


















HDPE パイプ検査の概要
通常、ビルダーは溶接を行うために4つの方法を使用することがよくあります HDPEパイプ それを行う簡単な方法は次のとおりです。 熱突合せ溶接工法、カップリング溶接工法、抵抗溶接工法、ゴムパッキン接合工法。 そのうち、方法は 熱突合せ溶接 溶け込みが良く、溶接技術が簡単なため、最も一般的な方法です。
高密度プラスチック (HDPE) パイプは、その腐食および浸食特性のために、石油化学、エネルギー、および鉱業業界でスチール パイプを置き換えるために使用されてきました。最近では、HDPE は安全性を維持するために冷水を含む原子力発電所でも使用されています。原子力用途では、接続部での安全性の保証が必要です。超音波飛行時間型回折 (TOFD) は、これらの熱圧溶接の構造的完全性のために一般的に使用されます。

HDPEパイプの超音波探傷時の解決すべき課題
多くの場合、HDPE 接合部には一般的なタイプの欠陥が 1 つあります。それは、壁の貫通がない、内部の欠陥、および穴です。現在の業界では、最大の欠陥のサイズを管理するための普遍的な基準はありませんが、これらの接合部の状態をチェックするために非破壊検査が頻繁に使用または必要とされています。
HDPE 素材には、検査を困難にする特殊な特性がいくつかあります。音波の音響インピーダンスと速度は、超音波試験フィッティングの製造に使用されるものと非常に似ているため、抵抗の適切なビーム角度を得るには、特定のセットアップと機器が必要です。さらに、Rexolite と HDPE 素材の間の接合部は、音響インピーダンスの非互換性により問題が発生する可能性があります。さらに、HDPE はスチールに比べて比較的音を分散し、吸収する素材であるため、従来の高周波トランスデューサーは使用できません。これらの問題を解決するには、低周波 TOFD プローブと TOFD ウォーター ウェッジを使用する必要があります。
HDPE パイプの溶接をテストするための主要な機器
