


















Kiểm tra từ tính

Magnetic Particle Testing
Kiểm tra hạt từ tính (MPI) hoặc Kiểm tra từ tính (MT) là một phương pháp NDT để kiểm tra tính toàn vẹn bề mặt của vật liệu sắt từ. Vật kiểm tra là vật liệu có tính sắt từ được từ hoá bằng từ trường hoặc nam châm hay một thiết bị như gông từ. Nếu trên mẫu có bất liên tục trên hoặc nông gần bề mặt, sự gián đoạn đó sẽ làm ngắt quãng đường sức từ chạy qua mẫu và làm xuất hiện từ trường rò.
Kỹ thuật kiểm tra hạt từ tính
Kiểm tra hạt từ là một kỹ thuật kiểm tra mạnh mẽ trong việc xác định các điểm bất thường trên bề mặt và dưới bề mặt trong các vật liệu sắt từ. Phương pháp này, một phần không thể thiếu của các đơn vị thực hiện dịch vụ kiểm tra NDT, đóng vai trò then chốt trong việc duy trì chất lượng, độ an toàn và độ bền của nhiều sản phẩm và thành phần khác nhau. Sử dụng thiết bị kiểm tra hạt từ hiện đại với các tính năng tiên tiến giúp nâng cao hơn nữa độ chính xác và hiệu quả của quy trình này.
Máy kiểm tra hạt từ tạo điều kiện cho việc đánh giá liên tục và toàn diện, khiến kỹ thuật trở thành công cụ không thể thiếu trong việc đảm bảo độ tin cậy của nhiều loại vật liệu khác nhau.
Nhu cầu kiểm tra hạt từ tính
Trong thị trường cạnh tranh ngày nay, tính toàn vẹn và độ tin cậy của sản phẩm trở nên rất quan trọng. Kiểm tra hạt từ, khi được thực hiện đúng và đầy đủ theo quy trình, đóng vai trò là phương tiện đáng tin cậy trong:
Xác định khuyết tật tiềm ẩn
Phát hiện vết nứt, đường rãnh khớp và các khiếm khuyết khác có thể ảnh hưởng đến hiệu suất sản phẩm.
Đảm bảo tuân thủ
Đảm bảo rằng sản phẩm đáp ứng các yêu cầu theo quy định và tiêu chuẩn của ngành.
Xây dựng lòng tin
Tăng cường lòng tin của khách hàng bằng cách chứng minh cam kết về chất lượng.
Tăng năng suất
Loại bỏ các sản phẩm lỗi ngay từ khâu kiểm tra, giúp trung năng lực sản xuất trên các phôi sản phẩm đạt chất lượng.
Nâng cao chất lượng sản phẩm
Phát hiện sớm lỗi sẽ tạo ra sản phẩm tốt hơn.
Tăng hiệu quả hoạt động
Giảm thời gian chết máy và chi phí bảo trì.
Nâng cao danh tiếng
Sự công nhận về việc tuân thủ các tiêu chuẩn về chất lượng, môi trường và an toàn.
Giảm thiểu rủi ro
Bằng cách phát hiện ra những khiếm khuyết tiềm ẩn, có thể ngăn ngừa được những sự cố trong tương lai. Giảm thiểu khả năng xảy ra sự cố, hạn chế thời gian ngưng sản xuất và trách nhiệm pháp lý.
Trục khuỷu

