Bồn bể chứa LNG
Các bồn bề chứa LNG yêu cầu nhiệt độ siêu lạnh (−160 °C) để có thể chứa được LNG. Để duy trì được tính bền và mềm dẻo của vật liệu, vật liệu bồn cần chứa 9% Ni ở lớp bên trong
- Lớp vỏ bê tông bên ngoài để giữ nhiệt
- Chiều dày thành bể từ 7 (top ring) tới 45mm (Bottom ring)
- Kích thước bồn thường từ 12x3m với chiều dày thành thay đổi 3mm cho mỗi vòng tiếp theo
- Các bồn LNG lớn cho thể đạt đến 5000 m đường hàn



Mép mối hàn trong bồn bể LNG
Các bồn bể LNG thường được hàn sử dụng vật liệu hợp kim, thông thường là I-625. Các mối hàn I-625 thường có cấu trúc bất đẳng hướng, tinh thể hạt thô, gây ra suy hao âm rất lớn giống như các mối hàn đa vật liệu hay mối hàn thép không gỉ thông thường. Các mối hàn I-625 thường yêu cầu thợ hàn bậc cao, đắt hơn và có tỷ lệ đánh hỏng cao hơn. Các mối hàn I-625 cũng thường tốn thời gian hơn so với hàn thông thường do kích thước của đường hàn và quy trình hàn.

Mối hàn bồn LNG với vật liệu 9% Ni và mối hàn I-625. 
Mép mối hàn trong bồn LNG

Các mối hàn của bồn LNG thường bao gồm cả mối hàn dọc, ngang và vòng tròn ở phần đáy bồn. Các mối hàn dọc thường được thiết kế để hàn ban đầu dưới dạng chữ V, sau đó được mài khoét phần bên ngoài và hàn lại để tạo thành mối hàn chữ doube V.

Lựa chọn thiết bị Phased Array kiểm tra bồn bể LNG
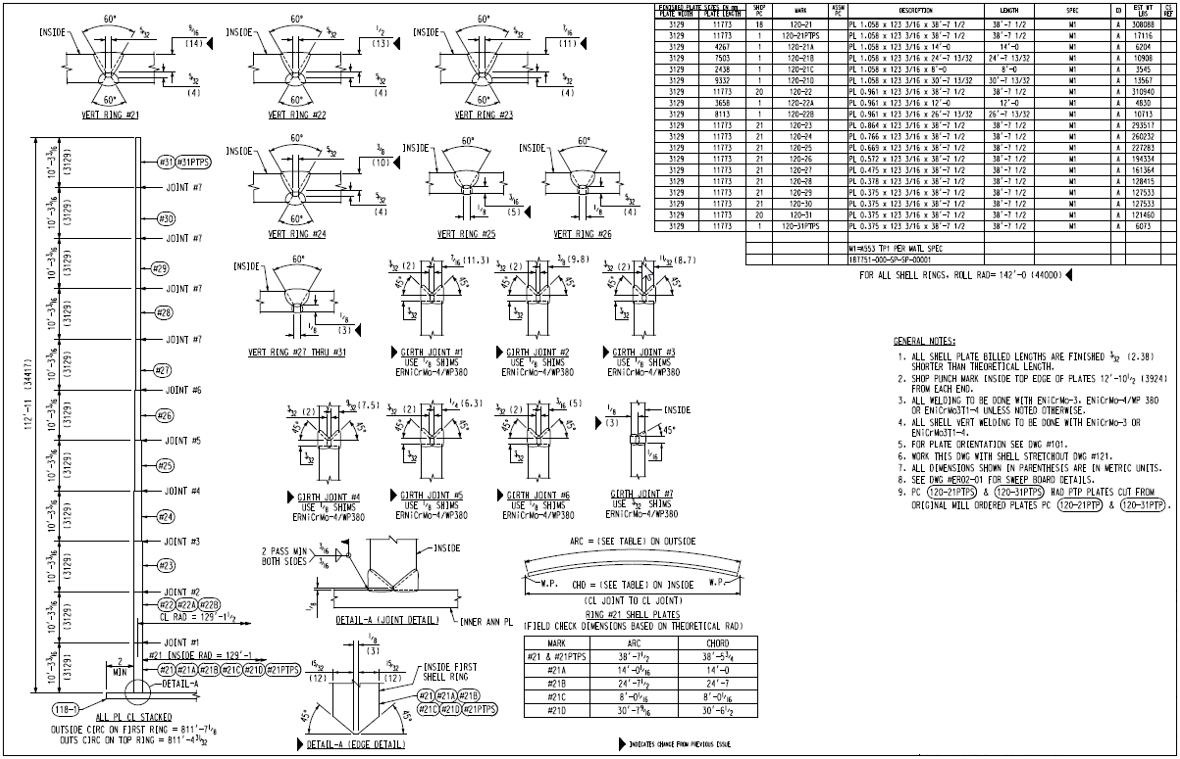
- Phần mềm WeldSight chuyên dụng được tích hợp một module chuyên cho việc lên cấu hình mối hàn LNG.
