の進歩により、スキャンヘッドが試験面を横切って移動するときに厚さデータを取得できる機器がますます使用されるようになっています。テスト結果は、現場で表示したり、後で分析するために保存したりできます。
- セットアップと検出は、 腐食評価および試験用の専用プローブ.
- タンク壁の残りの厚さを測定します。
- コンパクトな超音波装置でタンクの上部に登る.
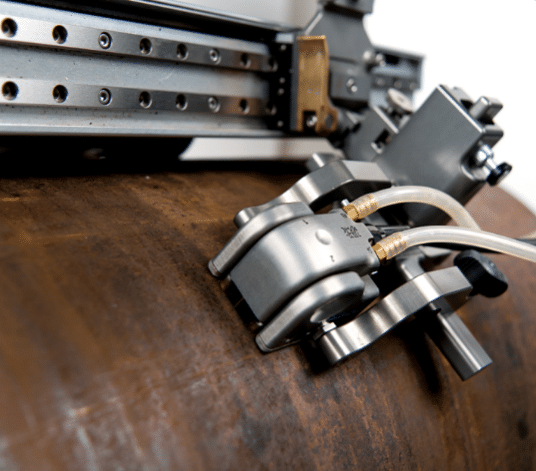
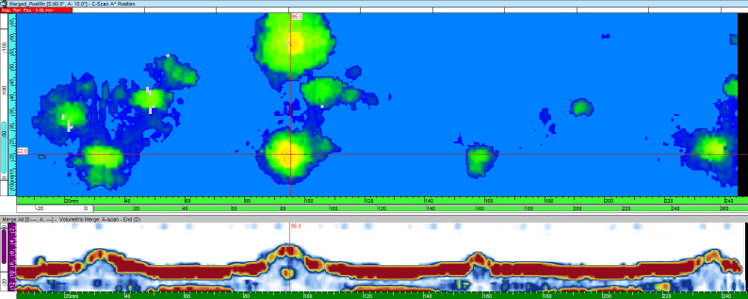
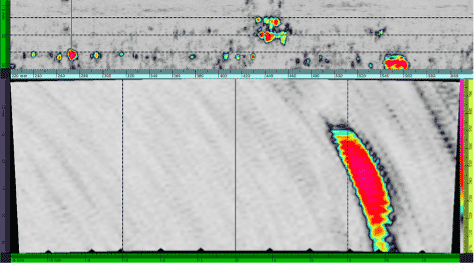
腐食マッピング
超音波腐食マッピング 圧力容器を検査する際に一般的に使用される方法です。 Ultrasonic Erosion Mapping は、位置コード化された半自動スキャナーを使用して、検査された表面の詳細な C-スキャン画像を所有者に提供します。 ChainSCANNER または MapSCANNER と腐食検査フェーズド アレイ プローブの組み合わせは、円周スキャン用の高速超音波マッピング オプションを提供します。
MapROVER や SteerROVER などの機器は、半自動スキャナーを使用して届きにくい場所の腐食をマッピングするように設計されています。さらに、スタンドアロンの手動ソリューションとして使用される DLA プローブは、優れた表面解像度を提供し、高温で使用できます。
完全な専用スキャナーは、FlexoFORM スキャナーと柔軟な PAUT プローブで解決できるエルボー ベンドの多い小さなパイプとチューブの腐食マッピングの問題を解決します。
プローブ/スキャナを OmniScan SX や OmniScan X3 などのフェーズド アレイ デバイスに接続するだけで、データ収集機能が組み込まれた半自動フェーズド アレイ侵食マッピング システムを作成できます。


