

















Phương pháp lấy nét tổng thể (TFM) đã được đã được đưa vào code ASME từ năm 2019 và hầu hết các code này đang được sửa đổi giúp TMF là một trong những phương pháp NDT được chấp nhận rộng rãi. TFM có thể được sử dụng cho các ứng dụng khác nhau như kiểm tra mối hàn, kiểm tra ăn mòn xâm thực hydro ở nhiệt độ cao (HTHA) và phát hiện sớm vết nứt do hydro gây ra (HIC).
Hầu hết các hệ thống Phased array hiện có trên thị trường đều tính toán hình ảnh TFM từ Thu thập dữ liệu toàn mảng (FMC), một quá trình thu thập dữ liệu trong đó mỗi phần tử trong một mảng đều được sử dụng làm bộ phát, và tất cả các phần tử được sử dụng làm bộ thu. Khi tất cả các phần tử được kích hoạt, tốc độ quét có thể chậm hơn do số lượng lớn dữ liệu cần được xử lý.
Olympus đã triển khai một kỹ thuật thu thập dữ liệu mới cho TFM với kỹ thuật bỏ cách biến tử, Việc thu thập kích hoạt các biến tử được chọn trước hoặc tất cả các phần tử của mảng trong khi tất cả các biến tử vẫn thu nhận tín hiệu độc lập. Khi đó, TFM sẽ được cải thiện năng suất trong khi vẫn giữ độ phân giải không gian tối ưu.
Cần lưu ý rằng TFM / FMC có thể bổ sung cho PAUT và không nhất thiết là phương pháp sẽ thay thế PAUT. Lợi ích chính của TFM / FMC so với PAUT là khả năng xác định các khiếm khuyết nhỏ như tạp chất và lỗ rỗng nhờ vào độ phân giải hình ảnh được cải thiện. Cũng cần phải chỉ rõ rằng TFM / FMC, giống như khi hội tụ chùm âm PAUT, chỉ hoạt động tốt trong vùng trường gần, do đó khi lên kế hoạch kiểm tra, cần chú ý thêm tới điểm này. Trong hầu hết các trường hợp, kiểm tra bằng PAUT là lựa chọn ưu tiên trước TFM.
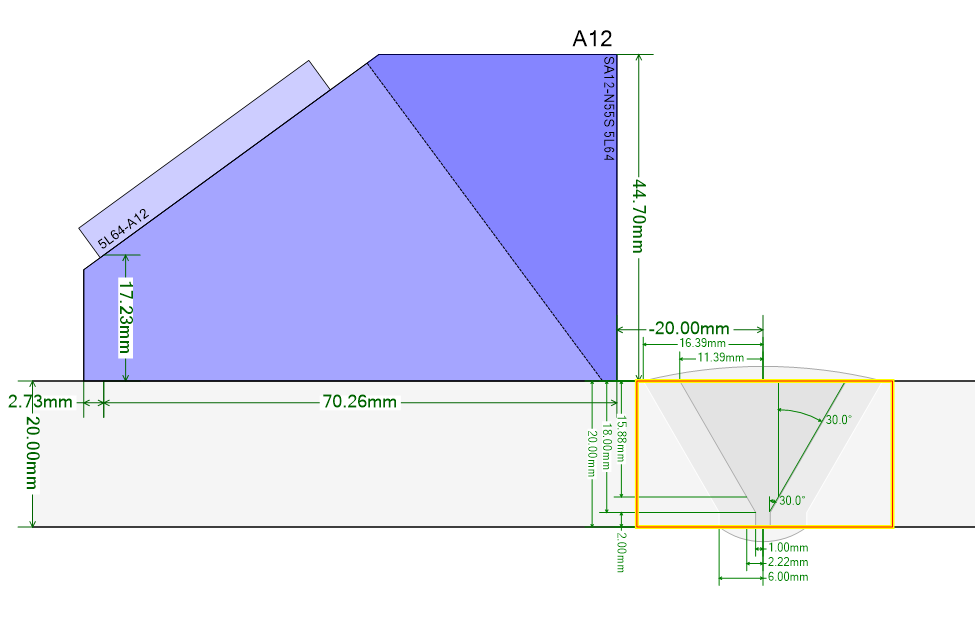
Bài viết này sẽ giải thích cách xác định một kế hoạch quét thích hợp để đảm bảo bao phủ toàn bộ mối hàn đang được kiểm tra với kỹ thuật TFM. Việc phân tích và giải đoán các kết quả sẽ được chia sẻ trong một bài viết khác. Để minh họa điều này, chúng ta sẽ kiểm tra mối hàn chữ V 20mm với mũ mối hàn sử dụng đầu dò 64 biến tử, bước 0,6 mm ở tần số 5 MHz với nêm SA12-N55S. Các code đều quy định cần cung cấp một kế hoạch quét chuẩn và có thể lặp lại kết quả kiểm tra. Kế hoạch quét phải bao gồm mô tả phạm vi bao phủ cần thiết, mật độ lưới hình ảnh, hình học mối hàn, số lượng đường quét kiểm tra, vị trí và chuyển động của đầu dò đối với trục mối hàn. Đối với các mối hàn dày hơn 8 mm (0,3 inch), Vùng quan tâm (ROI) của vùng TFM phải bao gồm mối hàn và ít nhất 10 mm (0. 4 inch) trên mỗi mặt của mối hàn của vật liệu gốc. Giả sử rằng thiết bị sẽ sử dụng kèm với một bộ quét đẩy tay có Index offset di động một chút theo trục index; ROI cũng cần bao gồm các dự phòng cho khoảng dịch chuyển 1-2mm này.
Tham khảo Lên kế hoạch quét kiểm tra mối hàn với PAUT.
Các tiêu chí này nên được sử dụng để xác định tất cả các tham số trong hình sau.
Các tham số ảnh hưởng đến việc kiểm tra TFM
Cần lưu ý nhiều yếu tố khác nhau khi thiết lập kế hoạch quét để kiểm tra TFM / FMC. Những tham số quan trọng nhất được liệt kê và mô tả bên dưới:
Index offset
Index offset được đặt để tránh cản trở khi di chuyển đầu dò dọc mối hàn. Với mũ mối hàn 16mm, chúng ta cần đặt Index offset tối thiểu là 17-18mm. Các mũ mối hàn thường có vị trí bắt đầu và kết thúc hàn lớn hơn, vì vậy chúng ta thêm 1-2mm vào Index offset. Cuối cùng, khi chúng ta sử dụng bộ quét thủ công đẩy tay, cần thêm ± 2-3 milimét để dự phòng cho việc lệch trục của bộ quét khi di chuyển. Index offset cuối cùng là 17 + 1 + 2 = 20mm.