- Toàn bộ các mép mối hàn của bồn LNG có thể được dựng trong phần mềm ngay trước khi bắt đầu kiểm tra và thường là một phần của quy trình bàn giao
- Cấu hình mối hàn có thể được nhập nhanh và dễ dàng cho các dự án khác nhau
- Thiết bị Phased array
- Đầu dò Phased array và nêm (Đầu dò LNG quad probe)
- Phần mềm phân tích và giải đoán tích hợp
- Bộ quét cơ khí được mã hóa
- Thiết bị cấp nước (làm chất tiếp âm)
- Nhân sự thực hiện kiểm tra
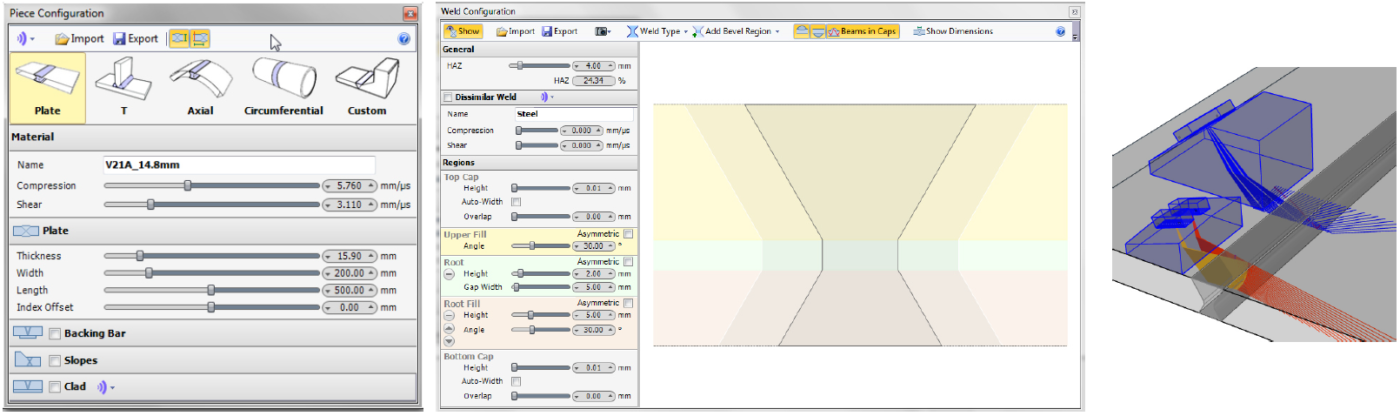
Thiết bị Phased Array Focus PX
- Cấu hình thiết bị tối thiểu 32:128PR để kiểm tra thép dày và sử dụng đầu dò mảng hai chiều
- Khả năng thu dữ liệu ở tốc độ 30 MBsec, số hóa dữ liệu 12-bit
- Cấp nguồn AC hoặc từ pin cho ca làm việc 5 tiếng quét liên tục
- Khả năng chị nước, bụi với IP rating, bọc bảo về bằng cao su bền chắc, không sử dụng quạt làm mát.
- Tốc độ quét đạt > 50 mmgiây
- File quét thông thường của bồn LNG từ 1–3 GB
- Thiết kế gọn, dễ dàng di chuyển, giảm thời gian cài đặt
Đầu dò Quad Probe
- Đầu dò 1 kết nối với 4 đầu ra, tần số 4 MHz chuyên cho mối hàn thép austenitic (I-625) đa thành phần hợp kim.
- Kết hợp 2 đầu dò PA sóng ngang và 2 đầu dò PA mảng hai chiều DLA vào một kết nối, 6 đầu dò, 4 S-scans, tổng cộng 128 biến tử được kết nối.
- Không yêu cầu bộ chia kênh, giảm giá trên tổng đầu dò
- Nêm thiết kế tối ưu với tấm đỡ chống ăn mòn, lỗ tiếp nước tích hợp, giảm thiểu tín hiệu nhiễu.
- Cáp dài 5m, thiết kế có vỏ bọc bảo vệ bao gồm cáp đầu dò, encoder, dây tiếp nước.