PV-200 システムは 2 つの技術に基づいています 超音速は飛行時間型回折(TOFD)です および段階的。 TOFD は、あらゆる方向と形状の欠陥を検出し、欠陥を正確にサイジングできる高速で比較的効率的な技術ですが、TOFD には、材料の上部と下部の近くの特定の領域に固有の制限があります。フェーズドアレイは、これらの制限を完全に補完し、欠陥の評価をより簡単かつ正確にする他の情報も提供します。 PV-200 ソリューションは、従来の X 線撮影や超音波の代わりによく使用されます。
完全なシステムには以下が含まれます。
- OmniScan MX2 と 16:128 . 超音波モジュール
- ChainScanner チェーン プローブ ホルダー。
- ウォーターポンプを使用してCFU03ジャンクションに供給するか、ハンドポンプを使用します
TOFD検査用アクセサリー:
- PA トランスデューサおよび 4 つの UT チャンネル用の 0.5 m スプリッター ケーブル (P/N: E128P0-0202-OM)
- TRPP-5810 2チャンネル パルサー/プリアンプ (P/N: TRPP-5810)
- TOFD およびウェッジ プローブ (詳細は下の表を参照)
- TOFD用UTケーブル・プローブ
- 5 m UT RG174 同軸ケーブル、LEMO-00 ~ LEMO-00 コネクタ付き (P/N: C174-LM-LM-5M)
- 5 m UT RG174 同軸ケーブル、LEMO-00 から Microdot コネクタ付き (P/N: C174-LM-UDOT-5M)
- 0.45 m UT RG174 同軸ケーブル、LEMO-00 から Microdot コネクタ付き (P/N: C174-LM-UDOT-0.45M)
HDPEパイプ溶接のいくつかのサンプルの実験的検査

試験は、2mm および 3mm のドリル穴を使用して偽欠陥のあるサンプルの 3 つのパイプ サンプルで実行されました。再現性と信頼性を判断するために、結果を複数回テストしました。実験の試薬は、ハンドポンプシステムを使用して連続的に供給される水でした。