Kiểm tra hạt từ trục khuỷu
Trục khuỷu là một bộ phận then chốt trong động cơ đốt trong và nhiều thiết bị cơ khí khác nhau. Nó biến đổi chuyển động qua lại của piston thành lực quay, đẩy công suất động cơ. Bao gồm các phần hình trụ được kết nối như chốt khuỷu và tay đòn (crank throws). Năng lượng truyền qua trục khuỷu cung cấp động năng cho bánh xe, cánh quạt hoặc các cơ cấu chuyển động cơ học khác. Do phải chịu ứng suất đáng kể, trục khuỷu đòi hỏi phải sản xuất chính xác. Tính toàn vẹn của chi tiết này rất quan trọng; bất kỳ lỗi nào cũng có thể gây ra trục trặc động cơ và sự cố nghiêm trọng. Do đó, đảm bảo chất lượng trục khuỷu thông qua sản xuất và kiểm tra nghiêm ngặt, như kiểm tra hạt từ là điều không thể thiếu để đảm bảo độ tin cậy và an toàn của máy móc và động cơ.
Kiểm tra hạt từ đảm bảo tính toàn vẹn của trục khuỷu, ngăn ngừa tai nạn và phù hợp với các tiêu chuẩn nghiêm ngặt của các ngành công nghiệp, khiến nó trở thành một hoạt động quan trọng đối với tuổi thọ động cơ và đảm bảo hiệu suất tối ưu.
Trục khuỷu cần được từ hóa theo hai hướng vuông góc với nhau. Từ trường vòng được sử dụng để phát hiện các khuyết tật dọc trong bộ phận. Từ trường vòng được tạo ra bằng cách truyền dòng điện qua chiều dài của trục khuỷu. Việc tính toán dòng điện head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện Head Shot = 20 X Đường kính (mm)
Trong công thức trên, đường kính phải được lấy bằng gấp đôi đường kính của trục. Để phát hiện các khiếm khuyết nằm ngang, chúng ta cần sử dụng từ trường dọc, được tạo ra bằng cách sử dụng một hoặc nhiều cuộn dây bao quanh vật kiểm.
Theo tiêu chuẩn ASTM, chiều dài của trục khuỷu được từ hóa bởi cuộn dây bằng với đường kính bên trong của cuộn dây.
Để bao phủ toàn bộ chiều dài của trục khuỷu, cuộn dây phải được di chuyển đến các điểm khác nhau dọc theo chiều dài của trục khuỷu, cách các đoạn 90% đường kính cuộn dây. Điều này sẽ đảm bảo độ chồng chéo 10% được chỉ định trong tiêu chuẩn ASTM.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000/(L/D)
Ngoài ra, trong công thức trên về yêu cầu dòng điện đối với cuộn dây, khi tính toán tỷ lệ L/D, L tính bằng đường kính bên trong của cuộn dây chứ không bằng chiều dài tổng thể của trục khuỷu.
Trong công thức trên, đường kính sẽ được lấy là đường kính của cổ trục.
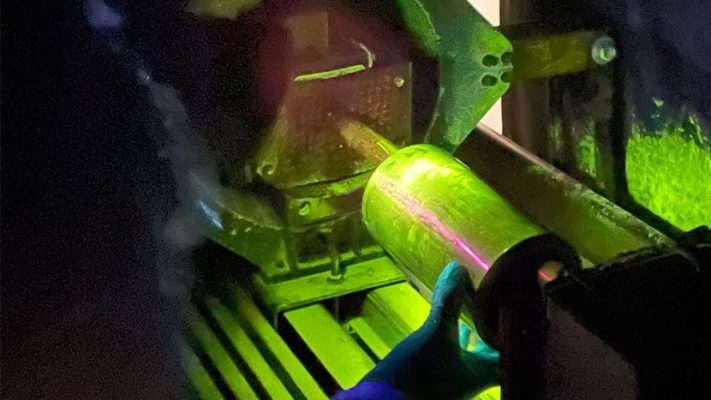
Máy kiểm tra từ dạng workbench được sử dụng để thực hiện thử nghiệm hạt từ trên trục khuỷu. Trục khuỷu được đặt trên các con lăn ổn định được gắn trên ụ đầu và đuôi máy. Các cơ cấu vận hành bằng khí nén được sử dụng để kẹp trục khuỷu từ cả hai đầu. Kẹp khí nén đảm bảo không có tia lửa khi dòng điện cường độ cao chạy qua trục khuỷu.
Kỹ thuật truyền thống
Thiết bị kiểm tra hạt từ loại để bàn dựa trên được sử dụng để thực hiện thử nghiệm trên trục khuỷu. Quy trình thử nghiệm cho máy thông thường gồm các bước:
- Làm sạch và làm khô bề mặt trục khuỷu trước khi kiểm tra.
- Trục khuỷu được đặt trên các con lăn ổn định.
- Phun dung dịch hạt từ.
- Bắt đầu chu kỳ kiểm tra sử dụng từ hóa trực tiếp.
- Trục khuỷu tự động được kẹp chặt.
- Dừng phun dung dịch hạt từ.
- Dòng điện từ hóa head shot được truyền qua trục khủy.
- Trục khuỷu sẽ tự động được tháo kẹp.
- Kiểm tra trục khuỷu dưới đèn UV để tìm khuyết tật theo chiều dọc. Xoay tròn trên các con lăn để kiểm tra các vị trí khác nhau.
- Di chuyển cuộn dây đến vị trí thứ 1
- Phun dung dịch hạt từ
Bắt đầu chu kỳ kiểm tra sử dụng cuộn dây - Dừng phun dung dịch hạt từ.
- Dòng điện từ hóa được truyền qua cuộn dây.
- Kiểm tra trục khuỷu dưới đèn UV để tìm khuyết tật ngang. Xoay tròn trên con lăn để kiểm tra các vị trí khác nhau.
- Di chuyển cuộn dây đến vị trí tiếp theo và lặp lại 6 bước trên.
- Khử từ
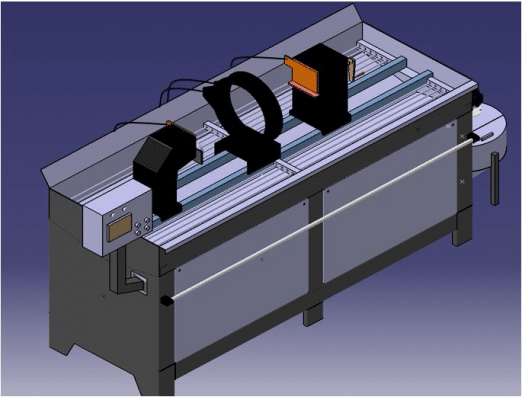
Kỹ thuật từ hóa đa hướng
Hai cuộn dây được sử dụng khi tiến hành từ hóa. Các cuộn dây di chuyển tự động bằng bộ truyền động khí nén. Chuyển động tự động của các cuộn dây tạo điều kiện thuận lợi cho việc kiểm tra trục khuỷu trên máy. Mỗi cuộn dây có thể bao phủ chiều dài 450mm từ mỗi đầu của trục khuỷu. Vì vậy, hai cuộn dây bao phủ chiều dài lên tới 900mm. Quy trình thử nghiệm trên máy đa hướng gồm ít bước hơn so với từ hóa trên thiết bị truyền thống:
- Làm sạch và làm khô bề mặt trục khuỷu trước khi kiểm tra
- Đặt trục khuỷu lên các con lăn.
- Phun dung dịch hạt từ
- Bắt đầu chu kỳ kiểm tra với từ hóa đa hướng
- Trục khuỷu sẽ tự động được kẹp chặt & các cuộn dây sẽ được di chuyển theo chiều dài trục khuỷu.
- Dừng phun dung dịch hạt từ.
- Dòng điện sẽ chạy qua trục khuỷu và các cuộn dây theo chế độ đa hướng.
- Trục khuỷu sẽ tự động được tháo kẹp.
- Kiểm tra trục khuỷu dưới đèn UV để tìm khuyết tật theo mọi hướng. Xoay trên các con lăn để kiểm tra các vị trí khác nhau.
- Khử từ