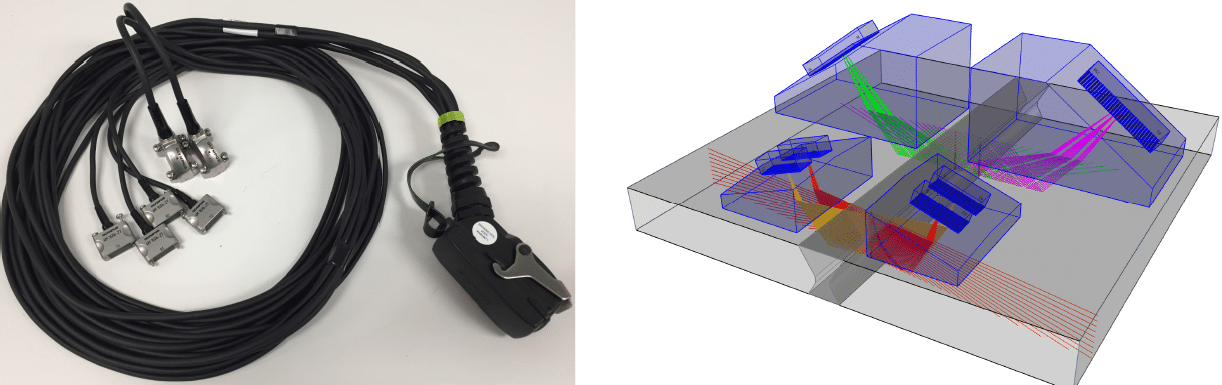
- Đầu dò DLA có tần số 4 MHz tối ưu cho kiểm tra mối hàn đa thành phần vật liệu I-625.
- Đầu dò Phased Array thay thế cho UT TLR truyền thống.
- Kết hợp phát cả sóng creeper gần bề mặt với sóng RL trong vật liệu.
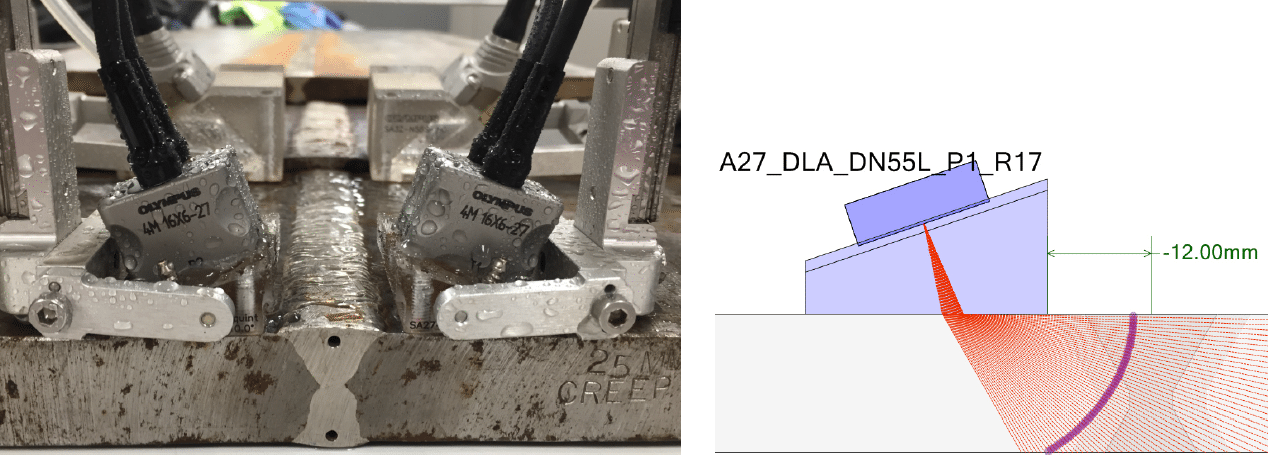
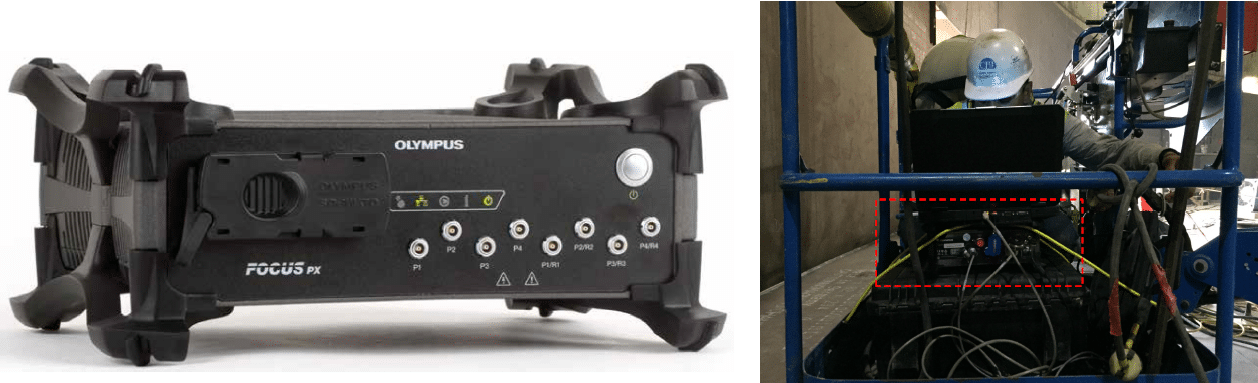
Bộ gá quét đầu dò có mã hóa vị trí
- Vật liệu LNG 9% Ni là vật liệu có từ tính, có thể sử dụng với bộ quét bánh xe từ
- Một số dự án yêu cầu không sử dụng vật liệu từ hóa gần mối hàn do có thể gây ra các khuyết tật nứt. Khi đó, có thể dùng bộ quét với giác hút bề mặt.