試験中、パイプの接続時に不規則な直径や偏心がある場合や、接合部付近の凹凸のある場所では、変換器の位置がずれて試験作業が遅くなります。したがって、適切なホイールを備えたより大きなプローブホルダーを使用する必要があります。
HDPE溶接パターンNo.1
大型パイプ、肉厚20mm、直径300mm(サンプル1)。約 50mm、100mm、350mm、850mm に 2mm と 3mm のドリル穴があり、溶接の非圧壊位置に欠陥を偽造します。

モデル1の円周長は約900mm。テスト結果の再現性を示すための長さ 1300mm でのスキャン テスト (900-1300mm は、最初の 100-400mm の 1 周の終わりに繰り返される 2 回目のスキャンの結果です)。
サンプル 1 でテストします。チェーンリンク ChainScanner を使用してプローブを保持し、チューブ内を簡単に移動できるようにします。テストに使用したプローブは、2MHz と 5Mhz の両方のタイプを使用しています。ウォーターウェッジは 70 度の角度を作り、プローブは 50mm 離して配置されます。音響ビームの焦点を 15 mm に合わせて、表面付近と表面下の両方の溶接欠陥を検出できるようにします。
HDPE溶接サンプルNo.2
小パイプ、肉厚15mm、直径170mm(モデル2)。 30mm と 140mm に 2mm のドリル穴があり、溶接の非融着位置を偽造します。
モデル2は円周長530mm。テスト結果の再現性を示すために、長さ 800mm でスキャンをテストします (円周の端でスキャンを繰り返します)。
モデル 2 でテストします。チェーンリンク ChainScanner を使用してプローブを保持し、チューブ内を簡単に移動できるようにします。テストに使用したプローブは、2MHz と 5Mhz の両方のタイプを使用しています。ウォーターウェッジは 70 度の角度を作り、プローブは 50mm 離して配置されます。表面付近と表面下の両方の溶接欠陥を検出できるように、音響ビームを 11 mm に集束します。