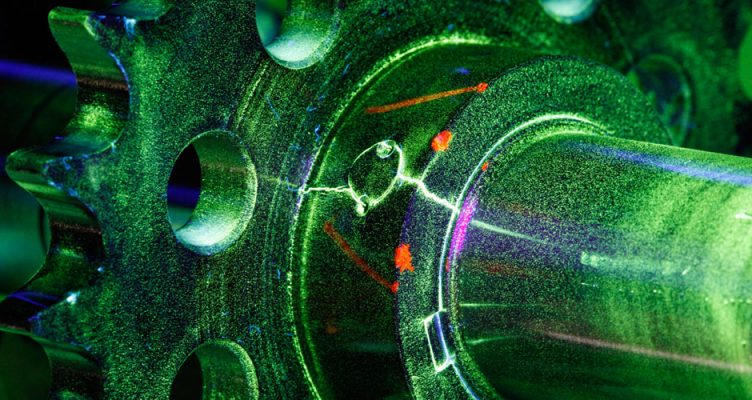
Bánh răng vòng nhẫn

Kiểm tra hạt từ bánh răng vòng nhẫn
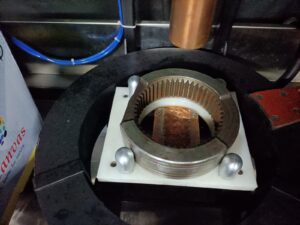
Bánh răng vành nhẫn hay ring gear đóng vai trò quan trọng trong nhiều hệ thống cơ khí, bao gồm hộp số ô tô, máy móc công nghiệp và tua bin điện gió. Các thành phần hình tròn có răng ở các cạnh ngoài này có nhiệm vụ truyền mô-men xoắn và chuyển động quay. Trong các công nghiệp ô tô, bánh răng vành nhẫn là một phần không thể thiếu để khởi động động cơ và chuyển số trơn tru.
Với vai trò chính trong truyền lực, tính toàn vẹn của bánh răng vành nhẫn rất quan trọng. Kiểm tra hạt từ là một kỹ thuật kiểm tra quan trọng được sử dụng để đảm bảo độ tin cậy của chúng.
Trong các lĩnh vực quan trọng về an toàn như máy móc công nghiệp và ô tô, việc sử dụng MPI cho bánh răng vành nhẫn là điều cần thiết để ngăn ngừa các hỏng hóc nghiêm trọng có thể dẫn đến thời gian chết, tai nạn hoặc sửa chữa tốn kém. Kiểm tra MPI thường xuyên giúp phát hiện sớm các lỗi, nâng cao hiệu quả hoạt động và độ tin cậy của toàn bộ hệ thống.
Giống như tất cả các bộ phận khác, bánh răng vành nhẫn cũng cần từ hóa theo hai hướng vuông góc để kiểm tra các khuyết tật theo mọi hướng. Một từ trường vòng được tạo ra bằng cách truyền qua thanh dẫn trung tâm làm bằng đồng đặt bên trong bánh răng. Nếu đường kính của bánh răng nhỏ, thanh dẫn có thể được đặt ở tâm và dòng điện có thể được cung cấp theo công thức sau.
Dòng điện Head Shot = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính ngoài của vòng.
Đối với các bánh răng lớn hơn, có thể sử dụng phương pháp thanh dẫn lệch tâm để kiểm tra mẫu thử sử dụng cường độ dòng điện thấp hơn. Trong phương pháp này, thanh dẫn được đặt ở gần cạnh bên trong của bánh răng. Khoản chiều dài theo chu vi được bao phủ bởi thanh dẫn bằng 4 lần đường kính của nó.
Sau mỗi lần từ hóa, vòng bi được xoay để có thể kiểm tra phần tiếp theo. Quá trình này được lặp lại cho đến khi toàn bộ vòng bánh răng được kiểm tra.
Đường kính của thanh dẫn có thể được điều chỉnh sao cho toàn bộ vòng bi có thể được kiểm tra trong 3-4 lần từ hóa.
Dòng điện Head Shot = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính ngoài của thanh đồng.
Đối với từ hóa dọc, phương pháp cuốn dây được sử dụng. Yêu cầu dòng điện cho cuộn dây phải được thiết lập bằng cách sử dụng miếng đệm QQI/FSI, vì các công thức tiêu chuẩn không áp dụng được cho hình dạng của bánh răng vành nhẫn.
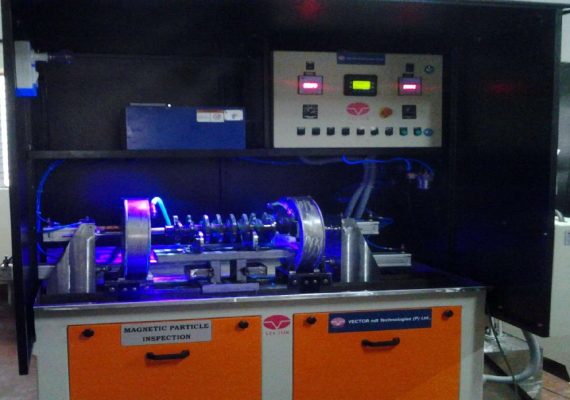
Thiết bị dạng bàn nằm ngang được sử dụng để thực hiện thử nghiệm hạt từ trên bánh răng vành nhẫn. Bánh răng được đặt trên các con lăn giữ ổn định trên thiết bị. Một dây dẫn bằng đồng được kết nối với một xi lanh khí nén được sử dụng để từ hóa dây dẫn trung tâm.
Quy trình kiểm tra hạt từ tính mẫu bánh răng vòng nhẫn
- Làm sạch và khô bề mặt bánh răng trước khi kiểm tra.
- Bánh răng được đặt trên các con lăn và giữ ổn định.
- Phun dung dịch hạt từ lên bề mặt bánh răng.
- Bắt đầu chu kỳ kiểm tra từ tính.
- Thanh dẫn trung tâm được đưa qua bánh răng và kết nối với phần đế bên dưới.
- Ngừng phun dung dịch từ.
- Cấp dòng điện chạy qua thanh dẫn trung tâm.
- Kiểm tra bánh răng vòng nhẫn dưới đèn UV để tìm khuyết tật theo chiều dọc.
- Xoay bánh răng trên con lăn đến vị trí tiếp theo nếu sử dụng phương pháp thanh dẫn lệch và lặp lại các bước trên cho đến khi toàn bộ vòng bánh răng được kiểm tra.
- Phun dung dịch hạt từ lên bề mặt bánh răng.
- Cấp dòng điện chạy qua cuộn dây.
- Kiểm tra bánh răng vòng dưới đèn UV để tìm khuyết tật ngang.
- Khử từ
Thanh truyền