- Bánh xe mã hóa vị trí được gắn trên bộ quét để định vị vị trí dữ liệu
- Bộ chia nước cho các đầu dò và nêm.
- Các cáp được thiết kế gọn gàng, với đồ quản lý cáp, thước đo và tay cầm, giúp dễ dàng thực hiện công việc.
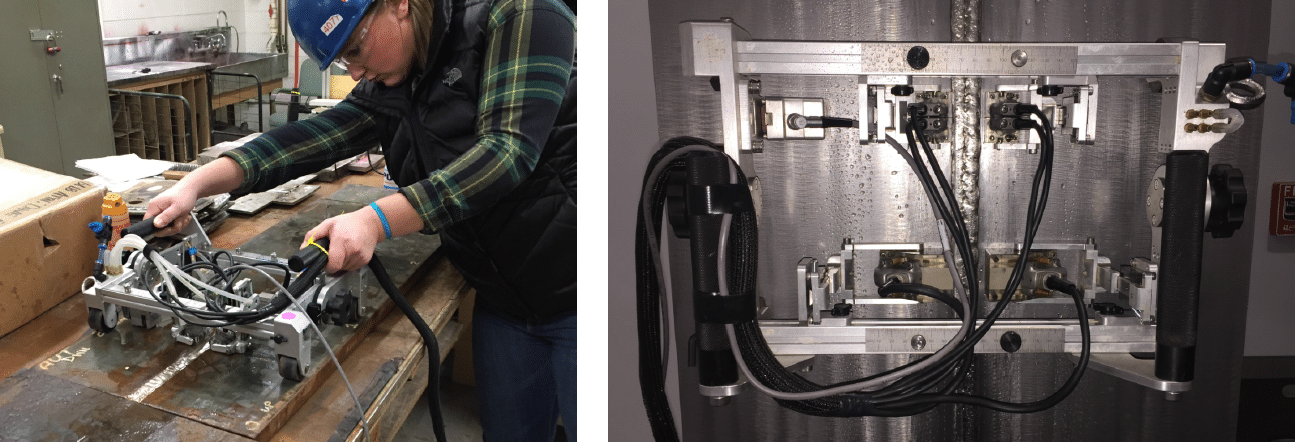
- Tiêu chuẩn API 620 tham chiếu đến ASME V, section 5 và có thể cho phép sử dụng bộ quét đẩy tay. Tuy nhiên, phần lớn dự án LNG có thể yêu cầu các thiết bị AUT tự động hoàn toàn để thu nhận dữ liệu.
- Bộ quét SteerROVER được thiết kế di chuyển theo 2 trục, với tay cầm điều khiển từ xa. Phục vụ cho việc kiểm tra tự động hoàn toàn.
Phụ kiện cấp nước làm chất tiếp âm
- Khi kiểm tra siêu âm tự động, nước cần được sử dụng để làm vật liệu tiếp âm giữa nêm và bồn cần kiểm tra.
- Trong hầu hết các công trường, việc sử dụng nước làm chất tiếp âm không gặp vấn đề gì lớn.
- Quy trình có thể yêu cầu làm ướt bề mặt trước và trong khi kiểm tra, với phụ kiện là bơm tay, hoặc bơm điện.
- Một cấu hình kiểm tra thông thường sẽ cần ít hơn 1 lít nước cho 12 m đường hàn.

