


















Các kỹ thuật viên kiểm tra giám sát ăn mòn vật liệu bằng cách đo độ dày thành còn lại của đường ống hoặc các cấu trúc kim loại khác. Tuy nhiên, khi đo độ dày thành còn lại của ống kim loại, bồn bể chứa chịu áp lực, thân vỏ tàu, hoặc các kết cấu được sơn hoặc phủ khác, bạn cần nhiều tùy chọn khi kiểm tra hơn.
Đo độ dày còn lại của thành sử dụng siêu âm (UTM)

Trong nhiều ứng dụng bảo dưỡng công nghiệp, đặc biệt trong lĩnh vực hóa dầu, cần phải đo độ dày còn lại của kim loại bị ăn mòn. Thông thường, các đường ống và bộ phận kim loại này được phủ một lớp sơn hoặc một lớp phủ phi kim loại có tác dụng bảo vệ và chống ăn mòn. Với các thiết bị đo độ dày siêu âm thông thường, sự có mặt của sơn hoặc các chất phủ tương tự sẽ gây ra sai số đo, thường làm tăng độ dày kim loại giá trị xấp xỉ hơn hai lần độ dày của lớp sơn do tốc độ siêu âm âm trong sơn chậm hơn nhiều so với kim loại. Hai giải pháp cho vấn đề này là tùy chọn trên các thiết bị đo độ dày như 38DL PLUS® (có sẵn) và 45MG (tùy chọn): chế độ đo Echo-to-Echo と THRU-COAT®. Mỗi kỹ thuật đều có điểm mạnh và điểm yếu, vì vậy hiểu được cả hai lựa chọn sẽ giúp bạn đa ra giải pháp phù hợp cho ứng dụng của mình.

Hình 2: Chế độ đo THRU-COAT Hình 3: Chế độ đo Echo-to-Echo


Chế độ đo Echo-to-Echo
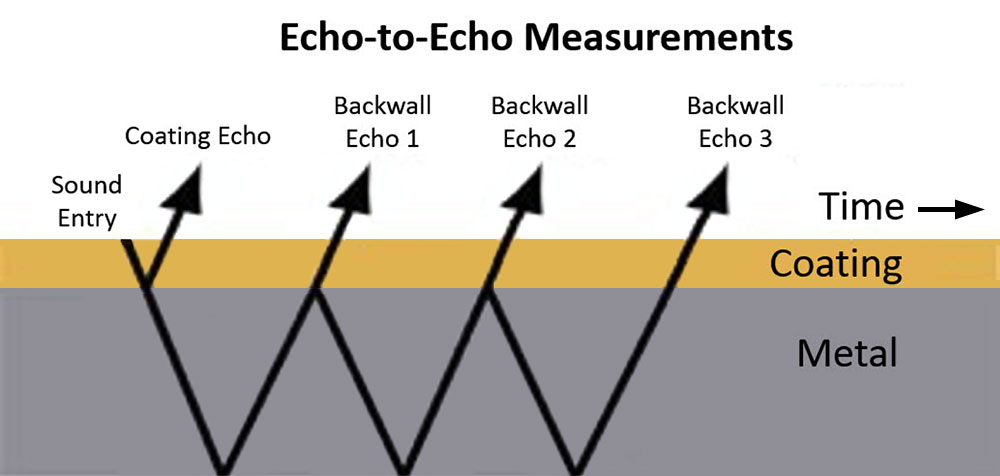
Phép đo từ xung tới xung hay E-to-E sử dụng kỹ thuật để xác định thời gian giữa hai tín hiệu phản hồi từ thành xa liên tiếp của sóng âm qua vật liệu thử nghiệm (Hình 4). Trong các tình huống liên quan đến vật liệu có lớp sơn phủ, các xung phản xạ từ thành vật liệu xa hơn này chỉ xảy ra trong kim loại và không xảy ra trong lớp phủ, vì vậy khoảng thời gian giữa bất kỳ cặp xung nào ( xung phản xạ thành sau 1 đến 2, xung phản xạ thành sau 2 đến 3, v.v.) biểu thị độ dày kim loại và độ dày lớp phủ đã được loại trừ.
Ưu điểm khi sử dụng kỹ thuật echo-to-echo
- Hoạt động với nhiều loại đầu dò thông dụng
- Thường hoạt động tốt với các lớp phủ có bề mặt nhám
- Có thể thực hiện ở nhiệt độ cao lên đến khoảng 500 ° C (930 ° F) với đầu dò thích hợp
Nhược điểm khi sử dụng kỹ thuật echo-to-echo
- Yêu cầu nhiều xung phản xạ thành vật liệu, có thể không tìm thấy khi kim loại bị ăn mòn nghiêm trọng
- Phạm vi độ dày cho phép có thể bị hạn chế hơn so với phép đo THRU-COAT
Chế độ đo THRU-COAT
Phép đo THRU-COAT sử dụng phần mềm đã được cấp bằng sáng chế của Olympus để xác định khoảng thời gian sóng âm di chuyển một chuyến đi vòng trong lớp phủ. Khoảng thời gian này được sử dụng để tính toán và hiển thị độ dày lớp phủ. Bằng cách trừ khoảng thời gian này khỏi tổng số thời gian đo được, thiết bị có thể tính toán và hiển thị độ dày của thành kim loại.
Ưu điểm khi sử dụng kỹ thuật THRU-COAT
- Hoạt động trên nhiều độ dày kim loại, thường từ 1 mm (0,04 in.) đến lớn hơn 50 mm (2 in.) trong thép
- Chỉ yêu cầu một tiếng vọng tường sau
- Có thể đo độ dày kim loại còn lại tối thiểu chính xác hơn khi có vết rỗ trên kim loại
Nhược điểm khi sử dụng kỹ thuật THRU-COAT
- Lớp phủ phải là phi kim loại và dày ít nhất 0,125 mm (0,005 in.)
- Bề mặt sơn phải tương đối nhẵn
- Yêu cầu sử dụng một trong hai đầu dò đặc biệt
- Chỉ có thể được sử dụng trên các bề mặt có nhiệt độ tối đa là 50°C (125°F)