フェーズアレイ渦電流



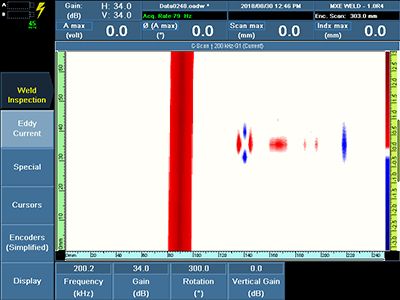
何十年もの間、浸透探傷試験 (PT) は、ステンレス鋼の圧力容器の表面を試験するために使用される一般的な方法でした。現在、技術 フェーズアレイ渦電流 (ECA) は、このチェックをより高速で信頼性の高いものにすることができます。
ステンレス製圧力容器の表面検査には、溶接キャップの形状や表面コーティングなど、多くの課題があります。試験液 マグナフォーム™ ECA を使用すると、これらの課題を多くの利点で克服できます。
- リフトオフ補正技術
- 粗い表面でも機能する耐久性のある設計。
- 感度は、最大 3 mm のペイント スルー検査プローブを使用して、1.6 mm (0.06 インチ) の小さな欠陥を検出できます。
- 塗料を除去する必要はありません。
- 信号は、従来の PT 法と同様に簡単に解釈できます。
- 圧力タンクで一般的に見られる 304 および 316 鋼の溶接部の両側に検査を取り付けます。
資力
Phương pháp tiếp cận khi đánh giá ăn mòn dưới lớp cách nhiệt (CUI) của hệ thống đường ống
Tham khảo thêm: Kiểm tra ăn mòn dưới lớp bảo ôn Một phương pháp tiếp cận từng bước trong quá trình kiểm...

溶接部検査におけるレントゲンに代わる自動超音波検査法の適用
Tham khảo thêm: Siêu âm Phased Array sử dụng thay thế chụp ảnh phóng xạ Tóm tắt nội dung Bài viết này...

Câu hỏi thường gặp về quét kiểm tra ăn mòn sử dụng SRUT (GUL)
QSR1 ® là máy quét dễ sử dụng chuyên dụng để đo định lượng độ dày thành còn lại của các vị...

塗装層を飛ばす超音波膜厚測定技術
Ứng dụng: Đo chính xác độ dày thành còn lại của ống kim loại, bể chứa, dầm, vỏ tàu và các cấu...
Kỹ thuật hình ảnh kết hợp pha PCI là gì và 5 ưu điểm của PCI
ソフトウェア MXU 5.10 のリリースにより、OmniScan™ X3 64 欠陥超音波装置は...
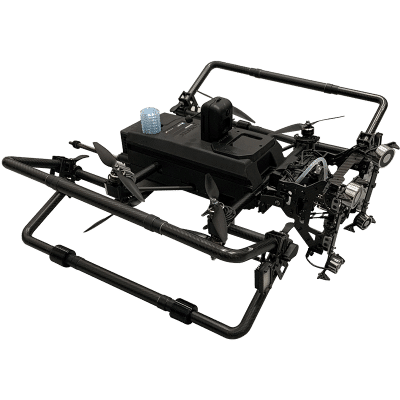
UT Drone: Kỷ nguyên mới của việc kiểm tra siêu âm trên cao
Trong những năm gần đây, việc tích hợp rô bốt trên không (máy bay không người lái) với máy đo độ dày...

Thử nghiệm: Phân tích dầu nhiên liệu sử dụng XRF cầm tay
Dầu nhiên liệu cần được giám sát cẩn thận Thử nghiệm tại chỗ dầu nhiên liệu đã trở thành một nhiệm vụ...

150°C の超音波検査で使用するウェッジ フェーズド アレイ
Giới thiệu Thực hiện kiểm tra siêu âm mảng điều pha Phased Array trên các bộ phận và thành phần nhiệt độ...
機器適格性評価 (FFS)
Đánh giá FFS là gì? Đánh giá FFS (Fitness-for-service) đối với các thiết bị được định nghĩa trong API 579-1/ASME FFS-1. Fitness-for...

Một ngày làm việc của nhân viên kiểm tra NDT ngoài giàn khoan cùng bộ quét ăn mòn HydroFORM™
Tại Bilfinger UK có trụ sở tại Esbjerg, Đan Mạch, Raphael Mokri là một Kỹ sư dự án NDT. Văn phòng có...

Kiểm tra phát xạ âm trong phát hiện và giám sát ăn mòn dưới lớp bảo ôn
Ăn mòn và rò rỉ dưới lớp bảo ôn Ăn mòn dưới lớp bảo ôn (CUI) là một dạng ăn mòn cục...

Kiểm tra phát xạ âm của các bồn chứa hình cầu
Bình chịu áp lực hình cầu được sản xuất theo Bộ luật về bình chịu áp lực và nồi hơi của Hiệp...