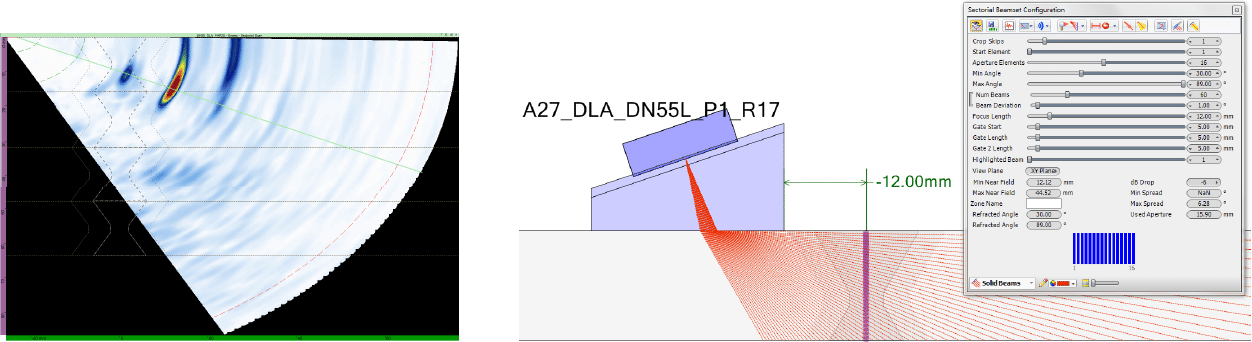
Cài đặt cấu hình PA khi kiểm tra mối hàn bồn LNG – DLA – Sóng dọc
- DLA phát S-Scan từ 30–89 độ
- DLA sử dụng kỹ thuật Phát-Thu (pitch-catch)
- Chỉ sóng dọc khúc xạ có thể xuyên vào trong mối hàn I-625
- Các khuyết tật thông thường gồm không thấu chân, không ngấu vách và nứt thẳng giữa mối hàn.
- Sóng ngang không thể xuyên vào mối hàn, do vậy việc kiểm tra mối hàn thép đa thành phần vật liệu như trong bồn LNG mà không dùng sóng RL (Refracted Longitudinal) là rất khó để thực hiện.
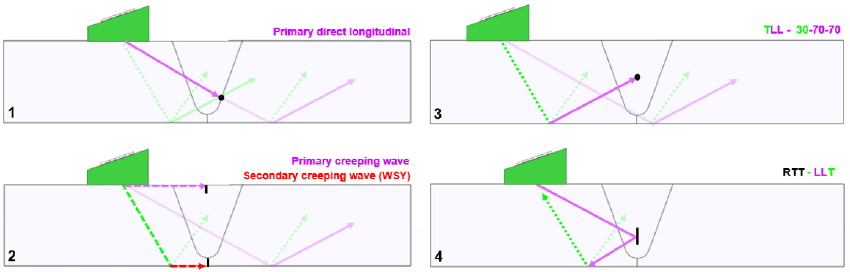
- Sử dụng tốt đầu dò DLA cần phải hiểu rõ về chuyển đổi dạng sóng, tương tự như trong đầu dò UT TRL truyền thống:
- Tia L-wave trực tiếp
- RTT (round trip tandem)
- Sóng mặt sơ cấp và thứ cấp (Primary and secondary surface creeping wave)
- TLL và 30-70-70
- Đầu dò Phased Array DLA hay mảng pha hai chiều DMA kết hợp tất cả các kỹ thuật trên trong một màn hình S-scan với đầy đủ thông tin A-Scan.