TFM Zone
Chiều rộng của vùng hình ảnh TFM cần bao gồm toàn bộ vùng quan tâm trong mối hàn. Theo tiêu chuẩn, cần 10mm vùng HAZ trên mỗi mép vát của mối hàn. Cuối cùng, các dịch chuyển của máy quét cũng cần được thêm vào, vì vậy thêm cần thêm ± 2-3mm. Chiều rộng của TFM Zone là 35-40mm.
Dù là UT, PAUT hay TFM, các mối hàn thường được kiểm tra bằng chân thứ nhất và chân thứ hai. Chân đầu tiên được sử dụng để phát hiện các chỉ thị phần đáy, chẳng hạn như không thấu hoặc vết nứt, trong khi chân thứ hai được sử dụng để kiểm tra các mép vát, mũ mối hàn và toàn bộ vùng hàn. Chiều cao TFM cần đặt phủ toàn bộ chiều cao mối hàn với các group khác nhau. Chúng ta cần tối thiểu group TT cho kiểm tra phần dưới mối hàn và TT-TT cho phần mũ mối hàn. Thông thường để đơn gian, vùng TFM cần rộng hơn 1,1 lần vùng quan tâm để đáp ứng cho lỗi kích thước.
続きを見る Ảnh hưởng của mép mối hàn khi sử dụng TFM.
Độ phân giải TFM:
Độ phân giải TFM phải đáp ứng các mục tiêu định cỡ khuyết tật của quá trình kiểm tra. Độ phân giải là khoảng cách giữa 2 điểm ảnh TFM liên tiếp. Vùng TFM thường có số lượng điểm thấp hơn và số lượng điểm trên ảnh hưởng đến độ phân giải và độ trung thực biên độ (AF). Đặt độ phân giải quá tốt có thể có tác động đáng kể đến tốc độ thu và xử lý dữ liệu và trong trường hợp xấu nhất, làm cho quá trình quét không thể thực hiện được.
Độ trung thực biên độ AF
Độ phân giải TFM cần phải tuân theo tiêu chí yêu cầu của Độ trung thực của Biên độ. Nó xác định xem hình ảnh TFM có thích hợp để bảo toàn thông tin biên độ không bỏ sót khuyết tật hay không. ASME V quy định rằng độ trung thực của biên độ phải được duy trì ở mức 2dB hoặc nhỏ hơn.
Các cài đặt tự động trên OmniScan X3 sẽ tự động tính toán và khuyến nghị độ phân giải TFM đáp ứng đủ yêu cầu về độ trung thực biên độ. Khi cần cải thiện tốc độ quét hơn nữa, có thể triển khai phương pháp thử nghiệm thực tế tuân theo các nguyên tắc được cung cấp trong tiêu chuẩn ISO/DIS 23865:2020-01 – Non-destructive testing – Ultrasonic testing – General use of full matrix capture / total focusing technique (FMC/TFM).
Bản đồ ảnh hưởng âm áp AIM
Để tính toán AIM, Olympus đã phát triển một mô hình sóng âm kết hợp giữa phân tích và dựng hình, tính toán đáp ứng âm áp của chế độ kiểm tra xung-vọng, và siêu âm song song (Self-tandem). Mô hình âm thanh này có tính đến các ảnh hưởng của hệ số truyền qua và phản xạ, hình dáng hình học của sóng âm và suy giảm vật liệu. Ngoài ra, trong mô hình cũng đã sử dụng tích phân Rayleigh – Sommerfeld để mô hình hóa phản ứng tán xạ trường xa cho lỗ đáy phẳng (FBH) trong trường hợp các khuyết tật dạng mặt. Phản ứng tán xạ FBH được sử dụng để mô phỏng các khuyết tật định hướng (planar).
Bản đồ ảnh hưởng âm áp là một công cụ giúp lên kế hoạch kiểm tra đảm bảo tuân thủ tiêu chuẩn do hỗ trợ khuyết tật dạng khối và khuyết tật dạng mặt ở các góc độ khác nhau.
Xem thêm về 音圧影響マップ.
Kiểm tra các dạng mối hàn với TFM
Thông thường, những người kiểm tra đã quen làm việc với PAUT cố gắng để tạo ra kết quả tương ứng với các chế độ sectorial scan tiêu chuẩn sử dụng một nhóm 2T wave set và đặt chiều dày lên gấp đôi để có chế độ tương đương với 4T. Đây không phải là cách thực hiện tối ưu do cấu hình này với 2 chế độ sóng không thể phát hiện được toàn bộ các khuyết tật cho nhiều cấu hình mối hàn khác nhau.
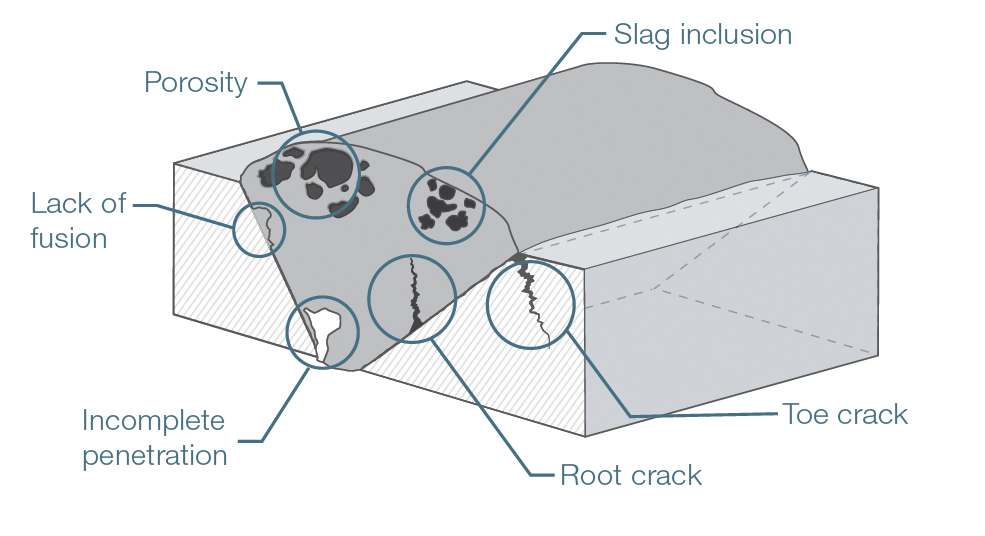
Chúng ta sẽ phân vùng mối hàn thành 4 phần, bao gồm mép vát mối hàn, các khuyết tật nứt chân và nứt mũ mối hàn, phần vùng hàn. Mỗi vùng sẽ sử dụng 1 group với dạng sóng tối ưu để phát hiện từng dạng khuyết tật.