Kỹ thuật Kiểm tra phát xạ âm – Acoustic Emission Testing
Giới thiệu về kỹ thuật kiểm tra phát xạ âm – AET Phát xạ âm (AE) đề cập đến việc sóng đàn...


A to Z の XRF および XRD 分析アプリケーション
XRF や XRD などのポータブル X 線分析技術を使用して、...

A26 Dual Linear Array™ (DLA) プローブを使用して、95 mm (3.74 インチ) のマルチコンポーネント溶接を検査します。
はじめに 石油およびガス、石油化学、発電部門では、肉厚のコンポーネントが一般的に使用されています...
圧力機器の FFS 評価を実行する
奉仕の適性 (FFS) 評価は、どの程度うまく機能しているかを判断するために使用する標準的かつ最良の方法です...

コンベア上の自動 XRF サンプリングおよび分析システム
正確な化学分析は、次のような採掘作業を強化するための重要なデータを提供できます...

風力タービンブレードの試験に使用される機器
風力タービン ブレードの構造 風力タービン材料の特性は、多くの場合、風力タービン ブレードに大きな影響を与えます。

コーティングの厚さをチェックする際に適切な手法を選択する
コーティング検査は、多くのコンポーネントまたは製品における品質管理の重要なアプリケーションです...

ガラス繊維材料の層間剥離の検出
アプリケーション グラスファイバー構造、タンク、パイプライン、ボート船体、電動プロペラの剥離の検出...
ビデオ
ダウンロード
すべてを持っている 220 ファイルサイズ 376.7 MiB と 186,754 lượt tải セクションで 合計.
単語を表示 1 次 20 合計で 220 ファイル。
ヴァンタ
 10-001244-01EN--OmniScan_MXU_Software_50--User.pdf
10-001244-01EN--OmniScan_MXU_Software_50--User.pdf
» 11.9 MiB - 0 hits - 3 4月, 2024
Automotive_Industry_EN_LTR_201608_Web.pdf
» 4.3 MiB - 1,216 hits - 16 12月, 2021
自動車製造業におけるXRFの適用
GeosciencesAppNote_201610.pdf
» 1.8 MiB - 1,646 hits - 16 12月, 2021
地球科学における XRF と XRD の応用
Mining_infographic_201703_Web.pdf
» 250.2 KiB - 1,194 hits - 16 12月, 2021
鉱業部門における XRF アプリケーションのインフォグラフィック
PDS-Stopaq-Aluclad-FR-V2-EN.pdf
» 183.3 KiB - 1,345 hits - 1 1月, 2000
Posters_XRF_EN_2020_03_10_Web.pdf
» 916.7 KiB - 1,233 hits - 16 12月, 2021
XRF が画像としてどのように機能するかを説明する (ウォール ポスター)
Poster_Geo_Analysis_Iron_201805_Web3.pdf
» 2.4 MiB - 1,342 hits - 16 12月, 2021
バージニア州イーヘリンの鉄分の多い土壌を分析する XRF アプリケーション
Vanta_4Pagers_201911_Web.pdf
» 1.6 MiB - 1,161 hits - 16 12月, 2021
VANTA XRF 装置の簡単な紹介 (4 ページ)
Vanta_4Pagers_Environmental_201911_Web.pdf
» 1.4 MiB - 1,269 hits - 16 12月, 2021
環境分野にVANTA XRFを導入
Vanta_4Pagers_Manufacturing_201905_Web.pdf
» 1.3 MiB - 1,198 hits - 16 12月, 2021
QA/QC における Vanta XRF 材料検証の導入
Vanta_API_EN_201904_Web.pdf
» 633.2 KiB - 1,288 hits - 16 12月, 2021
自動 XRF テストにおける VANTA アプリケーションとのアプリケーション プログラミング インターフェース
Vanta_AxonTechnology_EN_LTR_201610_Web.pdf
» 441.0 KiB - 1,194 hits - 16 12月, 2021
VANTA XRF での迅速な検査と安定した結果のための画期的な Axon テクノロジーの導入
 Vanta_AxonTechnology_EN_LTR_201610_Web.pdf
Vanta_AxonTechnology_EN_LTR_201610_Web.pdf
