

















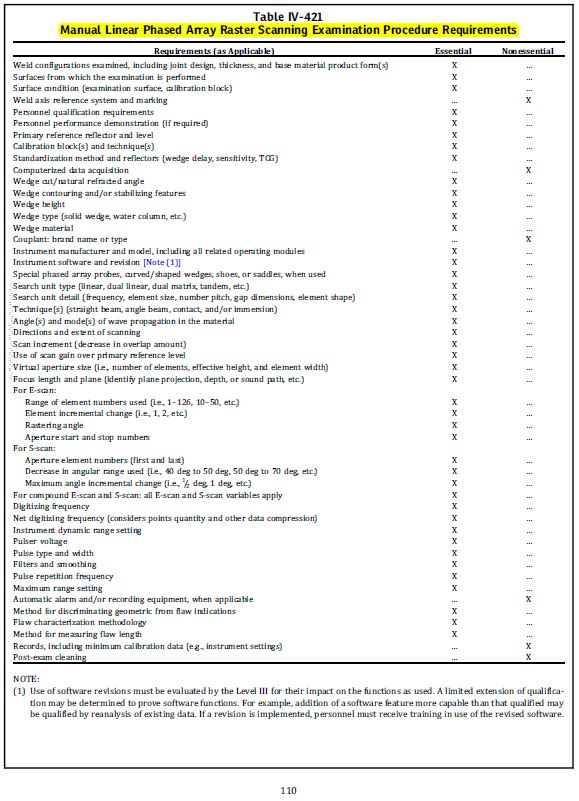
「スキャンプラン」の歴史
スキャン計画は不可欠ですが、フェーズ アレイ (PA) テスト プロセスでは見落とされがちなステップです。適切なスキャン計画は、信頼性の高いテスト結果、高い生産性、保証された再現性につながりますが、PA の性質が異なり、アプリケーションに適用できる TFM 技術が異なるため、多くの場合難しい場合があります。
スキャン計画は、従来の超音波検査でも多く取り上げられてきました。
- トランスデューサの特性評価、出力点、放射角度、ビーム振幅…
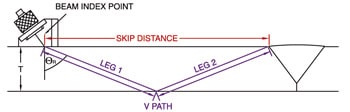
- 角度プローブを使用してプローブの移動範囲 (スキップ距離) を決定する
- UT を検査し、C-スキャン マッピングが必要な場合にビーム オーバーラップを特定
- ビームサイズの計算
スキャン計画とは何ですか?
検査作業を行う前に フェーズドアレイ、TFM 良い超音波 AUT さあ、一人 スキャンオプション しなければなりません。このスキャン計画は、再現可能な結果を確保するためのテスト戦略に関する情報を含めて文書化する必要があります。この情報は、将来のデータの評価と解釈にも大いに役立ちます。溶接検査を計画する場合、プローブの配置と実行戦略は、次の重要な要素の影響を受けます。
- 規格の要件 (ASME、AWS、API…) 超音波試験およびフェーズドアレイ用
- 材料の種類、ステンレス鋼、二相鋼、炭素鋼、異種金属…
- カバレッジのコード要件 HAZ熱影響部
- 溶接工程 適用中(SMAW、SAW、FCAWなど)
- 溶接ベベル設計、ブラント エッジ設計、一般的な溶接構成
- 溶接アクセスの制限、溶接の外側、内側、片側または両側からアクセス可能、溶接エッジの幅、プローブから CL までの可能な最短距離。
- 使用感あり ToFD と従来の超音波チャンネル?
- デバイスの数、実現するスキャン速度、最大スキャン数、データ取得速度、生産速度など。
- 使用するデバイスの種類、放送チャンネル数の上限、最大チャンネル数 (16:128 または 32:128 または 16:64 または 64:128)
- 寸法評価要件、 合格基準 申請中です
- 規格の欠陥評価の要件が適用されます。
- いくつかの基準で、 リニアスキャンの使用はオプションです.
テスト結果の再現性
フェーズド アレイまたは TFM をテストする場合、さまざまなオプションがあるため、再現性、安定性、およびプロジェクト担当者のトレーニングに問題が生じます。同じ溶接でも、さまざまなスキャン プランを計画するさまざまな方法があります。
テストを計画している間、次のようなさまざまなオプションを用意できます。
- スキャンするには セクタースキャン 良い 電子スキャン 良い 構成されたスキャン?