3 . HDPE溶接サンプル
切断された大きなパイプ、肉厚 100mm、直径不明 (サンプル 3)。 150mmと300mmの位置にドリル穴があり、パターンの両端に水平のドリル穴があります。

チェーンされた ChainScanner スキャナーを使用して、モデル 3 でテストします。プローブは、2MHz と 5Mhz の両方のタイプと 70、60、45 度のウェッジを使用したテストを使用して、さまざまな厚さをテストします。溶接キャップ領域のサイズが 70mm と大きいため、プローブは少なくとも 70mm 離れており、表面近くの小さな欠陥の検出がより困難になる可能性があります。
サンプル 3 の切断サイズも小さく、プローブとスキャナーを配置する十分なスペースがないため、45 度プローブを配置して、溶接のより深い領域 (75mm) に焦点を合わせることができません。.
HDPEパイプ溶接の試験結果
サンプルテスト結果 1
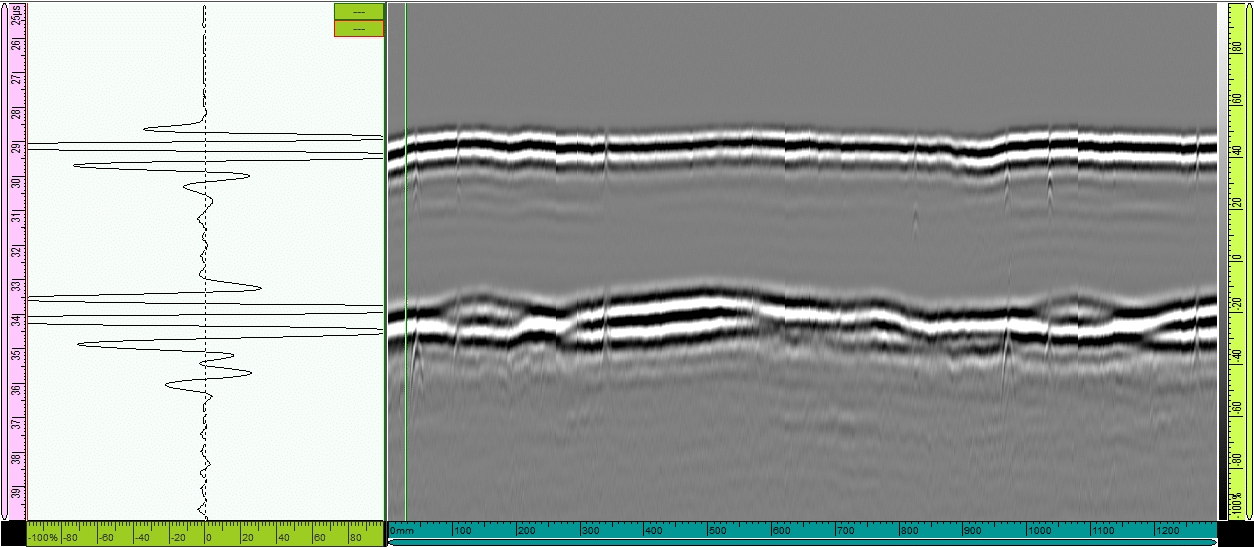
両方のスキャンで、すべての欠陥が検出されました。 0mmと900mmの位置から繰り返しデータを観測できます。データでは、4 つの欠陥すべてが観察されます。リピート セグメントでは、欠陥 1、2、および 3 が観察されます。
2mm の穴は 3mm の穴よりも応答マージンが小さくなります。したがって、信号プリアンプを使用して、より明確な結果を得ることができます。
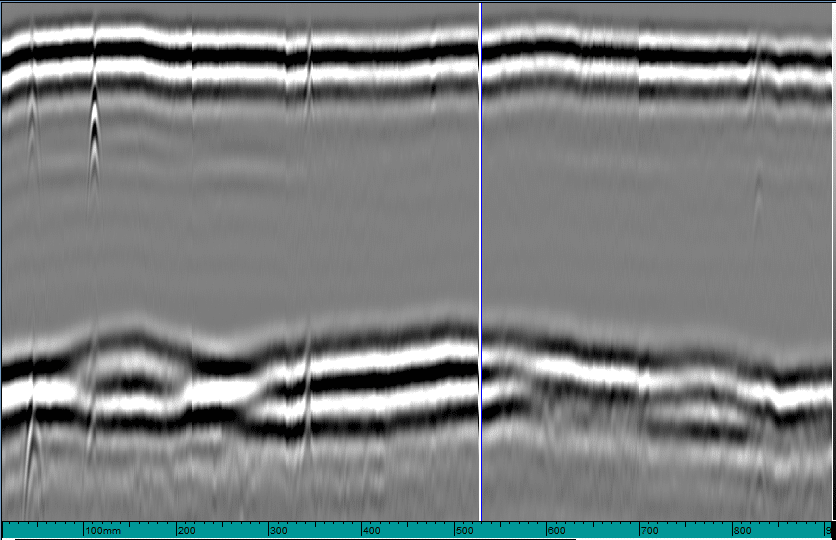
サンプルテスト結果 2
チューブが小さいため、表面の状態がラテラル ウェーブ (表面波) に大きな影響を与えます。したがって、テスト結果では表面パルス同期機能を使用してフラットに「アイロンをかけ」、欠陥をよりよく観察するのに役立ちます。表面の粗さが平らに処理されていることに注意してください。
5Hz プローブを使用した場合の 15mm のサンプルでは、より良い結果が得られ、欠陥がより明白になります。したがって、20mm 未満の細いチューブのテストでは、高周波トランスデューサを使用する必要があります。プリアンプと組み合わせるとさらに良い結果が得られます。