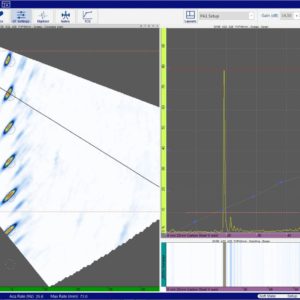
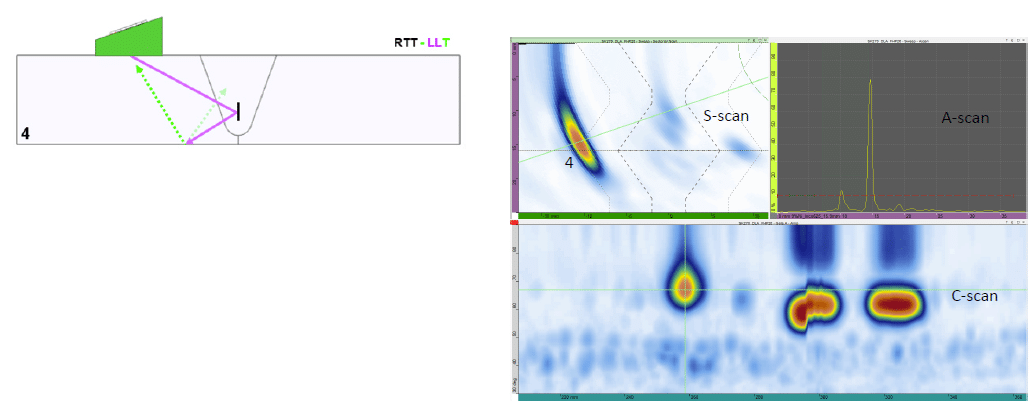
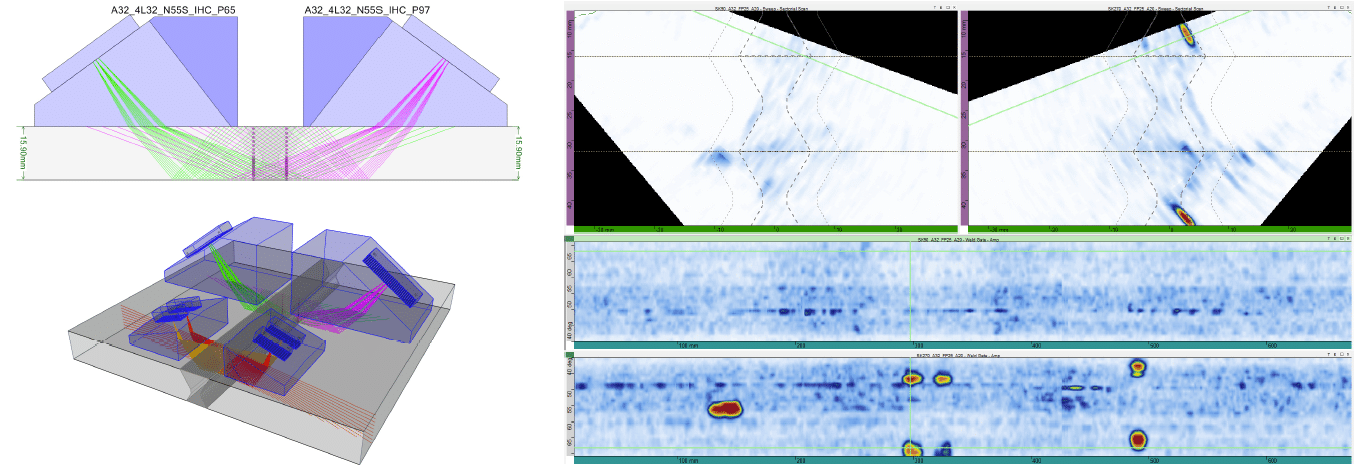
Trong hình minh họa dưới đây, độ nhạy kiểm tra được đặt ở mức tham chiếu IAW API 620 (3 mm SDH). Khuyết tật không ngấu vách có thể được phát hiện, chiều dài đánh giá được từ Skew 270 của đầu dò DLA, sử dụng dạng sóng RTT. Chiều dài có thể đánh giá được khi sử dụng B-Scan hay C-Scan.
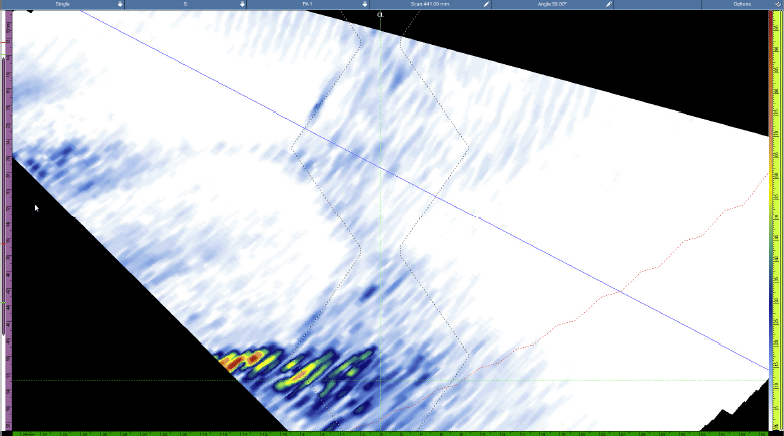
Ở ví dụ dưới, độ nhạy đặt ở mức +6dB so với mức tham chiếu, sóng L trực tiếp có thể đi vào trong mối hàn. Tín hiệu giải đoán cho chính xác chiều cao và độ sâu của khuyết tật, giúp dễ dàng đưa ra kết luận về Chấp nhận/Đánh hỏng cũng như vị trí cần sửa chữa.