- エンコードされた 良い マニュアル
- 変数の数/絞り サウンドビームを作成する
- グループ数/マルチチャンネル
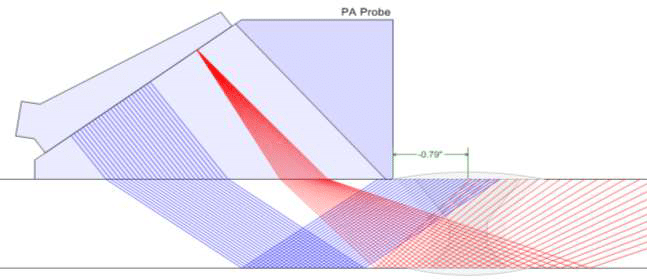
- 収束場所 グループごとに
- オプション トランスデューサ周波数, 変数の数、 タイプ くさび 使用する…
- に関する考慮事項 サウンドビームの延長
- 透過角、入射角 (ビール)
スキャン計画中に必要な情報
あまりにも多くの要因を制限するために、ほとんどの標準では、次のようなスキャン プランに必須のパラメーターがあります。
- 確認する溶接部の詳細、溶接エッジ、曲面
- 使用するプローブとウェッジ
- 機器関連の設定を含む、使用する音響ビーム収束法則バリアント
- インデックス オフセットに関する情報
- スキャン数、スキャン方向
- ASME規格では、情報は主に セクション V 第 4 条、 部 必須の付録 IV 手動フェーズド アレイ テストおよび 必須の添付図面 位置エンコーダを使用したフェーズドアレイのテスト用
- D1.1 では、スキャン計画に関連する情報は次の場所にあります。 パート G 附属書 WILL に基づく試験手順
- API 1104 では、スキャン プラン関連の情報が専門のキャリブレーション要件手順に含まれています。

ただし、テスト計画を作成するには、通常、溶接タイプ、プローブの選択、ウェッジ、および使用するビーム放出ルールの 3 つの主要なパラメータがあります。この情報は、手で描くことも、次のような専用のソフトウェアを使用して描くこともできます。 ESビームツール 良い セットアップビルダー.
TFM . test のスキャン計画
数年前にフルマトリックス/フルフォーカス (FMC/TFM) データ取得が NDT 業界に導入されたとき、それは時間と結果を最適化するための革新的な手法と見なされました。ただし、最近の登場でも、特に溶接検査アプリケーションでは、いくつかの制限と課題が明確になっています。
プローブの選択から校正の実行まで、テスターは、規格の要件に準拠する最適なテスト戦略を開発するために、重要な選択を行う必要があります。
執筆時点 (2020 年) で、FMC または TFM に適用される規制を含む唯一の NDT 規格は ASME (BPVC) です。セクション V、第 4 条 (2019 年) には、次の付録が含まれています。
- 必須 付録 XI フル マトリックス キャプチャ (FMC)