Xem thêm về Các dạng mối hàn và khuyết tật mối hàn.
Mối hàn chữ V
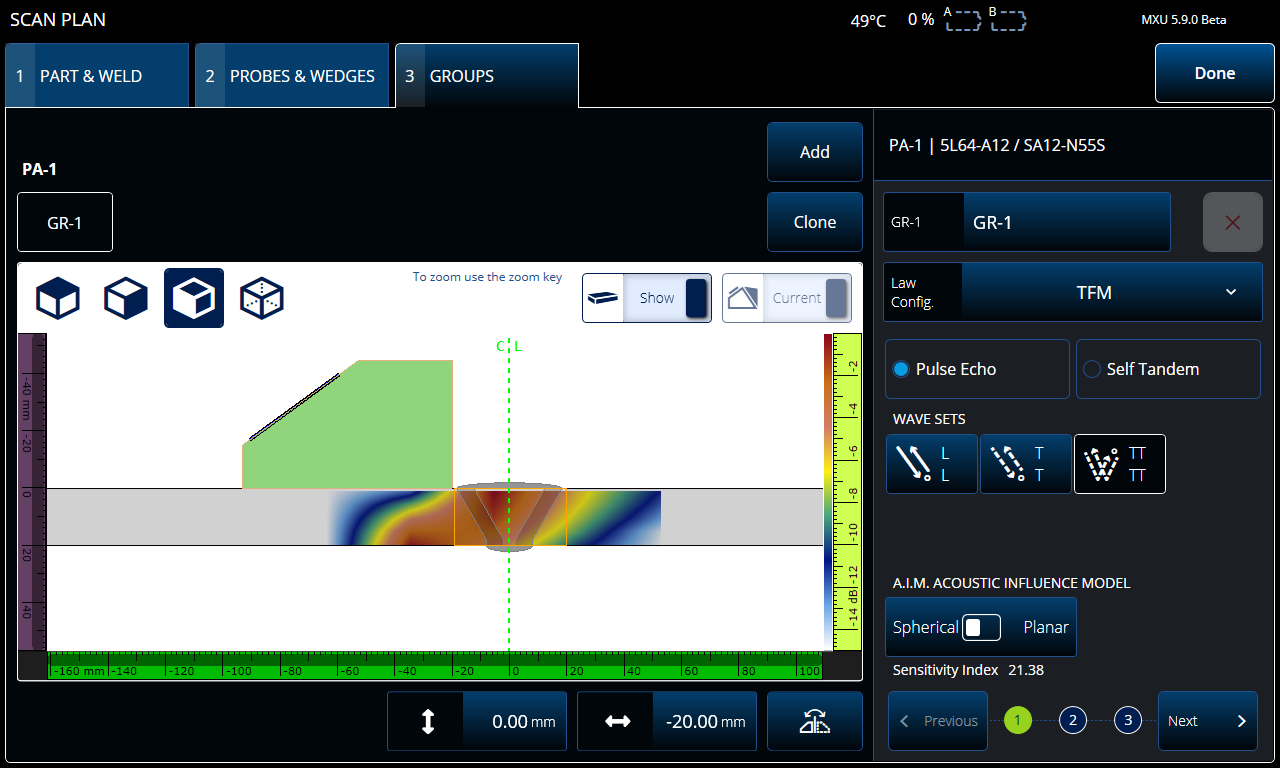
Để kiểm tra mối hàn này với các khuyết tật khác nhau, bao gồm nứt dọc, nứt ngang, nứt chân và vùng mũ mối hàn, cần tối thiểu hai chế độ TMF ở chế độ P-E là TT và TTTT tương tự như kiểm tra siêu âm với half skip và full skip.