» わからない - 0 件 - 2018 年 5 月 21 日
VANTA_by_the_Numbers_201912_Web.pdf
» 274.1 KiB - 1,123 hits - 16 12月, 2021
数字で見る Vanta XRF
Vanta_CarCatalytic_Infographic_201804_Web.pdf
» 217.6 KiB - 1,188 hits - 16 12月, 2021
VANTA XRFによる貴金属分析 自動車排ガス触媒(リサイクル)
Vanta_Cement_Infographic_201901_1Page_Web.pdf
» 353.9 KiB - 1,224 hits - 16 12月, 2021
セメント製造業における Vanta XRF の適用
Vanta_Series_Product_Brochure_2024_EN.pdf
» 1.3 MiB - 890 hits - 2 2月, 2024
Catalog dòng sản phẩm VANTA (Tiếng Anh)
Vanta_Series_Product_Brochure_2024_VN_Small.pdf
» 1.0 MiB - 1,022 hits - 2 2月, 2024
Catalog dòng sản phẩm VANTA (Tiếng Việt)
オムニスキャン MX2
 A27 プローブのフォーカル ロー
A27 プローブのフォーカル ロー
» 10.0 KiB - 922 hits - 17 9月, 2019
プローブ A27 の収束の法則
OmniScan MX2 . ユーザーマニュアル
» 5.3 MiB - 1,935 hits - 7 12月, 2014
OmniScan MX2 . ユーザーマニュアル
圧力タンクに関するその他の試験規格
- API 570 配管検査コード: 配管システムの使用中の検査、評価、修理、および変更
- API 推奨プラクティス 571、精製業界の固定機器に影響を与える損傷メカニズム
- API 推奨プラクティス 572、圧力容器の検査
- API 推奨プラクティス 576、圧力軽減装置の検査
API 推奨プラクティス 577、溶接検査および冶金 - API 推奨プラクティス 578、新規および既存の合金配管システムの材料検証プログラム
- API 規格 579-1/ASME FFS-1、フィットネス フォー サービス
- API 推奨プラクティス 580、リスクベースの検査
- API 推奨プラクティス 581、リスクベースの検査方法
- API 推奨プラクティス 582、化学、石油、およびガス産業の溶接ガイドライン
- API 推奨プラクティス 583、断熱材および防火下の腐食
- API 推奨プラクティス 584、Integrity オペレーティング Windows
- API推奨プラクティス585、圧力機器の完全性インシデント調査
- API 653 タンクの検査、修理、改造、再建
- API 610 一般製油所サービス向け遠心ポンプ
- API 6D パイプライン サービス用スチール ゲート、プラグ、チェック バルブ
- API 620 大型溶接低圧貯蔵タンクの設計と建設
- API 推奨プラクティス 939-C、石油精製所における硫化 (硫化) 腐食障害を回避するためのガイドライン
- API 推奨プラクティス 941、石油の高温および高圧での水素サービス用鋼
- 製油所・石油化学プラント
- API 推奨プラクティス 2201、石油および石油化学産業向けの安全なホット タッピング プラクティス
- ASME PCC-1 1、圧力境界ボルト付きフラージ ジョイント アセンブリのガイドライン
- ASME PCC-2、圧力機器および配管の修理
- ASME ボイラーおよび圧力容器コード、セクション II: 材料
- ASME ボイラーおよび圧力容器コード、セクション V: 非破壊検査
- ASME ボイラーおよび圧力容器コード、セクション VIII: 圧力容器の製造に関する規則。ディビジョン1
- ASME ボイラーおよび圧力容器コード、セクション VIII: 圧力容器の製造に関する規則。ディビジョン 2: 代替規則
- ASME ボイラーおよび圧力容器コード、セクション IX: 溶接およびろう付けの資格
- ASNT CP-189 2、非破壊検査担当者の資格と認定の基準
- ASNT SNT-TC-1A、非破壊検査における担当者の資格と認証
- NACE MR0103 3、腐食性の石油精製環境における硫化物ストレスクラッキングに耐性のある材料
- NACE SP0170、精製設備の停止中のポリチオン酸応力腐食割れからのオーステナイト系ステンレス鋼およびその他のオーステナイト系合金の保護
- NACE SP0472、腐食性の石油精製環境における炭素鋼溶接物の使用中の環境亀裂を防止するための方法と管理
- ナショナル ボード NB-23 4、ナショナル ボード検査コード
- OSHA 29 CFR Part 1910 5、労働安全衛生基準