Kiểm tra hạt từ thanh truyền
Thanh truyền là một thành phần cơ bản trong động cơ ô tô, đóng vai trò liên kết giữa piston và trục khuỷu. Chức năng chính của nó là chuyển đổi chuyển động qua lại của piston thành chuyển động quay của trục khuỷu. Thanh truyền phải chịu được lực và ứng suất rất lớn trong mỗi chu kỳ động cơ. Bất kỳ sự cố nào ở thanh truyền đều có thể dẫn đến hư hỏng động cơ.
Kiểm tra hạt từ có tầm quan trọng trong việc đảm bảo độ tin cậy và an toàn của thanh truyền. MPI tăng cường quy trình kiểm soát chất lượng trong quá trình sản xuất và hỗ trợ bảo dưỡng thường xuyên, ngăn ngừa các tai nạn tiềm ẩn, sự cố và đảm bảo tuổi thọ cũng như hiệu suất của động cơ.
Thanh truyền cần được từ hóa theo hai hướng vuông góc với nhau. Từ trường vòng được sử dụng để phát hiện các khuyết tật dọc trong bộ phận.
Từ trường vòng được tạo ra bằng cách truyền dòng điện qua chiều dài của thanh truyền. Việc tính toán dòng điện head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện head shot = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính lớn nhất của thanh truyền.
Từ trường dọc cần thiết để phát hiện các khuyết tật ngang được tạo ra bằng cách sử dụng cuộn dây bao quanh.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000/(L/D)
Trong công thức trên, đường kính sẽ được lấy là đường kính trung bình của thanh truyền.
![]()
Máy kiểm tra từ dạng băng ngang được sử dụng để thực hiện thử nghiệm hạt từ thanh truyền. Thanh truyền được đặt trên các con lăn ổn định được lắp trên ụ đầu và đuôi máy. Thiết bị vận hành bằng khí nén được sử dụng để kẹp thanh truyền từ cả hai đầu.
Thanh truyền có thể được kiểm tra với máy từ truyền thống với 2 lần từ hóa, hoặc sử dụng máy từ đa hướng để tiết kiệm thời gian kiểm tra.
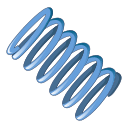
Lò xo

Kiểm tra hạt từ lò xo
Lò xo đóng vai trò then chốt trong hệ thống treo của toa tàu hỏa, góp phần mang lại sự thoải mái cho hành khách, bảo vệ hàng hóa và an toàn chung cho đường sắt. Các lò xo này hấp thụ và phân phối các lực động gặp phải trong quá trình di chuyển của tàu hỏa, đảm bảo hành trình êm ái và ổn định.
Là các thành phần quan trọng đối với an toàn, bất kỳ khiếm khuyết nào trong lò xo cuộn đều có thể dẫn đến hỏng hóc thảm khốc, làm gián đoạn hoạt động đường ray và gây nguy hiểm đến tính mạng. Bằng cách đưa lò xo vào từ trường và áp dụng các hạt từ, các khuyết tật tiềm ẩn trở nên rõ ràng, cho phép xác định và can thiệp sớm. Phương pháp bảo trì chủ động này đảm bảo tính toàn vẹn của lò xo, duy trì sự an toàn và độ tin cậy của đường ray.
Hình dạng của lò xo rất độc đáo và đòi hỏi phương pháp từ hóa đặc biệt.
Lò xo cần được từ hóa theo hai hướng vuông góc với nhau để phát hiện các khuyết tật theo mọi hướng. Từ trường vòng được tạo ra bằng cách truyền dòng điện qua chiều dài của lò xo.
Việc tính toán dòng điện head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện bắn vào đầu = 20 X Đường kính (mm)
Trong công thức trên, đường kính phải được lấy là đường kính của thanh thép lò xo chứ không phải đường kính ngoài của lò xo.
Với việc từ hóa trực tiếp, có thể phát hiện ra các khuyết tật ngang trong lò xo.
Từ trường thứ 2 được tạo ra bằng cách sử dụng một thanh dẫn trung tâm. Việc tính toán dòng điện từ hóa được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện bắn vào đầu = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính ngoài của lò xo. Các khuyết tật theo chiều dọc, tức là song song với trục của lò xo có thể được phát hiện sử dụng phương pháp từ hóa này.
Thiết bị dạng workbench được sử dụng để thực hiện thử nghiệm hạt từ trên lò xo. Lò xo có thể được đặt trên các con lăn cố định và cơ cấu khí nén được sử dụng để kẹp lò xo từ cả hai đầu. Kẹp bằng khí nén đảm bảo không có tia lửa khi dòng điện cao chạy qua lò xo cuộn.
Một thanh dẫn bằng đồng kết hợp với cơ cấu kẹp khí nén được sử dụng để từ hóa thanh dẫn trung tâm.
Vật đúc
Kiểm tra hạt từ vật đúc kích thước lớn
MPI rất quan trọng đối với các sản phẩm đúc lớn do bản chất không phá hủy và khả năng phát hiện khuyết tật. Hiệu quả của phương pháp kiểm tra hạt từ khi kiểm tra cách chi tiết hình học phức tạp giúp tiết kiệm thời gian và hỗ trợ tuân thủ các quy định của ngành. Bằng cách đảm bảo chất lượng, tăng cường an toàn và giảm thiểu rủi ro, MPI đóng vai trò quan trọng trong việc duy trì độ tin cậy của các sản phẩm đúc lớn trong các ngành công nghiệp chế tạo, hàng không vũ trụ và năng lượng.
Không thể đặt những vật đúc lớn này lên các máy thử hạt từ dạng để bàn. Do đó, cần có một thiết bị có thể di chuyển tới địa điểm đúc để thực hiện phát hiện khuyết tật.
Máy phát điện di động được sử dụng để thực hiện yêu cầu này. Các đầu tiếp điểm bằng đồng được gắn vào các dây cáp đi ra từ máy phát điện được sử dụng trong trường hợp này.
Bên cạnh phương pháp từ hóa trực tiếp, các máy phát điện cũng có thể được sử dụng trong phương pháp quấn cáp. Từ hóa sử dụng cáp quấn để tạo ra từ trường dọc trong bộ phận để có thể phát hiện các khuyết tật ngang.
Công thức tính dòng điện cho phương pháp trực tiếp và từ hóa quấn cáp được đưa ra là ASTM E1444 và ASTM E709.