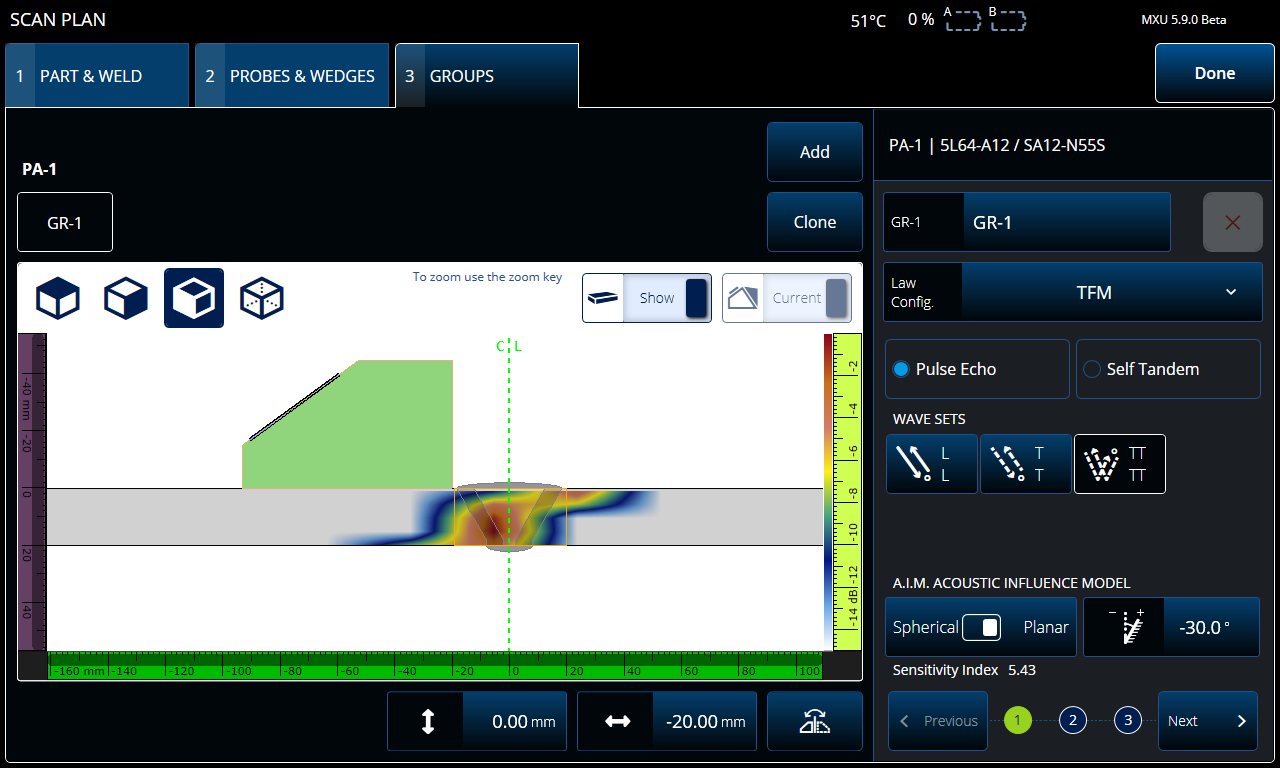
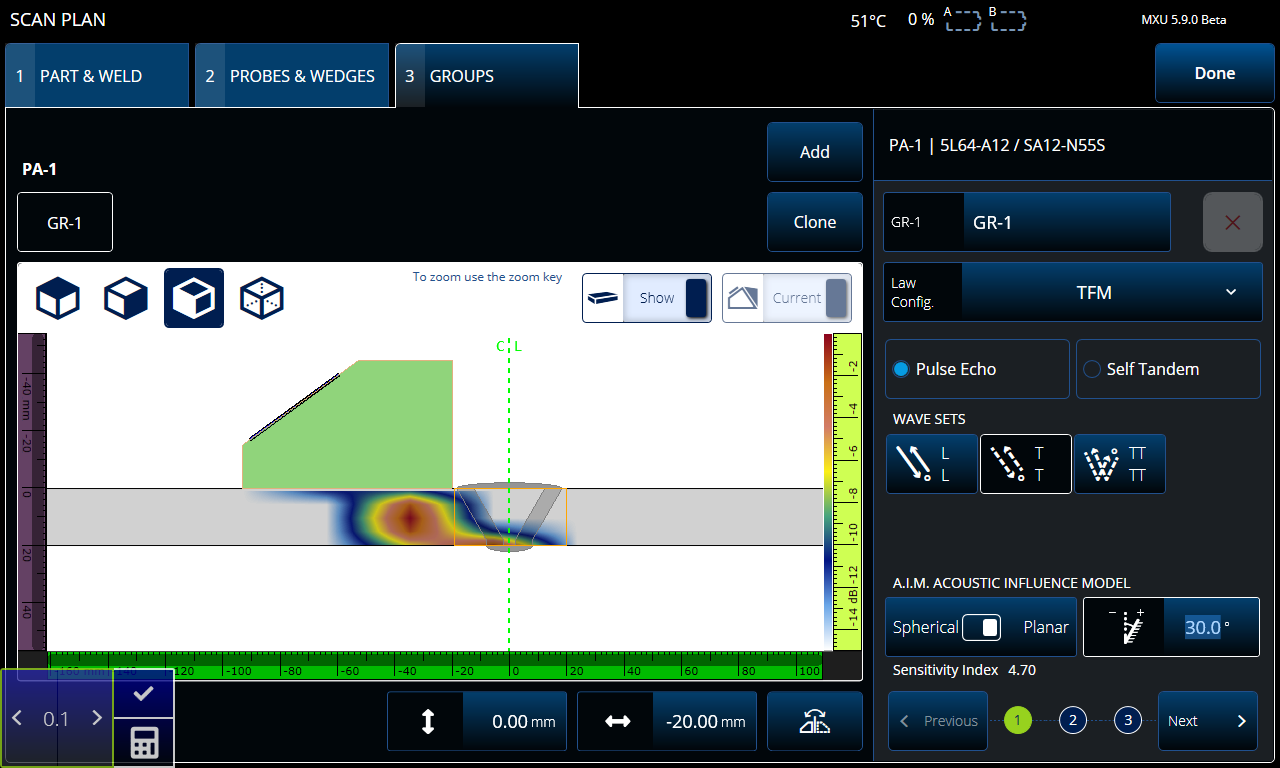
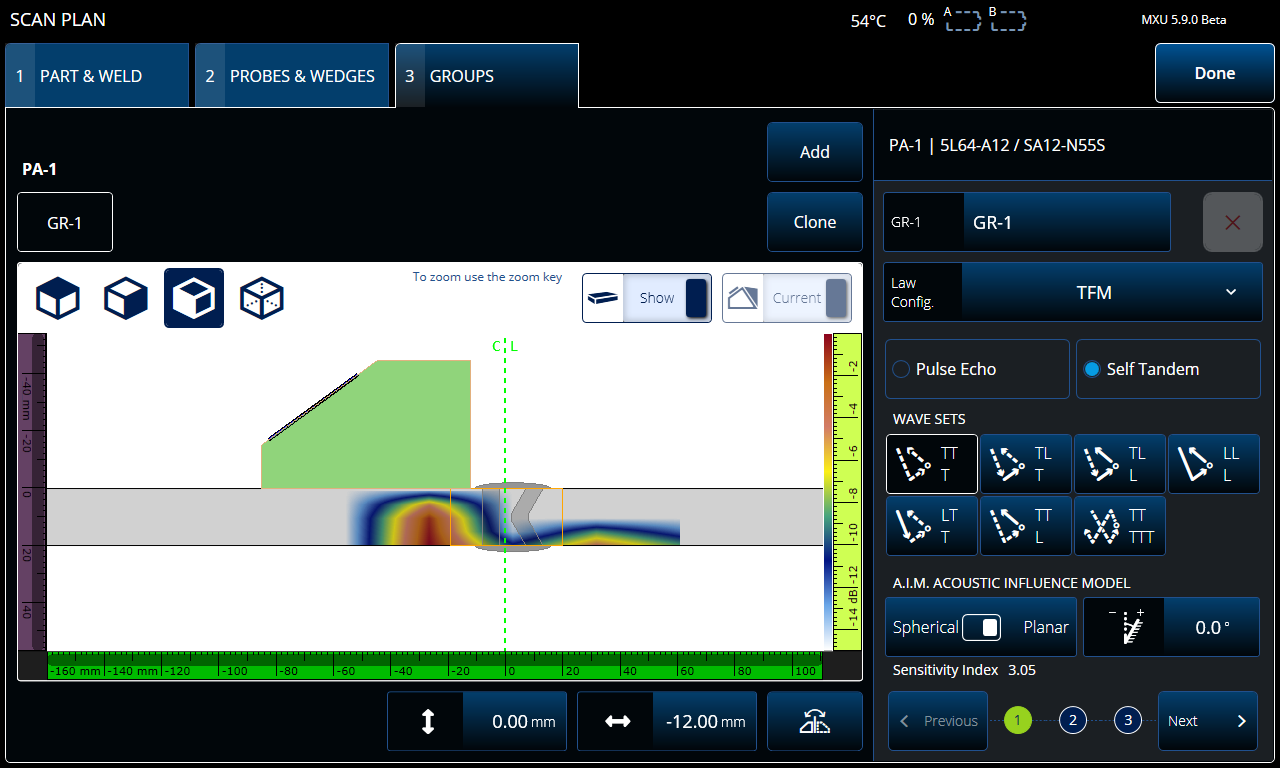
Bản đồ ảnh hưởng âm áp là một công cụ mô hình hóa có sẵn trong máy OmniScan™ X3 để lên scan plan. Vùng quan tâm đối với TFM / FMC được hiển thị dưới dạng hộp màu cam xung quanh mối hàn hình chữ V và người dùng có thể thiết lập cấu hình theo yêu cầu.