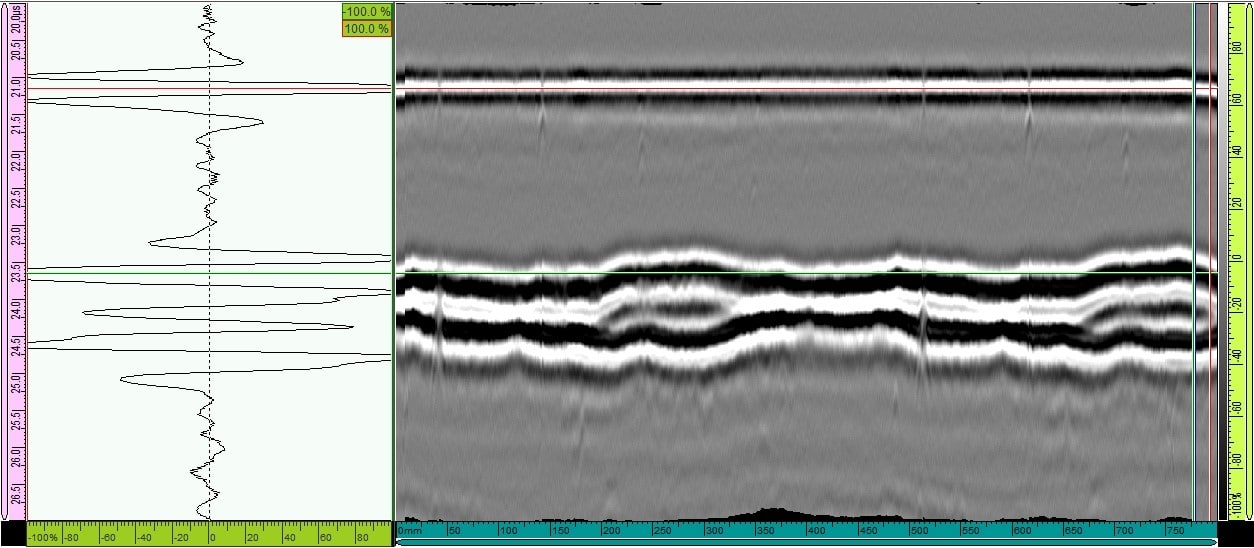
3 . サンプル試験結果
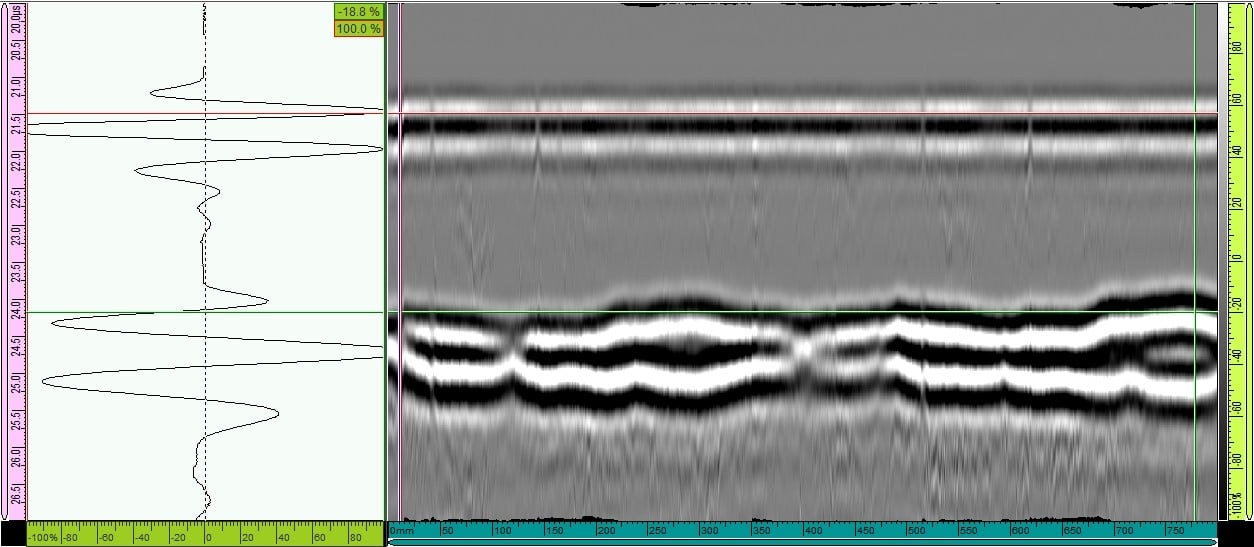
サンプル 3 のサイズが小さいため、プローブを最適な位置に配置するための十分なスペースがありません (プローブは接合部から離れて配置され、ボトム パルスとボトム付近の欠陥をキャッチします)。テスト結果には、5MHz プローブ、70mm 間隔の 70mm ウェッジ、および 2MHz プローブ、70mm 間隔の 60 ウェッジの結果が含まれます。
5MHz プローブを使用して表面付近の欠陥 (0 ~ 30mm) を検出したときの結果。
2MHz でミッドゾーンの欠陥 (30mm ~ 60mm) を検出
HDPEパイプの抵抗溶接試験
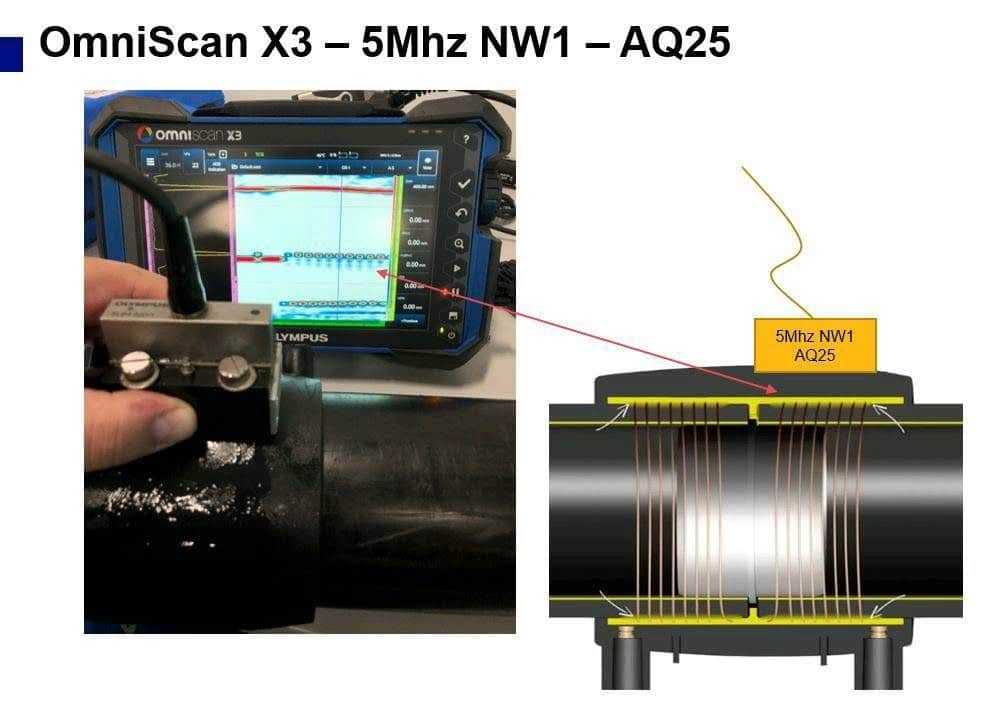
抵抗溶接は、柔軟なプラスチック チューブの抵抗インプラントを使用した溶接に付けられた名前です。これは、ポリエチレン製の水道管を結合するために使用される 2 つの主要な技術の 1 つであり、パイプに高圧をかける必要がある場合にプラスチック パイプを結合する最も信頼性の高い方法の 1 つです。

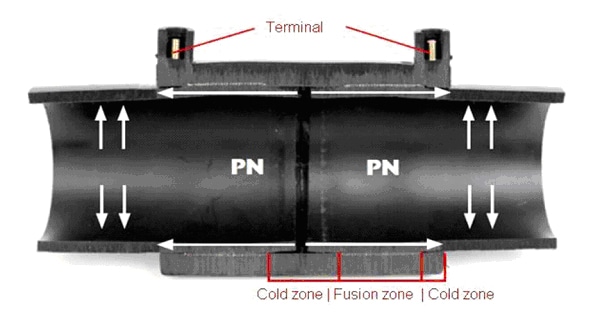
電気溶接プロセスでは、電気を供給することで加熱できる抵抗コイルを含むカップリング チューブを使用します。管端を用意し、継手部に差し込んで固定します。次に、チューブの厚さに応じて事前に計算された時間、コイルに電流が流れます。コイルの周りのポリマーが加熱され、熱をチューブの壁に伝えます。コールド ゾーンはカップリングの両端にあり、溶融および溶融ゾーンは中央にあるため、より高い溶融圧力と均一なジョイント形成が可能になります。
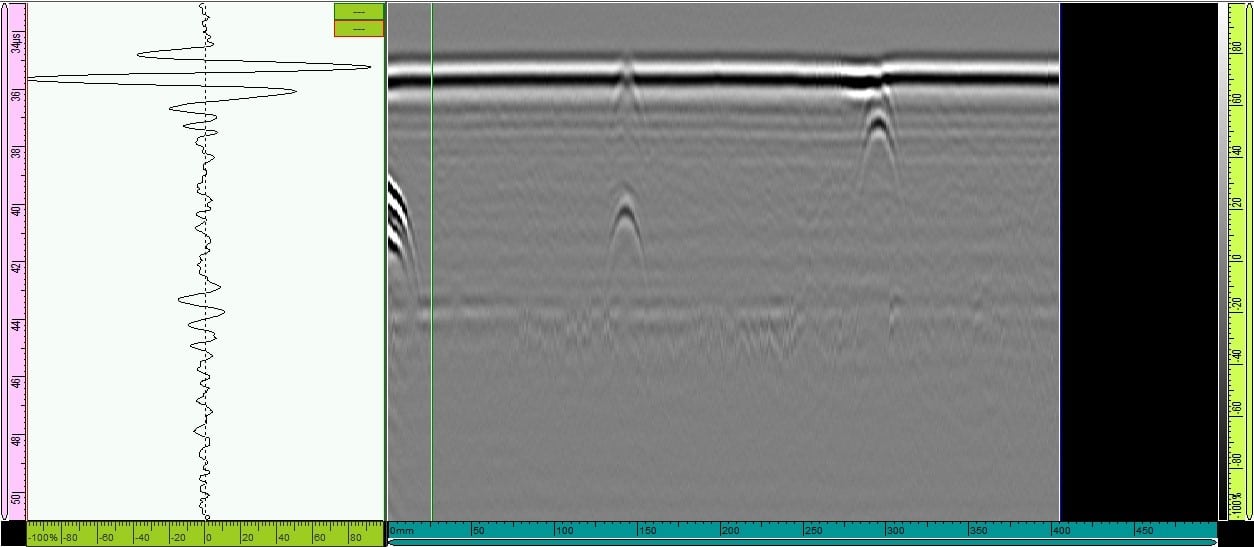