Bu lông và đai ốc

Kỹ thuật kiểm tra hạt từ đóng vai trò then chốt trong quá trình sản xuất và bảo dưỡng ốc vít. Bằng cách cho ốc vít tiếp xúc với từ trường và áp dụng các hạt từ, các khuyết tật tiềm ẩn như vết nứt, khe nứt hoặc bất liên tục sẽ trở nên rõ ràng. Phát hiện sớm các khuyết tật như vậy giúp ngăn ngừa các sự cố, đảm bảo bu lông có thể chịu được ứng suất cơ học mà chúng phải chịu.
Trong các ngành công nghiệp như hàng không vũ trụ, ô tô và xây dựng, nơi các ốc vít chịu tải trọng lớn, MPI là yêu cầu bắt buộc. Nó đảm bảo tính toàn vẹn về mặt cấu trúc và độ tin cậy của ốc vít, nâng cao độ an toàn và tuổi thọ tổng thể của sản phẩm.
Các bu lông bao gồm 2 phần là ốc và đai ốc. Phương pháp thử nghiệm cho cả hai đều khác nhau và được giải thích trong các phần sau.
MPI bu lông
Bu lông cần được từ hóa theo hai hướng vuông góc với nhau. Từ trường vòng được sử dụng để phát hiện các lỗi dọc trên thân bu lông.
Từ trường vòng được tạo ra bằng cách truyền dòng điện theo chiều dài của bu lông. Việc tính toán dòng điện head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện bắn vào đầu = 20 X Đường kính (mm)
Trong công thức trên, đường kính phải được lấy là đường kính của phần có ren
Từ trường dọc cần thiết để phát hiện các lỗi ngang được tạo ra bằng cách sử dụng cuộn dây.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000/(L/D)
Trong công thức trên, đường kính sẽ được lấy là đường kính của phần ren của bu lông.
Đối với bu lông có chiều dài >=80mm: Máy kiểm tra để bàn được sử dụng để thực hiện thử nghiệm hạt từ. Bu lông được đặt trên các con lăn giữ cố định được lắp trên ụ đầu và đuôi máy. Thiết bị vận hành bằng khí nén được sử dụng để kẹp bu lông từ cả hai đầu.
Đối với bu lông nhỏ hơn: Sử dụng máy dựng. Bu lông được đặt ở vị trí thẳng đứng trên đồ gá. Đồ gá này được đặt bên trong một cuộn dây. Cơ cấu vận hành bằng khí nén kẹp bu lông từ phía trên.
MPI đai ốc
Các đai ốc được thử nghiệm bằng máy để bàn. Các đai ốc (từ 5-10 chi tiết) được treo trên một thanh đồng có đường kính nhỏ hơn khoảng 20% so với đường kính bên trong của đai ốc. Thanh đồng này được đặt giữa ụ đầu máy và đuôi máy. Dòng điện chạy qua thanh đồng. Việc tính toán dòng head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện head shot = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính ngoài của đai ốc.
Dòng điện này sẽ tạo ra từ trường vòng trong các đai ốc. Các khuyết tật theo chiều dọc có thể được kiểm tra bằng cách sử dụng kỹ thuật từ hóa này.
Để phát hiện các khuyết tật ngang, chúng ta cần tạo ra một trường dọc. Từ hóa sử dụng cuộn dây được dùng cho mục đích này.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000 / (L/D)
Trong công thức trên, để đơn giản hóa việc tính toán, có thể đưa ra những giả định sau.
L= Chiều dài của mỗi đai ốc X Số lượng đai ốc
D= Đường kính ngoài của đai ốc – Đường kính trong của đai ốc
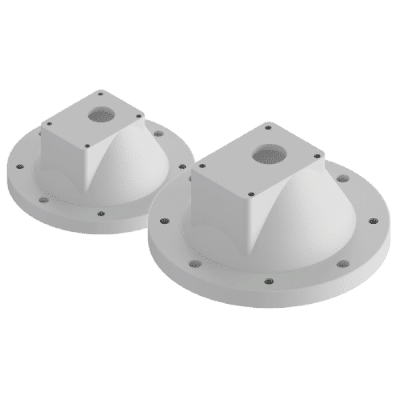
Vỏ hộp số