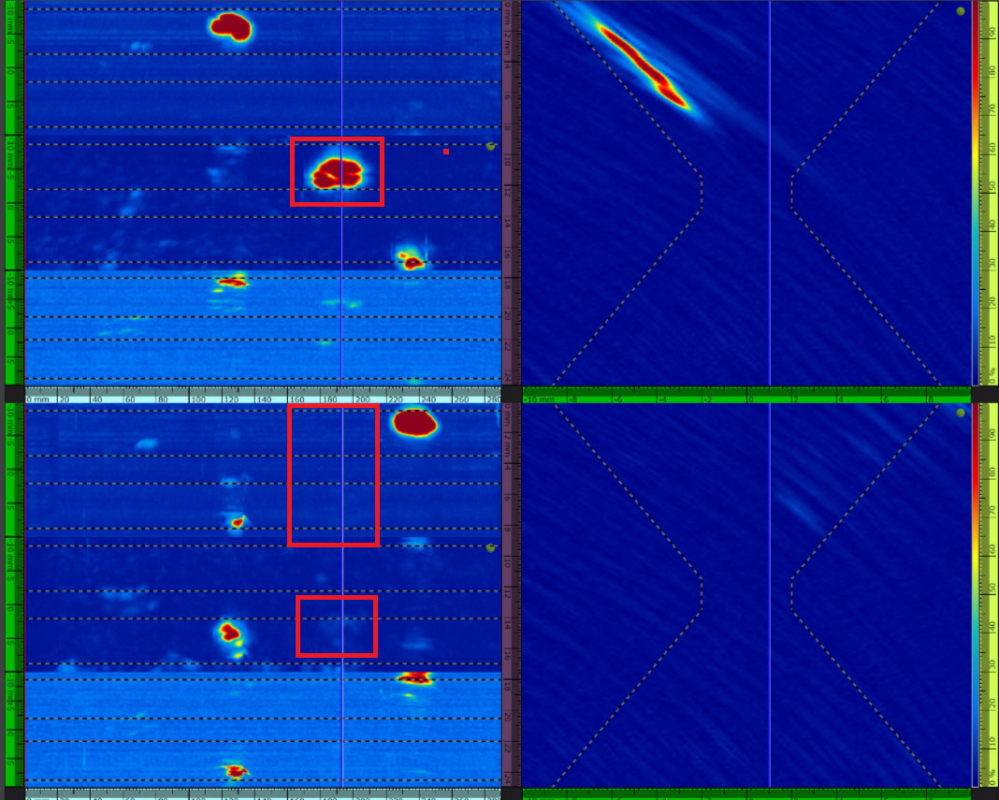
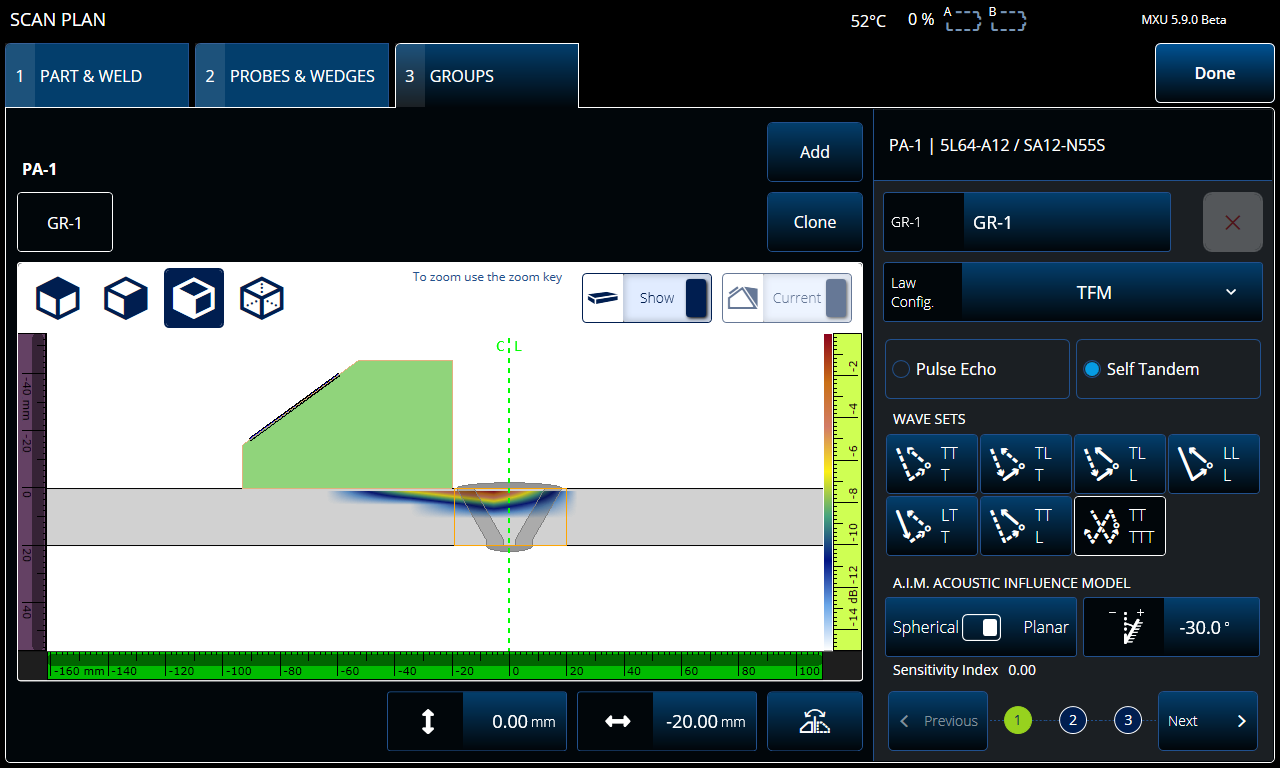
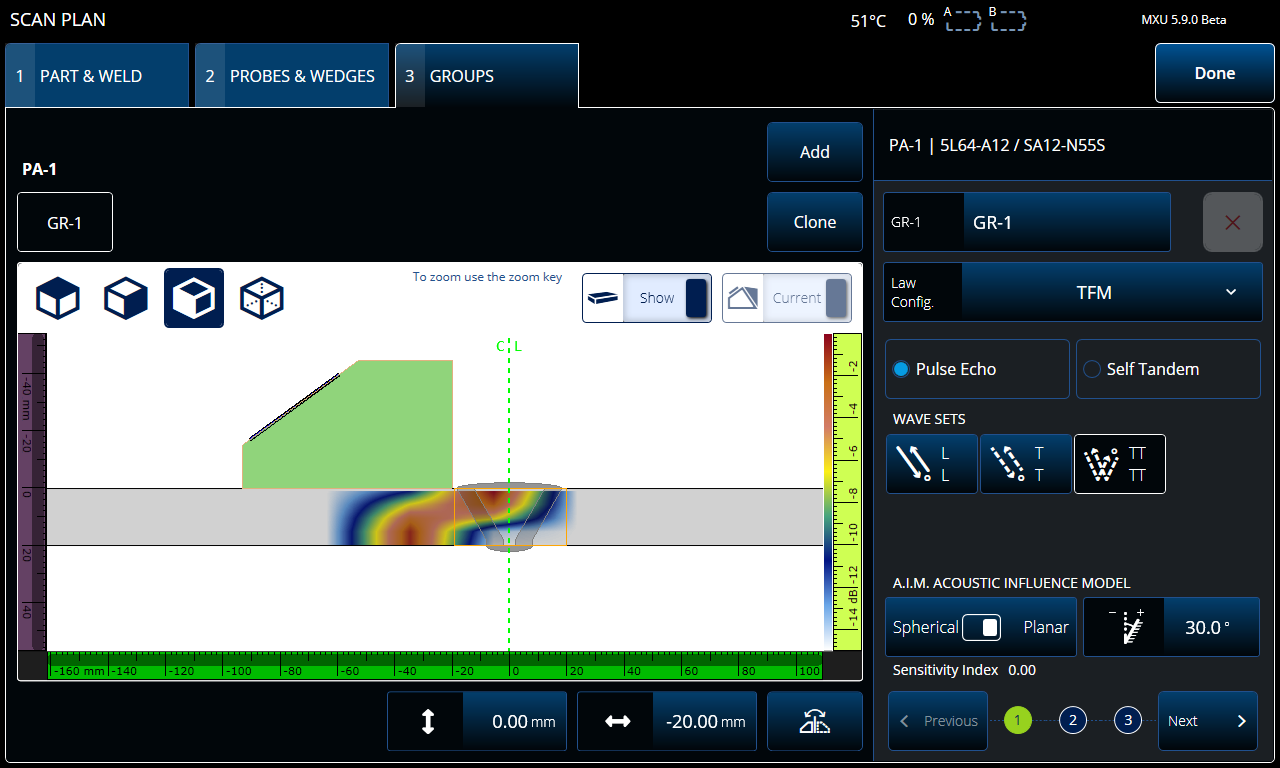
Bằng cách so sánh hai hình ảnh mô phỏng, có thể thấy rằng chế độ TTTT cung cấp khả năng bao phủ tổng thể mối hàn tốt hơn. Mặt khác, bộ sóng TT chỉ có thể bao phủ ở chân mối hàn bên dưới và hoạt động kém ở nửa trên. Công cụ AIM cũng đo chỉ số độ nhạy (SI), cho phép so sánh các hình ảnh AIM khác nhau. Độ nhạy cao hơn có nghĩa là tỷ lệ tín hiệu trên nhiễu (SNR) tốt hơn cho các khu vực trong kiểm tra