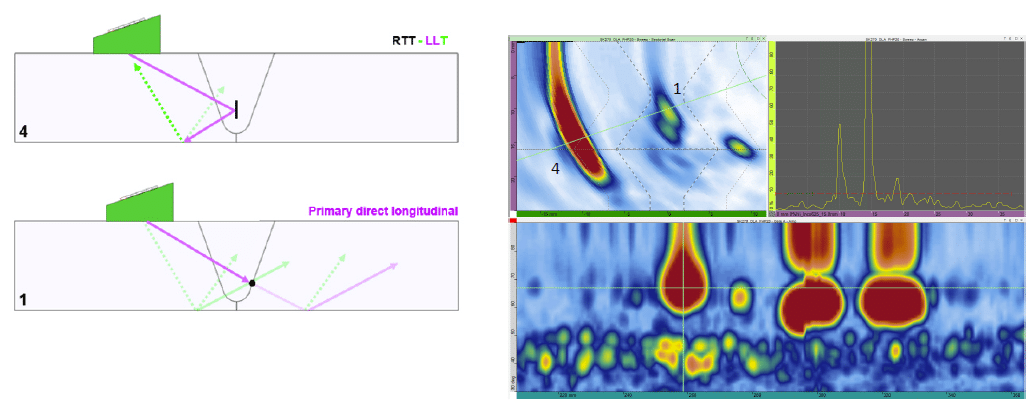
Với các khuyết tật không ngấu như trên, tín hiệu nhiễu xạ ở đỉnh trên và đính dưới khuyết tật có thể quan sát được giúp đánh giá chính xác chiều cao và độ sâu.
Tiêu chuẩn chấp nhận của API 620
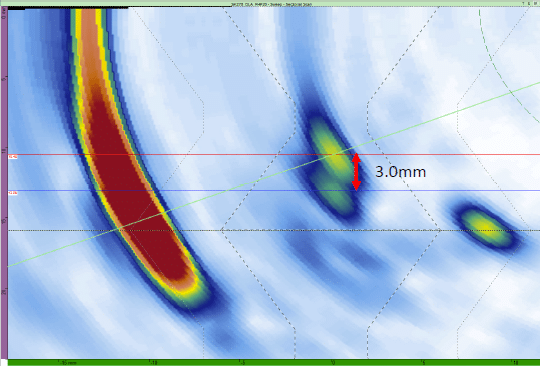
Dựa trên tiêu chuẩn chấp nhận, cho phép khuyết tật sub-surface dài tới 8mm, khuyết tật trên được phân loại Đánh hỏng.
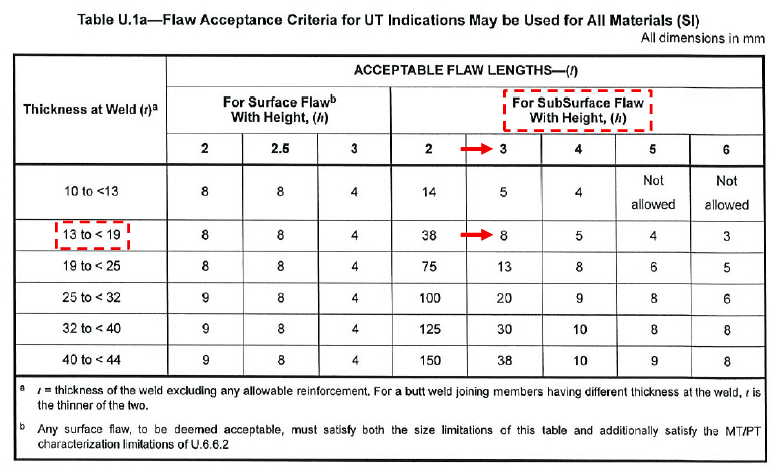
Việc có thể đánh giá chính xác hơn giúp giảm số lượng Đánh hỏng không cần thiết và tăng tốc cho quá trình sản xuất.
Cấu hình PA ở chế độ Xung-Vọng sóng ngang
Sóng ngang sử dụng ở chế độ P-E với đầu dò Phased Array để phát hiện và đánh giá khuyết tật không ngấu vách và khuyết tật ở vùng ảnh hưởng nhiệt. Với những ưu điểm hỗ trợ cho việc đánh giá, khi bổ sung đầu dò sóng ngang P-E ở chế độ quét quạt giúp làm giảm số lượng Đánh hỏng không cần thiết do khuyết tật ít bị “over sized” hơn. Do hướng chùm âm tới mép mối hàn không tối ưu, sử dụng sóng RL khi đánh giá có xu hướng làm khuyết tật lớn hơn thực tế.