- 非必須 付録 F フル マトリックス キャプチャ (FMC) を使用した溶接部の検査
- セクションの特定の人員要件とトレーニングの概要。 V、第1条
溶接部を検査する場合、次の理由により、スキャン プランはマルチグループ モードを必要とするコードに準拠しています。
- 規格では、2T または 2L のダイレクト ビームのみを使用しても溶接を完全にカバーするには不十分であると述べられています。
- 校正中のライン検証では、試験片の上部から下部まで貫通する壁貫通スロットを使用する必要があります。
通常、PAUT での作業に慣れているテスターは、2T ウェーブ セットのグループを使用し、厚さを 2 倍にして同等のモードを取得することで、標準のセクタ スキャン モードに対応する結果を生成しようとします。 2 つの波形モードを使用したこの構成では、キャリブレーション サンプルの貫通壁スロット全体を検出できないため、これは最適な実装ではありません。
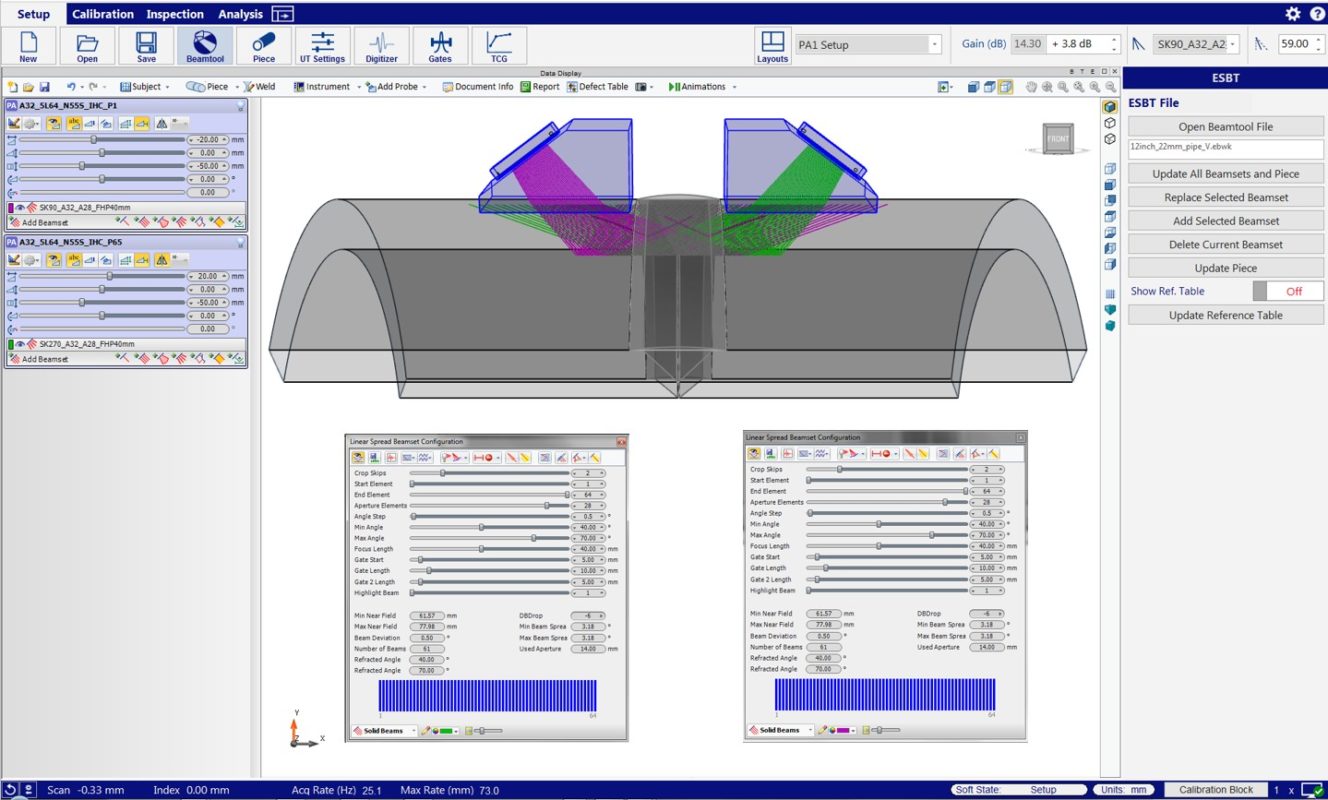
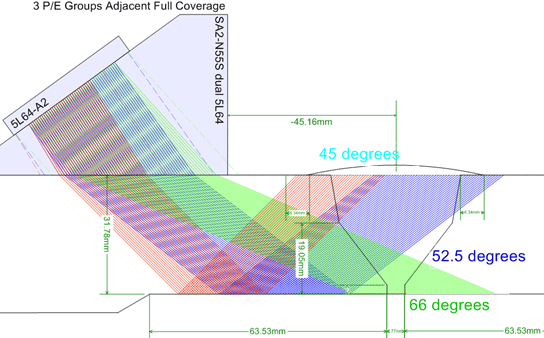
規格に準拠するには、3T や 5T などのセルフタンデム波モードを含むマルチグループ構成を使用する必要があります。 OmniScan X3 のようなデバイスを使用すると、影響を受けることなく同時に 4 つのグループからデータを取得できます。 振幅忠実度 そして解像度。
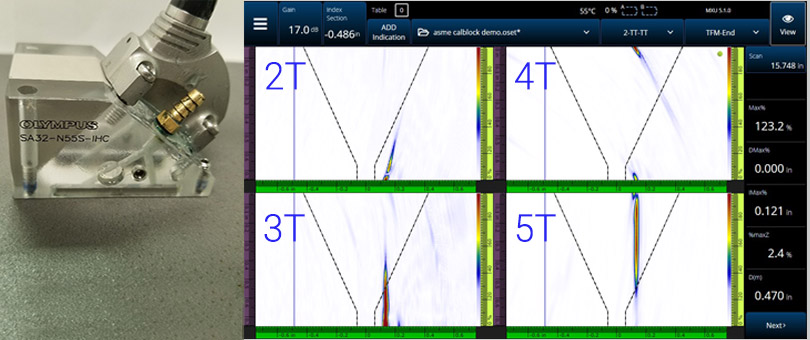
上の画像では、5L64-A32 プローブを使用するオプションを使用して、キャリブレーション ブロック サンプルの貫通壁スロットのある位置に配置されています。スロット全体を良好にカバーするには、2T および 4T モードに加えて、3T および 5T セルフタンデム モードの 2 つの追加モードを使用する必要があることがわかります。画像とデータは、K. Shane Walton (University of Ultrasonics) に帰属します。
テストを計画する際の注意事項
- PAUT と同様に、厚肉溶接の TFM テストでは、溶接領域全体をカバーするために複数のインデックス オフセットが必要です。
- TMF 信号に対する厚さの違いの影響が大きいため、校正試験片の厚さは試験片の厚さの ±5% を超えてはなりません。
ピンバック: X線撮影の代替として使用される超音波フェーズドアレイ – VISCO NDT