Vỏ úp hộp số cần được từ hóa theo hai hướng vuông góc với nhau. Từ trường vòng được sử dụng để phát hiện các khuyết tật dọc trong bộ phận. Từ trường vòng được tạo ra bằng cách truyền dòng điện qua chiều dài của vỏ hộp số hay động cơ. Việc tính toán dòng điện bắn vào đầu được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện bắn vào đầu = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính của phần đế.
Từ trường dọc cần thiết để phát hiện các khuyết tật ngang được tạo ra bằng cách sử dụng cuộn dây.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000 / (L/D)
Trong công thức trên, đường kính sẽ được lấy là đường kính trung bình của vỏ úp hộp số.
![]()
Thiết bị dạng để bàn nằm ngang được sử dụng để thực hiện thử nghiệm hạt từ trên vỏ hộp số. Vỏ hộp số được đặt trên các con lăn giữ ổn định được lắp trên ụ đầu và đuôi máy. Hệ thống vận hành bằng khí nén được sử dụng để kẹp vỏ hộp số từ cả hai đầu.
MPI bu lông
Bu lông cần được từ hóa theo hai hướng vuông góc với nhau. Từ trường vòng được sử dụng để phát hiện các lỗi dọc trên thân bu lông.
Từ trường vòng được tạo ra bằng cách truyền dòng điện theo chiều dài của bu lông. Việc tính toán dòng điện head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện bắn vào đầu = 20 X Đường kính (mm)
Trong công thức trên, đường kính phải được lấy là đường kính của phần có ren
Từ trường dọc cần thiết để phát hiện các lỗi ngang được tạo ra bằng cách sử dụng cuộn dây.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000/(L/D)
Trong công thức trên, đường kính sẽ được lấy là đường kính của phần ren của bu lông.
Đối với bu lông có chiều dài >=80mm: Máy kiểm tra để bàn được sử dụng để thực hiện thử nghiệm hạt từ. Bu lông được đặt trên các con lăn giữ cố định được lắp trên ụ đầu và đuôi máy. Thiết bị vận hành bằng khí nén được sử dụng để kẹp bu lông từ cả hai đầu.
Đối với bu lông nhỏ hơn: Sử dụng máy dựng. Bu lông được đặt ở vị trí thẳng đứng trên đồ gá. Đồ gá này được đặt bên trong một cuộn dây. Cơ cấu vận hành bằng khí nén kẹp bu lông từ phía trên.
MPI đai ốc
Các đai ốc được thử nghiệm bằng máy để bàn. Các đai ốc (từ 5-10 chi tiết) được treo trên một thanh đồng có đường kính nhỏ hơn khoảng 20% so với đường kính bên trong của đai ốc. Thanh đồng này được đặt giữa ụ đầu máy và đuôi máy. Dòng điện chạy qua thanh đồng. Việc tính toán dòng head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện head shot = 20 X Đường kính (mm)
Trong công thức trên, đường kính sẽ được lấy là đường kính ngoài của đai ốc.
Dòng điện này sẽ tạo ra từ trường vòng trong các đai ốc. Các khuyết tật theo chiều dọc có thể được kiểm tra bằng cách sử dụng kỹ thuật từ hóa này.
Để phát hiện các khuyết tật ngang, chúng ta cần tạo ra một trường dọc. Từ hóa sử dụng cuộn dây được dùng cho mục đích này.
Công thức tính dòng điện cuộn dây
NI (KAT) = 45000 / (L/D)
Trong công thức trên, để đơn giản hóa việc tính toán, có thể đưa ra những giả định sau.
L= Chiều dài của mỗi đai ốc X Số lượng đai ốc
D= Đường kính ngoài của đai ốc – Đường kính trong của đai ốc
Vật đúc nhiều khích thước

Nhiều bộ phận trong ngành công nghiệp ô tô có hình dạng khó kiểm tra bằng máy kiểm tra hạt từ thông thường.
Những bộ phận này khó lắp vào các máy thử hạt từ tiêu chuẩn dạng bàn và không tuân thủ các yêu cầu hiện hành trong tiêu chuẩn ASTM.
Các bộ phận này cũng cần được từ hóa theo hai hướng vuông góc với nhau.
Để từ hóa các bộ phận này, có thể sử dụng các dòng máy thiết kế đặc biệt, trong đó sử dụng hai cặp ụ đầu và đuôi vuông góc với nhau để từ hóa.
Bản chất của trường do cả hai cặp tạo ra là trường vòng, nhưng hai trường này vuông góc với nhau. Việc tính toán dòng điện head shot được thực hiện theo công thức đưa ra trong tiêu chuẩn ASTM.
Dòng điện bắn vào đầu = 20 X Đường kính (tính bằng mm)
Trong công thức trên, đường kính được coi là khoảng cách lớn nhất giữa hai điểm bất kỳ dọc theo chiều dài của bộ phận.
Thiết bị từ hóa dạng để bàn ngang được thiết kế riêng được sử dụng để thực hiện thử nghiệm hạt từ trên các bộ phận như vậy. Bộ phận được đặt trên máy bằng cách sử dụng các đồ gá được thiết kế đặc biệt. Cơ cấu vận hành bằng khí nén được sử dụng để kẹp bộ phận từ cả bốn hướng.
Từ hóa đa hướng là một kỹ thuật đặc biệt được sử dụng để xác định các khuyết tật theo mọi hướng trong một lần kiểm tra duy nhất. Điều này trái ngược với từ hóa kết hợp được sử dụng trong các máy truyền thống, không phù hợp với tiêu chuẩn ASTM. Kỹ thuật này chứng tỏ hiệu quả trong việc xác định cả vết nứt dọc và ngang trong một lần kiểm tra.
Trong máy này, từ hóa đa hướng được sử dụng để có thể phát hiện các khuyết tật theo mọi hướng chỉ trong một lần kiểm tra.
Bánh răng chịu tải