TFM / FMC. TTTT được chọn để kiểm tra TFM / FMC các khuyết tật hình khối trong vùng hàn do độ phủ tốt hơn (được biểu thị bằng màu đỏ và cam trong AIM).
Khuyết tật dạng hình khối
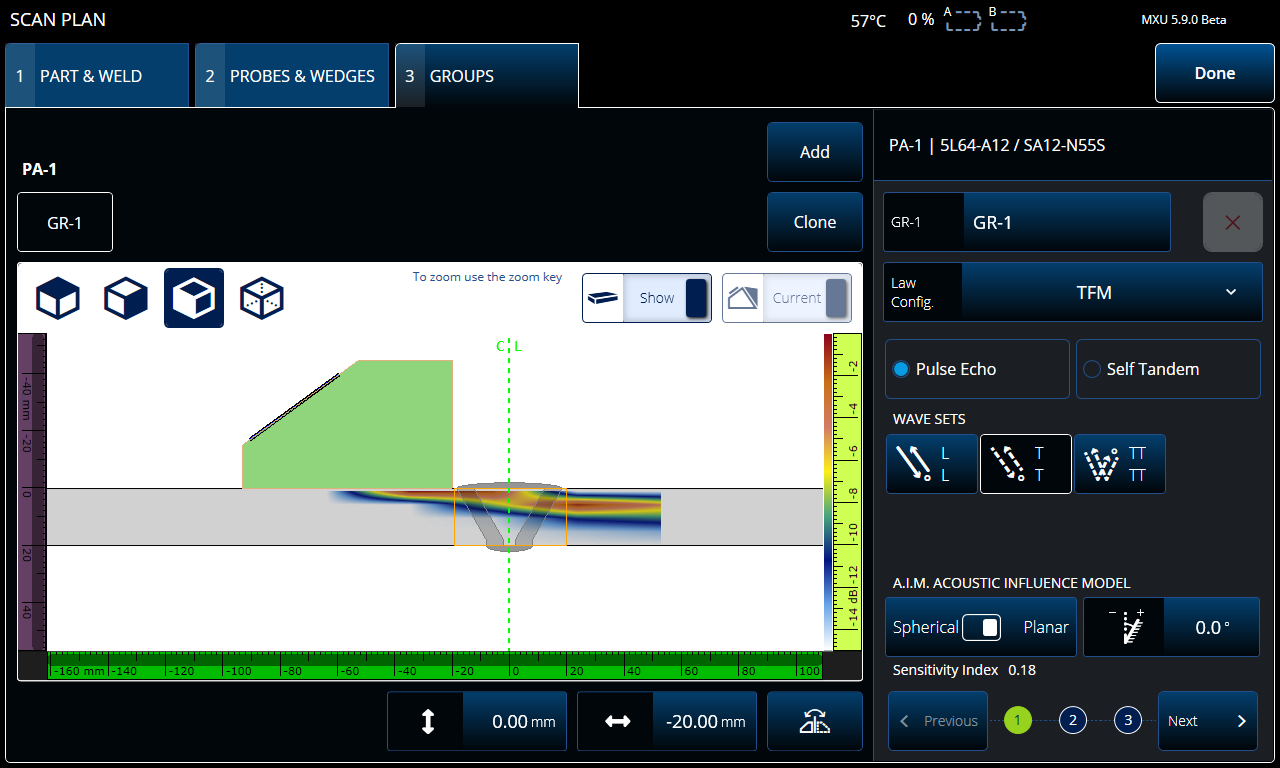
Mô hình phản hồi âm áp của chế độ TT-TT cho thấy khả năng phát hiện tốt các khuyết tật dạng khối (Spherical) trong toàn bộ vùng hàn (rỗ khí, ngậm xỉ), và vùng chân mối hàn (không thấu chân). Có thể tham khảo thêm chế độ TT khi đánh giá do chế độ này bắt khá tốt các khuyết tật hình khối ở phần chân mối hàn.