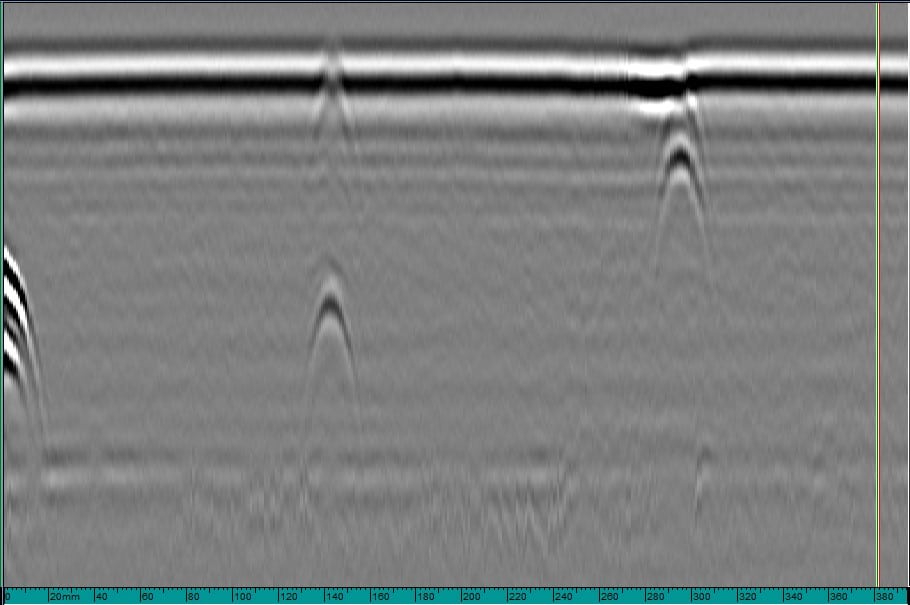
HDPEパイプの一般的な抵抗溶接試験 調査 NW1 ウォーターウェッジと組み合わせて、複合材料の表面解像度が良好 SNW1-0L-AQ25.信号はコイルの周囲の深さに集中しているため、分解能が高く、チューブとカップリングの間の分離/障害を簡単に検出できます。
結論
- 比較的小さな欠陥をキャッチできるテストプランは、溶接の位置に 2mm と 3mm のドリル穴です。実際の欠陥は、ドリル ホールである人工的な欠陥よりも、欠陥のエッジが鋭く、より適切なフィードバックを提供するため、はるかに大きく、検出しやすい場合があります。
- 実際、溶接サンプルに作成された人為的な欠陥は、高速で適切に検出できます。
- 欠陥が明確に現れ、再現性が高い。実際に確認する場合は、データが2回繰り返されるように円周を再確認することが可能であることが示唆されています.
- 厚いサンプルをテストする場合、さまざまな周波数と角度のプローブが欠陥の確認に役立ちます。ただし、最良の結果を得るには、最適な周波数と角度のプローブを使用する必要があります。
- 50mm 以上の溶接では、2 つまたは 3 つのプローブを同時に組み合わせて、1 つのプローブが溶接の 1 つの領域にしか焦点を合わせることができないという状況を回避することができます。テストを計画するときは、ビーム プロファイルを作成し、ビームの伸びを計算して、欠陥を見逃さないようにする必要があります。
- 欠陥についてより深く研究したい場合 (形状、方向... または抵抗溶接などのより複雑なアプリケーションを実行する必要がある場合) は、フェーズド アレイと組み合わせることができます。
- 標準で必要な場合は、接合部近くの HDPE の分離試験ソリューションを組み合わせることができます。
- 厚いサンプルでフィールド テストを行う場合、データの均一性を確保して時間を節約するために、同時に 2 ~ 3 チャンネル (6 プローブ) をサポートするスキャナーを使用する必要があります。