Bánh răng chịu tải đóng vai trò then chốt trong hoạt động của hệ thống vi sai của ô tô. Nó kết nối với bánh răng pignon và phân phối mô-men xoắn từ trục truyền động đến các bánh xe, quay nhanh trong khi điều chỉnh tốc độ bánh xe khác nhau. Điều này cho phép bánh xe bên ngoài quay nhanh hơn bánh xe bên trong trong khi quay, tăng cường độ ổn định và khả năng kiểm soát.
Kiểm tra hạt từ có tầm quan trọng tối cao đối với tính toàn vẹn của bánh răng chịu tải. Là một thành phần quan trọng chịu ứng suất và tải trọng đáng kể, nó dễ bị nứt bề mặt và các khuyết tật có thể làm giảm tính toàn vẹn về mặt cấu trúc.
Hình dạng của bánh răng chịu tải đặt ra một thách thức độc đáo liên quan đến phương pháp từ hóa cần tuân theo. Phương pháp dễ nhất là kẹp bánh răng giữa ụ đầu và đuôi máy theo đường kính và cấp dòng điện qua nó. Tuy nhiên, diện tích tiếp xúc bề mặt của bánh răng với má kẹp đồng rất nhỏ và dòng điện rất cao nên có khả năng xảy ra hiện tượng nóng cục bộ và tạo hồ quang. Nhiệt độ nóng lên có thể làm thay đổi cấu trúc vi mô của vật liệu và dẫn đến hỏng bánh răng trong khi sử dụng. Ngoài ra, phương pháp này sẽ yêu cầu mỗi bề mặt phải được từ hóa ít nhất hai lần, do đó làm tăng thời gian kiểm tra và cũng có thể dẫn đến bỏ qua một số chỉ thị trong vùng chồng lấn.
Vì vậy, chúng ta cần một phương pháp có thể từ hóa toàn bộ bề mặt bánh răng cùng một lúc mà không làm hỏng răng của nó. Để đạt được mục tiêu này, có thể sử dụng thiết bị với thanh dẫn đồng được sử dụng để từ hóa bánh răng bò theo hướng vòng quanh chu vi. Thanh dẫn này đi qua lỗ của bánh răng. Một dòng điện theo công thức sau được truyền qua thanh dẫn.
Dòng điện head shot = 20 X Đường kính bánh răng (mm)
Để tạo ra từ trường vuông góc, có thể sử dụng một cuộn dây. Yêu cầu về dòng điện cho cuộn dây phải được thiết lập bằng cách sử dụng miếng đệm QQI/FSI vì các công thức tiêu chuẩn không áp dụng được cho hình dạng của bánh răng.
Vì bánh răng rất nặng và khó giữ ở vị trí thẳng đứng nên có thể sử dụng cơ cấu kẹp thẳng đứng khi bánh răng được đặt ở vị trí nằm ngang. Cơ cấu bàn xoay được cung cấp để xoay bánh răng trong quá trình kiểm tra.
Bài đăng liên quan

Kỹ thuật từ hóa khi kiểm tra từ tính
Thử nghiệm hạt từ được sử dụng để phát hiện các bất liên tục trên bề mặt và dưới bề mặt nông...

Hướng dẫn sử dụng Chỉ báo từ thông và QQI/FSI
Bài viết này đưa ra các hướng dẫn sử dụng Dải chỉ báo thông lượng kiểm tra hạt từ tính (Magnetic Flux...
Phân biệt giữa các tiêu chuẩn kiểm tra hạt từ ASTM E709, ASTM E1444 và ASTM E3024
Những đơn vị sử dụng kiểm tra hạt từ không thuộc lĩnh vực hàng không vũ trụ thường sử dụng Hướng dẫn...
使用全向磁化的磁粉检测
多向磁化 (MD) 或多矢量磁化定义为两个或多个磁场...

Các công cụ đánh giá hiệu suất Hệ thống kiểm tra Hạt Từ tính
Trong bài viết này, xin liệt kê và giải thích lý do tại sao mỗi phụ kiện Kiểm tra Hạt từ tính...

选择合适的磁粉检测仪
Các bước cần xem xét để chọn hệ thống kiểm tra từ tính phù hợp cho công việc của bạn. Kể từ...

磁粉检测方法性能良好的主要要求
Các tiêu chuẩn, thông số kỹ thuật và công việc thường yêu cầu nhân viên MT phải được cấp chứng chỉ. Bài...

4 thói quen sử dụng an toàn bình xịt NDT
An toàn là yếu tố luôn cần được chú ý với các kỹ thuật viên NDT – chúng tôi xin nêu ra...
磁粉探伤方法概述
Kiểm tra hạt từ tính là một phương pháp kiểm tra không phá hủy hiệu quả để phát hiện các điểm không...
Nadcap磁粉检测系统技术要求
在本文中,我们将研究 Nadcap 对合适的磁化系统的要求,并...

So sánh chi phí và đặc điểm của 5 phương pháp kiểm tra NDT phố biến
Không có phương pháp NDT duy nhất nào áp dụng cho tất cả các ứng dụng đo lường hoặc phát hiện khiếm...
磁粉探伤最常见的误区
如有疑问,请务必咨询 Tier III 员工或联系我们。 Alfred V. de Forest 和...