Độ nhạy kiểm tra
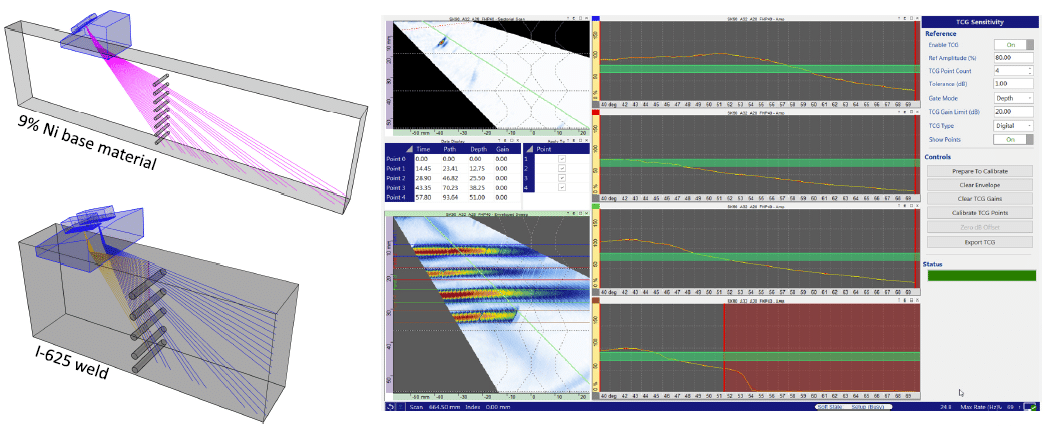
Với các bồn LNG phổ biến, toàn bộ dự án có thể sử dụng chung các mẫu độ nhạy với SDH 3mm. Với các hỗ trợ cài đặt có sẵn trên hệ thống FOCUS PX, thời gian hiệu chuẩn có thể giảm xuống khoảng 15 phút khi bắt đầu ca làm việc hay mỗi khi thay đổi chiều dày mối hàn.
Khi sử dụng các cài đặt sẵn trên FOCUS PX, thông tin TCG cho cả Shear-wave P/E và DLA được tạo sẵn và có thể “import” trong quá trình cài đặt hàng ngày. Sau khi load file cài đặt TCG, cần thực hiện lại kiểm tra xác nhận độ nhạy trên mẫu có chiều dày tương đồng với mối hàn chuẩn bị kiểm tra.
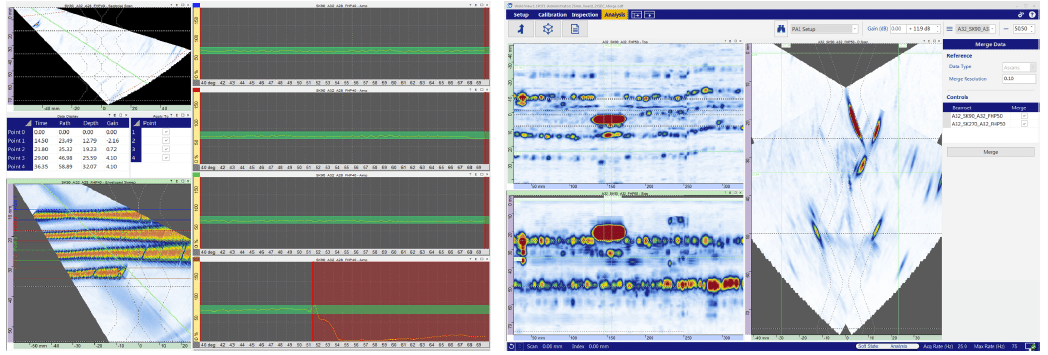
Phân tích và giải đoán dữ liệu
Sử dụng phần mềm WeldSight, quá trình thực hiện công việc tập trung vào nâng cao năng suất lao động và đơn giản hóa các tác vụ hàng ngày. Cài đặt, hiệu chuẩn, lưu dữ liệu, phân tích, tối ưu quy trình đều có thể chia thành các module riêng (weld bevels, probewedge configurations, scan plans, TCG tables, LNG inspection display layouts) và tải lại khi cần.
結論
Giải pháp có sẵn cho kiểm tra bồn bể LNG theo API 620 giúp cung cấp tới khách hàng dịch vụ kiểm tra tốt hơn. Các cải tiến về thiết bị, phần mềm, quy trình giúp vào việc nhanh hơn, đào tạo nhanh hơn cũng như tăng hiệu suất công việc. Chi phí hợp lý cũng giúp cho việc thay thế RT và AUT dễ dàng hơn.