Khuyết tật không ngấu vách
Tương tự như PAUT truyền thống, chế độ sóng phản xạ chân thứ 2 TTTT giúp phát hiện tốt các khuyết tật không ngấu vách ở cùng phía với đầu dò, kể cả phần trên cùng khoảng 1-2mm của mép mối hàn. Các dạng sóng có thử sử dụng hiệu ứng góc của phần mép không ngấu phía trên mối hàn như TTTTT cũng giúp bổ sung thông tin khi giải đoán các khuyết tật không ngấu sát mép trên mối hàn.
Nứt trên và dưới mối hàn
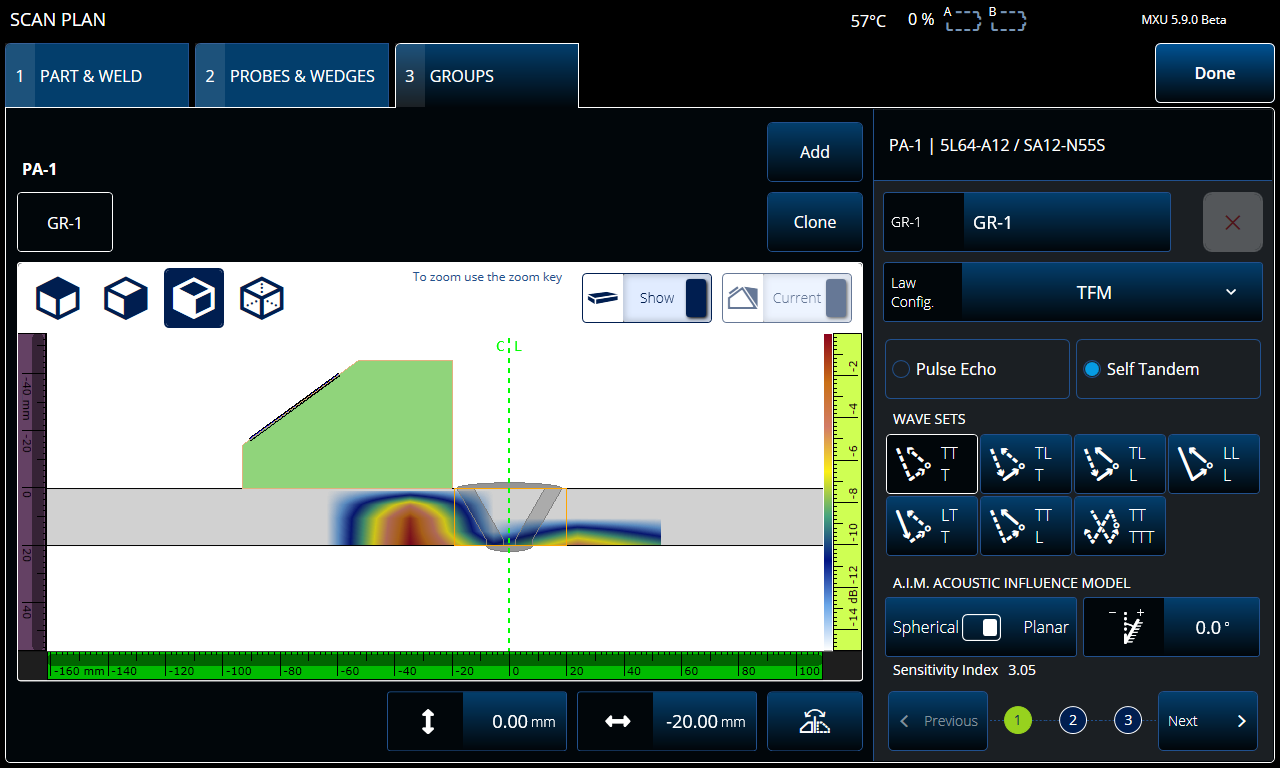
Các khuyết tật thẳng đứng như nứt mặt dưới hay không ngấu chân phần dưới mối hàn sử dụng TTT giúp đánh giá tốt chiều cao khuyết tật.
Các khuyết tật nứt vùng ảnh hưởng nhiệt, nứt mũ mối hàn có thể sử dụng chế độ TT như hình bên dưới.