有关 NDT 测试中使用的轴承油的常见问题
Nhiều người, thậm chí một số chuyên gia NDT, không nhận ra vai trò quan trọng của dầu mang (cart oil) NDT...

准备 MPI . test 的 5 个步骤
另请参阅:磁性测试系统性能评估工具。如何从...进行粒子测试

使用磁粉测试技术检查焊缝
Kỹ thuật kiểm tra bột từ tính sử dụng các vật liệu từ tính cùng với một thiết bị từ hóa như...
Cơ sở kỹ thuật kiểm tra bột từ
Nguyên lý của phương pháp kiểm tra bột từ Kiểm tra bột từ là phương pháp không phá huỷ có khả năng...

Danh sách các công ty cung cấp dịch vụ kiểm tra không phá hủy (NDT) tại Việt Nam
Cập nhật: 25/6/2019 Thông tin về các phương pháp kiểm tra không phá hủy Mã Phương pháp RT Kiểm tra chụp ảnh...
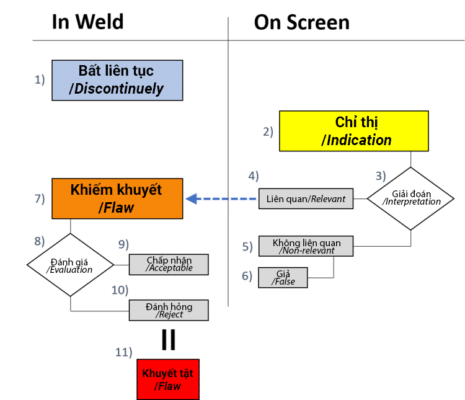
Những thuật ngữ kiểm tra không phá hủy mối hàn
Giới thiệu Tất cả chúng ta đều dùng nhiều thuật ngữ khác nhau trong lĩnh vực NDT. Tôi đã thấy rất nhiều...

Kiểm tra NDT lô cán thép
Tổng quan Các lô cán thép được sử dụng trong nhà máy sử dụng các vật liệu và kích thước khác nhau,...

Thép carbon và 4 phương pháp phát hiện khuyết tật bề mặt của vật liệu
Thép carbon (CS) được chúng ta sử dụng rất nhiều trong cuộc sống hàng ngày. Cho dù trong các phương tiện giao...
视频
下载
拥有一切 233 文件大小 388.5 军训局 和 255,233 lượt tải 在本节中 全部的.
秀字 81 下一个 100 总共 233 文件。
MARKTEC
 Hệ thống kiểm tra từ tính của Marktec
Hệ thống kiểm tra từ tính của Marktec
» 303.1 KiB - 1,059 hits - 1 1 月, 2020
Hệ thống kiểm tra từ tính của Marktec
AxSEAM
AxSEAM Brochure
» 1.1 军训局 - 1,144 hits - 1 1 月, 2020
AxSEAM Brochure
IPLEX TX
Bộ KIT kiểm tra phụ kiện đúc cho công nghiệp sản xuất ô tô
» 293.7 KiB - 1,136 hits - 7 9 月, 2021
Bộ KIT kiểm tra phụ kiện đúc cho công nghiệp sản xuất ô tô.
IPLEX TX Brochure
» 1.2 军训局 - 1,017 hits - 1 1 月, 2019
IPLEX TX Brochure
ET PROBE
Bent Shaft Surface Probes - Absolute Bridge
» 542.1 KiB - 1,116 hits - 31 7 月, 2020
Bent Shaft Surface Probes - Absolute Bridge
Eddy Current Probes Catalog
» 456.9 KiB - 999 hits - 31 7 月, 2020
Eddy Current Probes Catalog
Flexible Shaft Surface Probes - Absolute Bridge
» 798.9 KiB - 1,171 hits - 31 7 月, 2020
Flexible Shaft Surface Probes - Absolute Bridge
Nortec Scanners
» 382.5 KiB - 0 hits - 31 7 月, 2020
Nortec Scanners
Right Angle Surface Probes - AbsoluteBridge
» 728.7 KiB - 1,114 hits - 5 8 月, 2020
Right Angle Surface Probes - AbsoluteBridge
Ring Donut Probes - Reflection Absolute
» 456.0 KiB - 1,090 hits - 5 8 月, 2020
Ring Donut Probes - Reflection Absolute
Rotating Stainless Steel Scanner Probes - Imperial
» 444.6 KiB - 1,104 hits - 5 8 月, 2020
Rotating Stainless Steel Scanner Probes - Imperial
Rotating Stainless Steel Scanner Probes - Metric
» 464.1 KiB - 1,290 hits - 5 8 月, 2020
Rotating Stainless Steel Scanner Probes - Metric
OMNISCAN MX ECA
Bond_Testing_EN_201802_Web.pdf
» 1.7 军训局 - 1,378 hits - 31 7 月, 2020
ECA_Probe_Catalog.en.pdf
» 4.0 军训局 - 1,704 hits - 31 7 月, 2020
ECA_Solution_Subsurface_Crack_EN_201111.pdf
» 694.2 KiB - 947 hits - 31 7 月, 2020
ECA_Stress_Corrosion_201310.pdf
» 918.8 KiB - 1,232 hits - 31 7 月, 2020
MagnaFORM_EN_201803_Web.pdf
» 764.2 KiB - 1,370 hits - 31 7 月, 2020
MagnaFORM_StainlessSteel_Surface_Brochure_201810_Web.pdf
» 335.7 KiB - 989 hits - 31 7 月, 2020
OmniScan_ECA_Stress_Corrosion_EN_201803_Web.pdf
» 973.3 KiB - 1,365 hits - 31 7 月, 2020
OmniScan_MX_ECA_Subsurface_Corrosion_EN_201803_Web.pdf
» 936.3 KiB - 1,312 hits - 31 7 月, 2020