Mối hàn chữ V tiếp cận phía đối diện
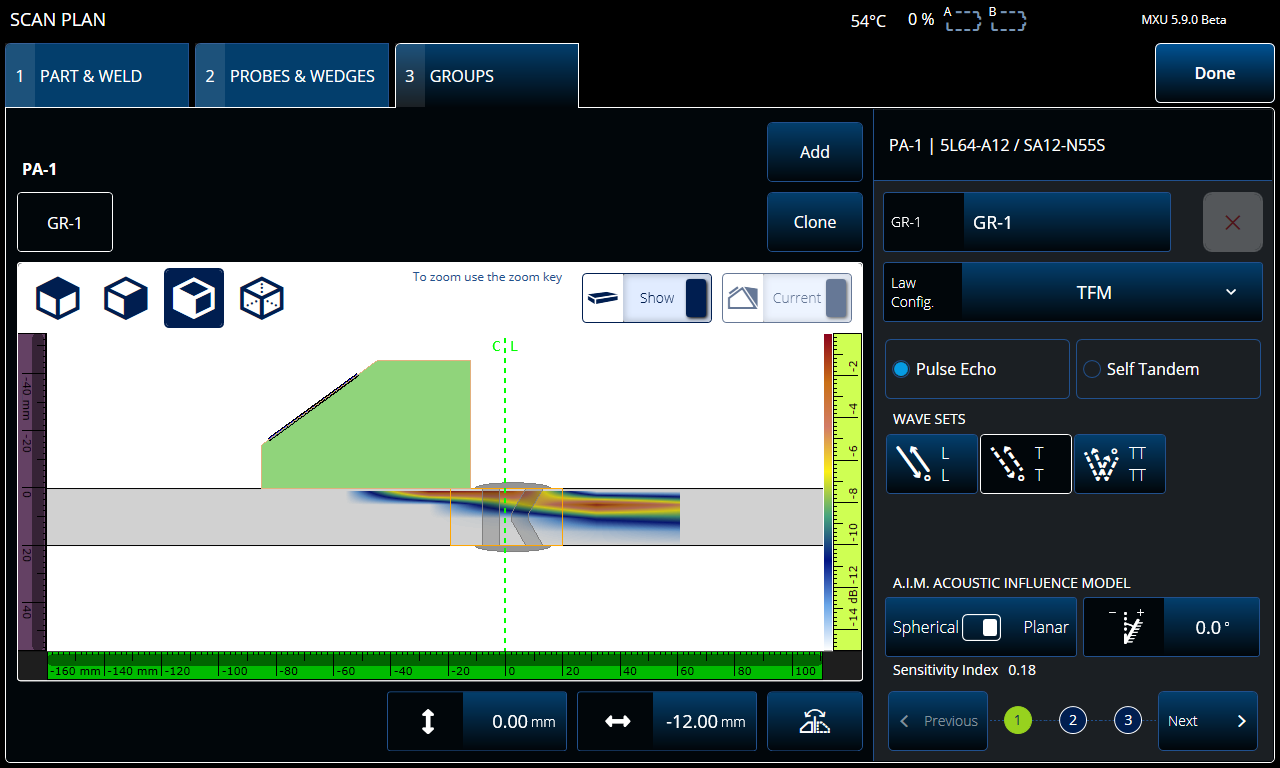
Khi kiểm tra vách không ngấu phía đối diện, cần kết hợp 2 chế độ TT và TTTT, chi tiết có thể quan sát bản đồ âm áp của Planar defect ở +30 độ.
Để tối ưu về khả năng phát hiện và tốc độ quét, có thể đặt vùng kiểm tra thu nhỏ lại quanh vị trí mép mối hàn và đặt độ nhạy của group TTTT cao hơn.
Mối hàn chữ K có vách thẳng đứng
Chế độ TTTTT khá phù hợp để kiểm tra vách thẳng đứng hay nứt vùng mũ. Trong trường hợp này, lựa chọn giữa TT và TTTTT là đủ để phát hiện hết các khuyết tật planar ở 0 độ phía trên, vùng gần mũ mối hàn.
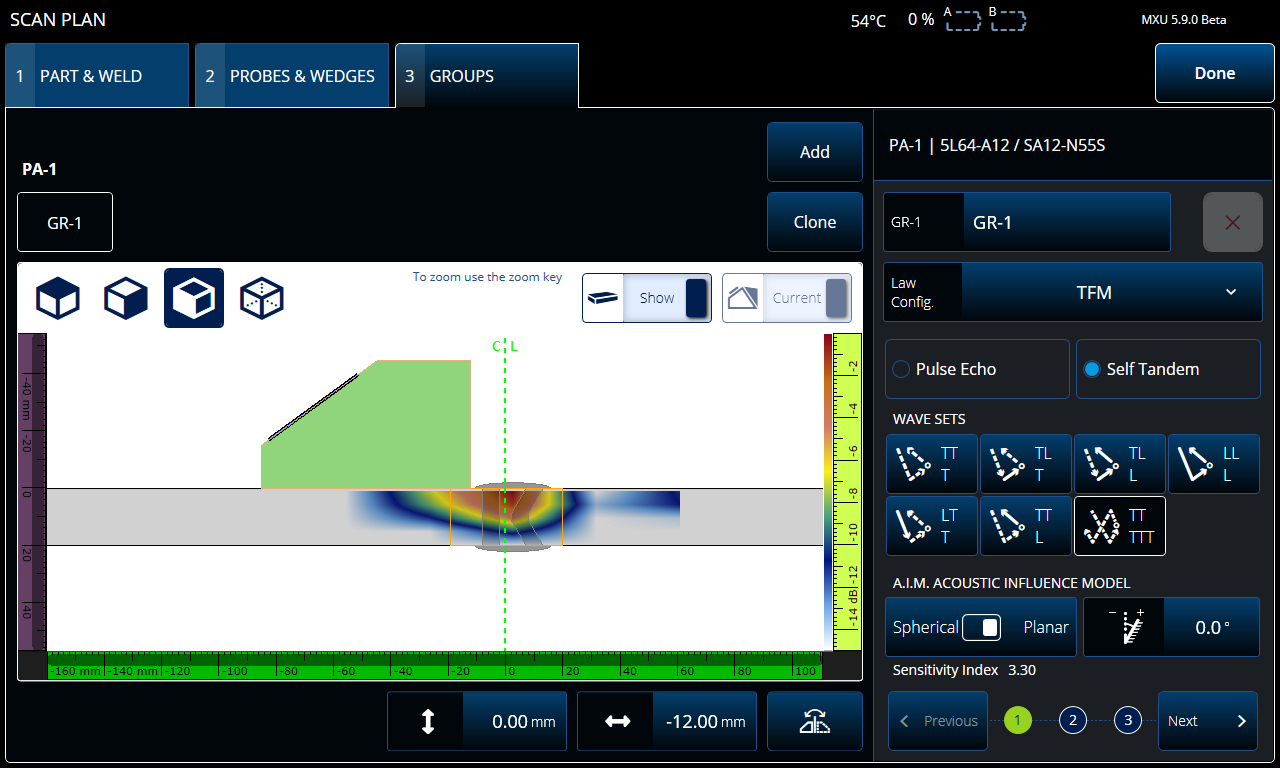
Phần chân mối hàn, sử dụng chế độ TTT theo như bản đồ âm áp bên dưới.
*Cảm ơn Trần Thanh Quang đã cho phép sử dụng một số hình ảnh trong bài viết.